Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Практическое занятие №8
|
|
Тема: Трубы нефтяного сортамента. Бурильные трубы (БТ). Обсадные трубы (ОТ). Насосно-компрессорные трубы (НКТ). Насосно-компрессорные штанги (НКШ). Нефтепромысловые трубы (НПТ).
I. НАСОСНО-КОМПРЕССОРНЫЕ ТРУБЫ
СОРТАМЕНТ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ
Насосно-компрессорные трубы предназначаются для эксплуатации нефтяных и газовых скважин. После спуска эксплуатационной обсадной колонны и выполнения других работ по подготовке скважины к эксплуатации спускают колонну насосно-компрессорных труб.
Колонну насосно-компрессорных труб подвешивают в арматуре устья скважины.
Насосно-компрессорные трубы изготовляются по ГОСТ 633—80 «Трубы насосно-компрессорные и муфты к ним».
ГОСТ 633—80 предусматривает изготовление насосно-компрессорных труб исполнения А и Б (А — повышенной точности) четырех конструкций:
гладкие и муфты к ним; с высаженными наружу концами и муфты к ним (тип В); гладкие высокогерметичные и муфты к ним (тип НКМ); безмуфтовые высокогерметичные с высаженными наружу концами (тип НКБ).

Рис. 22. Гладкие насосно-компрессорные трубы и муфты к ним:
а — труба; б — муфта

Рис. 23. Насосно-компрессорные трубы с высаженными наружу концами и муфты к ним — В: а и б — то же, что на рис. 22.
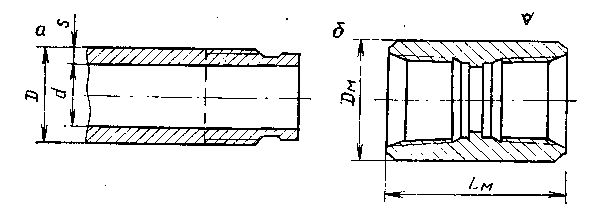
Рис. 24 Гладкие высокогерметичные насосно-компрессорные трубы и муфты к ним — НКМ:
а и б — то же, что на рис. 22.

Рис. 25. Безмуфтовые высокогерметичные насосно-компрессорные трубы — НКБ
Трубы всех типов исполнения А должны изготовляться длиной 10 м с предельным отклонением ±5% (±500 мм). Трубы всех типов исполнения Б должны изготовляться двух групп длин: 1-я группа — от 5, 5 до 8, 5 м; 2-я от 8, 5 до 10, 0 м. По согласованию с потребителем допускается изготовление труб исполнения А в диапазоне длин исполнения Б. Длина трубы определяется расстоянием между ее торцами, а при наличии муфты — от свободного торца муфты до конца сбега резьбы противоположного конца трубы.
Допускаемые отклонения по размерам и массе:
По наружному диаметру труб, мм: исполнение А:
≤ 102..................... ±0, 8
114..................... ±0, 9
исполнение Б:
27-48....…....…............ +0, 8 - 0, 2
60—89............………. +1, 0 – 0, 5
102—114......………………+1, 2 - 0, 5
Допускается увеличение диаметра до 1, 0 мм за высаженным концом труб с муфтами—В на длине 100 мм и НКБ — 150 мм.
Концы труб (гладких и НКМ) должны выполняться так, чтобы обеспечивать минимальную длину резьбы с полным профилем без черновин и минимальную толщину стенки в плоскости торца трубы.
По толщине стенки, %.............. —12, 5
плюсовые отклонения ограничиваются массой трубы
По наружному диаметру муфт, %.............. ±1, 0
По длине муфт, мм................. ±2
По массе, %
для отдельной трубы (исполнение А)........... +6 – 3, 5
для партии труб (массой не менее 20 т) (исполнение А)....-1, 75 - +8, 0
для отдельной трубы (исполнение Б)............ –6, 0.
