Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Самозажимные оправки
|
|
В этих оправках усилие зажима автоматически увеличивается пропорционально крутящему моменту резания, что делает их весьма ценными, при обтачивании с большими сечениями стружки, в частности на многорезцовых станках.
16.5. Патроны для шлифования отверстий в зубчатых колесах
Точные зубчатые колеса, предназначенные для передачи больших мощностей при относительно высоких скоростях, подвергают термической обработке, что может привести к деформации зубчатого венца и нарушению соосности. Шлифование отверстий в зубчатых колесах после их термической обработки является одной из ответственных операций, обеспечивающих концентричность отверстия с начальной окружностью. Эта операция обычно производится после окончательной обработки нешлифуемых зубьев и является последней. В тех же случаях, когда с целью повышения точности и чистоты поверхности, после закалки предусматривается шлифование профиля зубьев, этому предшествует операция шлифования отверстия.
И в том и в другом случаях центрирование и закрепление колеса при шлифовании отверстия производится в патронах по рабочим поверхностям зубьев (теоретически по начальной окружности). Для этого во впадины венца закладываются обычно три или шесть установочных элементов: для прямозубых цилиндрических колес – ролики; для цилиндрических колес со спиральным зубом— шарики или витые упругие ролики; для конических колес – шарики.
Применяются также патроны, в которых вместо обычных кулачков для центрирования используются три рейки или три зубчатых сектора соответствующего модуля. Для закрепления колеса при шлифовании отверстий применяются и мембранные патроны.
Существующие конструкции патронов можно разделить на четыре группы: 1) патроны для одновенцовых цилиндрических колес; 2) для двух и многовенцовых цилиндрических колес; У) для конических зубчатых колес; 4) для цилиндрических колес с внутренним зацеплением. Кроме специальных, применяются универсальные патроны, допускающие переналадку. При конструировании патронов приходится рассчитывать диаметр установочных роликов (шариков) и расстояние между их осью и осью патрона. Для сокращения времени, необходимого для выполнения расчетов, на практике часто пользуются готовыми таблицами.
16.6. Приспособления для установки по резьбе
В некоторых случаях приходится закреплять обрабатываемые детали, используя имеющуюся на них резьбу. Допуски на средние диаметры резьбы значительно больше допусков на цилиндрические поверхности таких же диаметров и классов точности, поэтому центрировать детали по резьбовой поверхности нельзя. За установочную базу обычно принимают резьбу и точно подрезанный торец, чем исключается возможный перекос детали.
При конструировании приспособлений для установки по резьбе следует также учитывать, что во время обработки происходит самозатягивание детали, затрудняющее ее свинчивание после обработки. Поэтому перед свинчиванием деталь должна предварительно отводиться от упорного торца приспособления.
16.7. Приспособления для обработки деталей класса стойки, кронштейны, подшипники
Для установки и закрепления этих деталей применяются универсальные и специальные планшайбы с угольниками, на которых монтируются установочные и зажимные элементы.
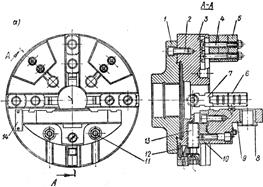
На рис. 67 показана конструкция универсальной планшайбы с угольником.
На планшайбе 1, устанавливаемой на шпиндель станка, сцентрирован и закреплен винтами 2 корпус 3 приспособления, имеющий четыре радиальных паза. Три из них служат для направления основных кулачков 7, на которых закрепляются сменные зажимные кулачки 6; в четвертом пазу помещен сухарь 10 с установленным на нем угольником 9. Кулачки и угольник перемещаются индивидуальными винтами 13 с внутренним четырехгранным отверстием под ключ; от осевого перемещения винты удерживаются вилками 12. При наладке приспособления величина радиального перемещения угольника определяется по шкале 14, после чего угольник закрепляется двумя болтами с гайками 11.
