Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Замки для бурильных труб с высаженными концами
|
|
Замки для бурильных труб предназначаются для соединения в колонны бурильных труб типов 1—4 по ГОСТ 631—75. Замок состоит из двух деталей — ниппеля и муфты, соединяемых конической замковой резьбой.
Замки для бурильных труб изготовляются ло ГОСТ 5286—75 пяти типов. Замки изготовляются правые — с правой замковой резьбой и резьбой для соединения замка с трубой и левые — с левой замковой резьбой и резьбой для соединения замка с трубой.
Пример условного обозначения замков с нормальным проходным отверстием и наружным диаметром 108 мм с правой — замок ЗН-108 ГОСТ 5286—75 и левой —замок ЗН-108 Л ГОСТ 5286—75 резьбой.
Трубы бурильные с приваренными замками
Трубы бурильные с приваренными замками выпускаются по ТУ 14-3-1293—84 и по ТУ 14-3-1187—83. Условное обозначение труб по ТУ 14-3-1293—84: ПК 114X8, 56; ПК 127X9, 19.
Овальность и разностенность не должны выводить размеры труб за предельные отклонения по наружному диаметру и толщине стенки. На поверхности труб не должно быть плен, раковин, закатов, расслоений, трещин.
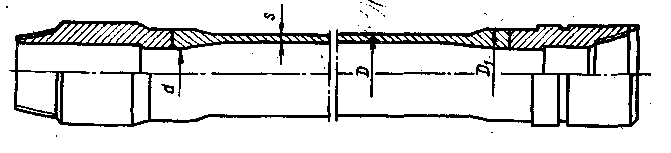
Рис. 47. Труба бурильная с приваренными замками по ТУ-14-3-1293—84
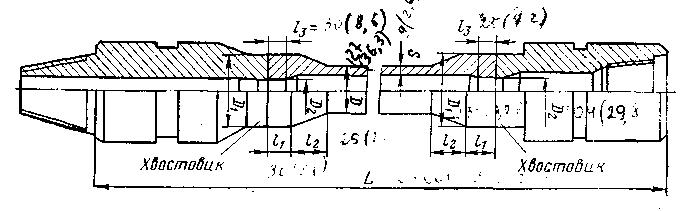
Рис. 48. Труба бурильная с приваренными замками по ТУ-14-3-1187—83
Механические свойства труб должны соответствовать группе прочности Д. Наружная и внутренняя поверхности высаженной части труб и места перехода от высаженной части к гладкой части труб не должны иметь резких уступов и складок, переход от высаженной части к гладкой должен быть плавным по всей длине. На внутренней поверхности высаженной части труб (до приварки замков) на длине 40 мм от торца незаполнение металлом не допускается; на длине более 40 мм допускается одно пологое незаполнение металлом шириной не более 40 мм.
Наружная поверхность высаженных концов труб перед приваркой должна подвергаться обработке с целью удаления облоя; торцы труб должны быть механически обработаны.
Трубы и замки после приварки должны быть соосны; смещение осей трубы и замка в плоскости сварного стыка не должно превышать 1, 2 мм, перекос осей не должен превышать 3, 0 мм на 1 м длины.
Зона сварного соединения после удаления наружного и внутреннего грата необходимо подвергать термообработке. Грат при сварке должен быть полностью удален с наружной и внутренней поверхностей. Шероховатость поверхностей не должна превышать Я280.
Твердость в зонах сварного соединения и термического влияния должна быть не более 341 НВ.
Требования к прямолинейности труб, проверке химического анализа, проверке механических свойств стали, к испытанию на растяжение и сплющивание аналогичны приведенным в ГОСТ 631—75.
Временное сопротивление разрыву сварного соединения и твердость в зонах сварного шва и термического влияния должны быть проверены на одной трубе из партии.
Результатом испытания считается среднеарифметическое значение величин, полученных при испытании трех образцов от каждого конца. Допускается снижение результатов испытаний для одного образца на 10% ниже нормативного требования.
|
|