Примечание. Для труб исполнения А массой менее 20 т предельные отклонения для партии труб не регламентируются.
На концевых участках, равных одной трети длины трубы, не допускается изогнутость более 1 мм на 1 м длины. Не допускается общая изогнутость труб, превышающая предельно допустимую при контроле оправкой.
Условное обозначение труб должно включать: тип трубы (кроме гладких труб), условный диаметр трубы, толщину стенки, группу прочности и обозначение настоящего стандарта.
Условное обозначение муфт должно включать: тип трубы (кроме муфт к гладким трубам), условный диаметр, группу прочности и обозначение стандарта.
Примеры условных обозначений
Трубы из стали группы прочности Е, с условным диаметром 60 мм, с толщиной стенки 5 мм и муфты к ним:
60Х5-Е ГОСТ 633—80 — для гладких труб; 60-Е ГОСТ 633—80 —для муфт к этим трубам;
В-60Х5-Е ГОСТ 633—80 — для труб с высаженными наружу концами;
В-60-Е ГОСТ 633—80 — для муфт к этим трубам;
НКМ-60Х5-Е ГОСТ 633—80 — для гладких высокогерметичных труб;
НКМ-60-Е ГОСТ 633—80 — для муфт к этим трубам;
60Х5-ТУК-Е ГОСТ 633—80 —для гладких труб с термоупрочненными концами.
Трубы безмуфтовые с высаженными наружу концами из стали группы прочности Е, с условным диаметром 60 мм и толщиной стенки 5 мм:
НКБ-60Х5-Е ГОСТ 633—80.
Для труб и муфт исполнения А после обозначения стандарта ставится буква А.
На наружной и внутренней поверхностях труб и муфт не должно быть плен, раковин, закатов, расслоений, трещин и песочин.
Допускаются вырубка и зачистка указанных дефектов при условии, что их глубина не превышает предельного минусового отклонения по толщине стенки. Заварка, зачеканка или заделка дефектных мест не допускается.
В местах труб и муфт, где толщина стенки может быть замерена непосредственно, глубина дефектных мест может превышать указанную величину при условии сохранения минимальной толщины стенки, определяемой как разность между номинальной толщиной стенки и предельным для нее минусовым отклонением.
Допускаются отдельные незначительные забоины, вмятины, риски, тонкий слой окалины и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за пределы минусовых отклонений.
Место перехода высаженной части труб к ее части с толщиной стенки s не должно иметь резких уступов.
На внутренней поверхности высаженных наружу концов труб с муфтами не должно быть более трех дефектных мест (незаполнение металлом и ремонт дефектов), протяженность каждого из которых по окружности не должна быть более 25 мм, шириной более 15 мм и глубиной более 2 мм.
На наружной и внутренней поверхностях высаженных наружу концов безмуфтовых труб на расстоянии менее 85 мм от торца дефекты не допускаются. На расстоянии свыше 85 мм не должно быть более трех дефектных мест (незаполнение металлом и ремонт дефектов), протяженность каждого из которых не должна быть более 1/3 длины окружности, шириной более 15 мм и глубиной более 2 мм.
Толщина стенки в переходной части всех труб с высаженными наружу концами не должна быть менее минимальной допустимой толщины стенки гладкой части трубы.
Массовая доля серы и фосфора в стали не должна быть более 0, 045% каждого.
Трубы и муфты должны изготовляться из стали одной и той же группы прочности.
Трубы гладкие и муфты к ним и трубы гладкие высокогерметичные и муфты к ним группы прочности К и выше, трубы с высаженными наружу концами и муфты к ним и трубы безмуфтовые с высаженными наружу концами всех групп прочности должны быть подвергнуты термической и термомеханической обработке.
Трубы должны выдерживать испытание на сплющивание. Резьбы и уплотнительные конические расточки муфт должны быть оцинкованы или фосфатированы.