 |
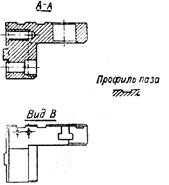 |
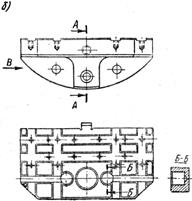
Рис. 67. Универсальная планшайба (а) с кулачками и переставным угольником (б)
Для закрепления установочных элементов или непосредственно обрабатываемых деталей на верхней плоскости угольника имеются взаимно перпендикулярные калиброванные пазы с резьбовыми отверстиями и Т-образные пазы (рис. 67, б). Кроме того, предусмотрено отверстие под центрирующую втулку 8, ось которой должна пересекаться с осью шпинделя. Втулка 8 служит для установки сменных центрирующих пальцев, применяемых в случаях базирования обрабатываемых деталей по отверстию.
Для устранения дисбаланса служат грузы 5, закрепляемые винтами 4.
При соответствующих наладках на подобных угольниках можно устанавливать и обрабатывать самые разнообразные детали, для которых обычно приходится проектировать специальные приспособления.
Тема 17. Приспособления для сверлильных станков
17.1.Общие сведения.
Приспособления для сверлильных станков занимают большой удельный вес в технологическом оснащении. Современные требования к качеству машин не позволяют вести сверление отверстий по разметке, поэтому сверлильные приспособления широко применяются не только в массовом, но и в мелкосерийном и даже индивидуальном производстве.
Для обработки отверстий на сверлильных станках проектируется и изготовляется многообразная оснастка: скальчатые и другие типы кондукторов, поворотные столы и стойки, многошпиндельные и револьверные головки, всевозможный вспомогательный инструмент и т. п. В ряде случаев расточные работы, ранее выполнявшиеся на расточных и токарных станках, переводятся на сверлильные станки. Объясняется это тем, что сверлильные станки дешевле расточных, занимают мало места и удобны в эксплуатации. Так, например, обработка системы отверстий с применением поворотного кондуктора производится на радиально-сверлильном станке быстрее, чем на расточном, так как быстрее производится установка шпинделя по оси отверстия, а возможность свободного отвода хобота станка в сторону облегчает и ускоряет смену расточных скалок.
Сверлильные приспособления различаются также положением, которое занимает заготовка в процессе обработки. По этому признаку приспособления разделяются на стационарные, поворотные, передвижные и опрокидываемые. Наибольшее применение имеют стационарные и поворотные приспособления.
Стационарным приспособлением называется такое, в котором обрабатываемая заготовка в процессе всей обработки на данном станке остается неподвижной.
Поворотные приспособления применяются для обработки отверстий, расположенных с разных сторон детали или по ее окружности, и при многопозиционной обработке с применением многошпиндельных головок. Они могут иметь горизонтальную, вертикальную или наклонную ось вращения. Наибольшее применение имеют поворотные приспособления с горизонтальной и вертикальной осью вращения. Такие приспособления обычно состоят из неподвижного корпуса (стойки) и поворотной части, несущей технологические наладки с закрепленной одной или несколькими обрабатываемыми заготовками.
Стационарные приспособления разделяет на специальные и универсальные. Специальные стационарные приспособления применяют для обработки отверстий в заготовках отверстий в заготовках деталей одного или нескольких типов, схожих по форме и размерам, в крупносерийном и массовом производствах. Универсальные стационарные приспособления применяют при групповой обработке деталей, закрепляемых за определенным станком, в среднесерийном и мелкосерийном производствах. Число различных типоразмеров деталей, обрабатываемых в универсальных стационарных приспособлениях, можно значительно увеличить применением сменных наладок.
Приспособления, служащие для обработки заготовок на сверлильных станках и имеющие кондукторные втулки для направления режущего инструмента, называют кондукторами. Иногда при обработке отверстий, расположенных на различных поверхностях заготовок, требуется изменять ее положение на станке относительно режущего инструмента. Для этого применяют кондукторы различных видов: накладные, стационарные, передвижные, поворотные.
|
|