Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Трубы бурильные геологоразведочные с приваренными замками
|
|
Трубы изготовляются по ТУ 26-02-511—73, которые распространяются на бурильные геологоразведочные трубы с приваренными трением замками (ТБПВТ), и предназначаются для работы в умеренной климатической зоне по ГОСТ 16350—80. Трубы выпускаются двух видов — с армированной и неармированной наружной поверхностью привариваемого замка (рис. 52).
Трубы изготовляются с приваренными замками, имеющими правую или левую резьбу. Трубы с армированными замками производятся только с правой резьбой.
Трубы ТБПВТ изготовляются из стали групп прочности Д и К, длиной L, равной 3, 0; 4, 5 и 6, 0 м.
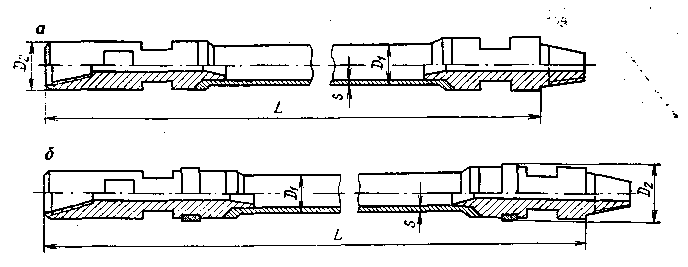
Рис. 52. Труба бурильная геологоразведочная с приваренными замками (ТБПВТ):
а — труба без армированного пояска; б — труба с армированным пояском
Условное обозначение трубы диаметром 60 мм, группы прочности Д: труба ТБПВТ 60Х5-Д ТУ 26-02-518—73, той же трубы с армированным замком: труба ТБПВТ-Ар-60Х5-Д ТУ 26-02-518—73.
Трубная заготовка под приварку замков должна соответствовать требованиям ТУ 14-3-40—71 для труб диаметром 50 мм и ТУ 14-3-123—73 для труб диаметром 60 мм.
Детали сваривают на машине типа МСТ-41-3. В сварном соединении переход от высадки к телу трубы должен быть плавным.
Сварной шов подвергается нормализации нагревом токами высокой частоты. Временное сопротивление сварного шва после термообработки не должно быть ниже временного сопротивления, предусмотренного для тела трубы соответствующей группы прочности (для труб группы прочности Д — 637 МПа, а для труб группы прочности К — 686 МПа). Грат, образующийся при сварке на наружной поверхности трубы, необходимо удалять. После удаления грата на поверхности трубы не должно быть уступов и подрезов. Сварные швы не должны иметь черновин, трещин, раковин, шлаковых включений и других пороков, влияющих на прочность труб в местах сварки. Наружную поверхность сварного шва и зону перехода от тела к высадке после удаления грата подвергают поверхностному упрочнению обкаткой роликом.
Геометрические оси тела трубы и приваренных замков должны совпадать. Параллельное смещение осей должно быть 0, 65, а перекос осей 3, 5 мм на длине 1 м. Допускаемые отклонения по размерам и масса труб должны соответствовать требованиям ТУ 14-3-40-71 и ТУ 14-3-123—73. По длине трубы допускаются отклонения: для труб длиной 3, 0—4, 50 м±100 мм, для труб длиной 6, 0±150 мм.
Предел выносливости сварных соединений и тела труб должен быть не менее 120 МПа.
Механические свойства материала труб определяются путем испытания на растяжение образцов, вырезанных из труб, согласно ГОСТ 1497—84 и ГОСТ 10006—80.
Трубы с приваренными замками должны подвергаться испытанию на растяжение до полного разрушения. Испытанию подвергаются не менее 0, 5% труб от партии — 200—500 труб одного типоразмера. Для проверки прочности сварного шва каждая труба подвергается растяжению в течение 1 мин следующей испытательной нагрузкой (кН):
ТБПВТ 50X5, 5 Д...200
ТБПВТ 50X5, 5 К.... 270
ТБПВТ 60X5 Д -....... 250
ТБПВТ 60X5 К................. 330
ТБПВТ Ар-50Х5, 5 Д................ 200
ТБПВТ Ар-50Х5, 5 К............ 270
ТБПВТ Ар-60Х5 Д............. 250
ТБПВТ Ар-60Х5 К.................. 330
После испытания в сварном шве не должно быть трещин, расслоений и других повреждений.
На лыске раструба замка наносятся: товарный знак завода-изготовителя, шифр трубы, длина трубы, дата выпуска. Трубы упаковываются в пакеты, масса которых не должна превышать 1, 5 т.
Резьбы ниппелей и раструбов должны быть предохранены от механических повреждений соответственно колпачками и пробками. Трубы хранят по условию жесткой группы (ГОСТ 15150—69).
Эксплуатация труб должна проводиться в соответствии с требованиями Инструкции по эксплуатации геологоразведочных бурильных колонн Мингеологии СССР. Рекламация за некачественное изготовление труб может быть предъявлена в течение 18 мес со дня отгрузки труб с завода, но не более 10 дней со дня аварии.Трубы изготовляются на заводе им. Сардарова (Баку).
|
|