Каждая труба — гладкая, гладкая высокогерметичная и с высаженными наружу концами — должна быть снабжена муфтой, закрепленной на муфтонаверточном станке на одном из ее концов.
По согласованию изготовителя с потребителем допускается поставка муфт без труб.
При свинчивании труб с муфтами необходимо применять смазку или другие уплотнители, обеспечивающие герметичность соединения и предохраняющие его от задиров и коррозии.
С целью предохранения от коррозии при транспортировании наружная поверхность каждой трубы и каждой муфты должна быть окрашена.
По согласованию изготовителя с потребителем допускается изготовление труб и муфт без окраски или с покрытием нейтральной смазкой.
По требованию потребителя трубы исполнения А должны изготовляться с защитными покрытиями внутренней поверхности, предотвращающими отклонения парафина и коррозию. Покрытия выполняются в соответствии с технической документацией, утвержденной в установленном порядке.
Трубы с навинченными муфтами, а также трубы безмуфтовые с высаженными наружу концами должны выдерживать испытание внутренним гидравлическим давлением.
Основные параметры и размеры резьбовых соединений гладких труб и с высаженными концами и муфт к ним.

Рис. 26. Профиль резьбы гладких насосно-компрессорных труб и муфт к ним; труб и муфт типа В:
1 — линия, параллельная оси резьбы; 2 — линия среднего диаметра резьбы; 3 — ось резьбы; I — муфта; II — труба * — размеры для справок
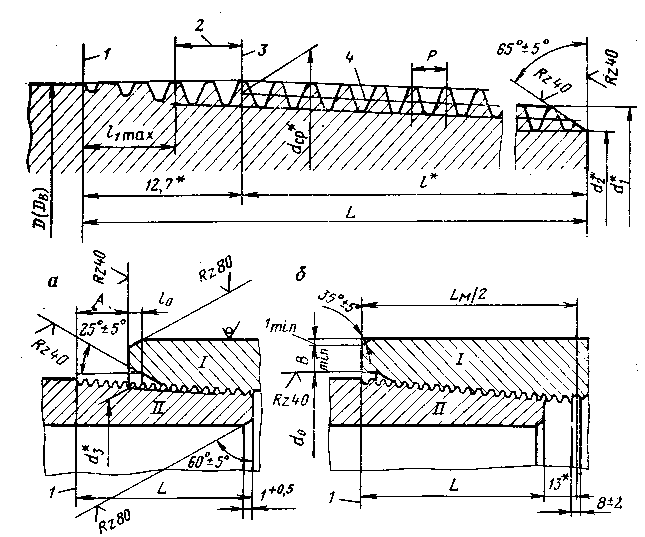
Рис. 27. Резьбовые соединения гладких насосно-компрессорных труб и муфт к ним; труб и муфт типа В:
а — соединение, свинченное вручную; б — соединение, свинченное на станке;
/ — конец сбега резьбы; 2 — нитки со срезанными вершинами; 3 — основная плоскость; 4 —линия среднего диаметра резьбы; / — муфта; // — труба
При свинчивании вручную оцинкованных или фосфатированных муфт с трубами натяг должен быть равен величине А, отклонение ± Р1. Такое же отклонение после свинчивания труб и муфт на станке.

Рис. 28. Профиль резьбы насосно-компрессорных труб и муфт к ним — НКМ (диаметром 60—102 мм) и безмуфтовых НКБ:
/ — ось резьбы трубы НКМ и ниппельного конца трубы НКБ; 2 — линия, параллельная оси резьбы трубы НКМ и ниппельного конца трубы НКБ; 3 — ось резьбы муфты НКМ и раструбного конца трубы НКБ; 4 — линия, параллельная оси резьбы муфты НКМ и раструбного конца трубы НКБ; / — труба НКБ и ниппельный конец трубы НКБ; // — муфта НКМ и раструбный конец трубы НКБ * — размеры для справок
Отклонения конусности на всей длине уплотнительного конического пояска труб и уплотнительной конической расточки муфт допускаются ±0, 03 и ±0, 06 мм соответственно.
Торцы трубы и внутренние упорные уступы муфты должны быть перпендикулярны. Отклонение от перпендикулярности 0, 06 мм. Отклонение от плоскостности на ширине упорных поверхностей 0, 06 мм. Допускаемое отклонение от соосности резьб и уплотни-тельных поверхностей 0, 04 мм.
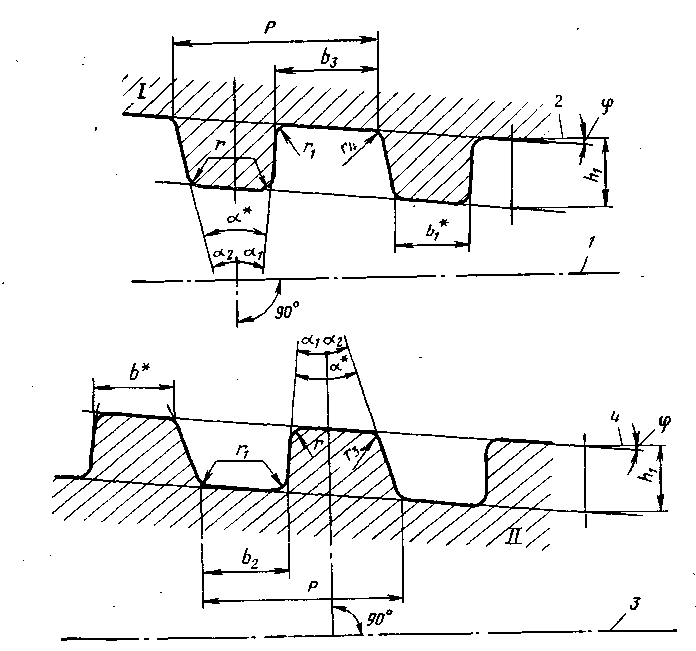
Рис. 29. Профиль резьбы труб НК.М-114:
/-ось резьбы муфты; г-линия, параллельная оси резьбы муфты; 3 - ось резьбы трубы; 4 — линия, параллельная оси резьбы трубы; / — муфта; // — труба * — размеры для справок
Отклонения конусности на всей длине уплотнительной конической расточки раструбного конца трубы и уплотнительного конического пояска ниппельного конца трубы соответственно +0, 06 и ±0, 03 мм.
Упорные поверхности А, Б, В и Г (рис. 31) должны быть перпендикулярны к оси резьбы. Отклонение 0, 06 мм. Отклонения от плоскостности на ширине упорных поверхностей труб 0, 06 мм. Несоосность резьбы и ушютнительных конических поверхностей 0, 04 мм.
Поверхность гладкой части резьбового конуса ниппельного конца трубы, расположенная за сбегом резьбы, должна являться продолжением поверхности, образованной вершинами профиля резьбы. Разностенность в плоскости торцов Б и В допускается не более 1 мм.
На наружной поверхности цилиндрической части высаженных наружу ниппельного и раструбного концов диаметром DB не допускаются черновины протяженностью более 1/4 окружности. Наличие черновик не должно выводить диаметр Ds за его предельные отклонения.

Рис. 30. Резьбовое соединение труб НКМ:
/ — конец сбега резьбы; 2 — нитки со срезанными вершинами; 3 — основная плоскость; 4 —длина резьбы с полным профилем; 5 — сбег резьбы; 6 — расчетная плоскость.
Допускается замена.фаски 35°±5° у торца муфты радиусом скругления, не превышающим ширину фаски. Оси резьб обоих концов муфты должны совпадать. Предельные отклонения от соосности — 0, 75 мм в плоскости торца и 3 мм на длине 1 м. Допускается увеличение предельного отклонения от соосности в плоскости торца до 1 мм при одновременном уменьшении предельного отклонения на длине 1 м до 2 мм.
Поверхности резьбы, уплотнительных конических поверхностей, упорных торцов и уступов труб и муфт и конической выточки труб НКБ должны быть гладкими, без заусенцев, рванин и других дефектов, нарушающих их непрерывность и прочность, а также герметичность соединения.
Шероховатость поверхности резьбы Rz по ГОСТ 2789—73 не должна быть более 20 мкм. По согласованию изготовителя с потребителем для гладких труб и с высаженными наружу концами и муфт к ним исполнения Б допускается шероховатость поверхности резьбы Rz по ГОСТ 2789—73 не более 40 мкм.
Нитки с черновиками по вершинам резьбы не допускаются на расстоянии менее (I—a) мм от торца трубы.
Величина а равна:
а, мм.............. 7, 5 8, 5 10
Шаг резьбы, мм.......... 2, 54 4, 232 3, 175 и 5, 08
Испытанию внутренним гидравлическим давлением должна быть подвергнута каждая труба с навинченной и закрепленной на ней муфтой, а также каждая труба НКБ. Испытание труб НКБ допускается проводить до нарезания резьбы после термической обработки. Продолжительность испытания труб 10 с.
Проверке неразрушающим методом на наличие продольных дефектов должна быть подвергнута каждая труба.
По согласованию изготовителя с потребителем для труб исполнения Б групп прочности Д и К и исполнения А группы прочностиД допускается поставка труб без неразрушающего контроля.
Наружная и внутренняя поверхности труб и муфт осматриваются визуально.
Глубина залегания дефектов должна проверяться надпиловкой или другим способом в одном—трех местах.
Проверка геометрических размеров и параметров труб и муфт должна осуществляться с помощью универсальных измерительных средств или специальных приборов, обеспечивающих необходимую точность измерения, в соответствии с технической документацией, утвержденной в установленном порядке.
Внутренний диаметр трубы и общая изогнутость трубы должны проверяться по всей длине трубы цилиндрической оправкой длиной 1250 мм и наружным диаметром.
Внутренний диаметр в конце высаженной части труб НКБ должен проверяться шаблоном.
Изогнутость на концевых участках трубы определяется как частное от деления стрелы прогиба в миллиметрах на расстояние от места измерения до ближайшего конца трубы в метрах.
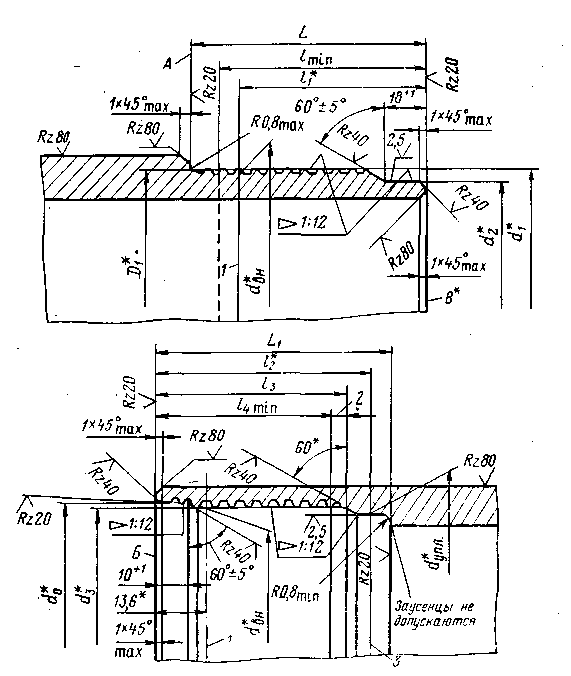
Рис. 31. Резьбовое соединение труб НКБ:
/ — основная плоскость; 2 — сбег резьбы; 3 — расчетная плоскость * — размеры для справок
При измерениях изгнутости труб с высаженными наружу концами длина высаженной части в расчет не принимается.
|
|