Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Трубы бурильные геологоразведочные и муфты к ним
|
|
Трубы выпускаются по ГОСТ 7909—56 и применяются в основном в геологоразведочном колонковом бурении.

Рис. 49. Труба с внутренней высадкой
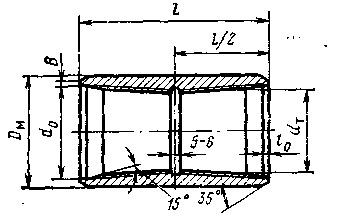
Рис. 50. Муфта к трубам
Трубы изготовляются с высаженными внутрь концами. Внутренняя поверхность высаженной части труб и переходная часть не должны иметь резких уступов. Овальность труб не должна выводить наружный диаметр за пределы допускаемых отклонений.
Разностенность труб по всей длине не должна приводить к увеличению толщины стенки сверх допускаемых отклонений.
Кривизна труб не должна превышать 1 мм на 1 м; прямолинейность труб проверяется линейкой на любом участке трубы длиной не менее 1 м. Трубы изготовляют из сталей марок 36Г2С, 40Г, ЗОХГС и из стали группы прочности Д.
Примеры условных обозначений труб и муфт к ним:
труба нормализованная из стали марки 36Г2С с наружным диаметром 50 мм —труба 50-36Г2С ГОСТ 7909—56;
труба закаленная из той же стали — труба 50К.-36Г2С ГОСТ 7909—56.
Трубы из стали группы прочности Д поставляют нормализованными; трубы, изготовленные из стали марки 36Г2С, — нормализованными или закаленными с высоким отпуском, а трубы из стали марок 40Х и ЗОХГС — закаленными с высоким отпуском.
Муфты изготовляют из стали марки 36Г2С и из стали группы прочности Д.
Нормы механических свойств закаленных труб устанавливаются по соглашению сторон.
На концах труб нарезается резьба. Профиль и размеры резьбы (правой и левой) труб и муфт должны соответствовать рис. 42.
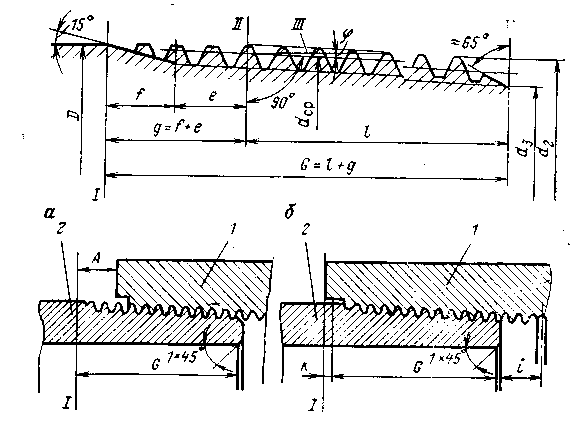
Рис. 51. Размеры резьбовых соединений:
а — соединение, свинченное вручную; 6 — соединение, свинченное на станке; / — муфта; 2 —труба; / — конец сбега резьбы; // — основная плоскость; /// — линия, параллельная оси резьбы
Резьба муфт должна быть оцинкована, чистота поверхности резьбы должна быть не менее 5-го класса. Отклонение соосности резьб обоих концов муфт не должно превышать 0, 5 мм в плоскости любого торца и 1, 5 мм на длине 1 м.
Трубы поставляют с навинченными на один конец муфтами. Трубы из стали группы прочности Д комплектуют муфтами из стали той же группы прочности. Трубы из сталей марок 36Г2С, 40Х и ЗОХГС комплектуют муфтами из стали марки 36Г2С.
На каждой трубе на расстоянии не более 90 мм от одного из концов должны быть поставлены четкие клейма завода-изготовителя и указан размер наружного диаметра. Каждая партия труб 31 муфт должна сопровождаться сертификатом.
Временное сопротивление, МПа............. 882
Предел текучести, МПа................. 686
.Относительное удлинение, %........... 15
Относительное сужение, < у0.............. 50
Ударная вязкость при 20°С, кДж/м2............ 1170
Твердость HRC (НВ).................. 26(262)
Наружная поверхность ниппелей и муфт подвергается индукционной термообработке на глубину 1, 5—2, 5 мм до твердости HRC48. Участки вблизи торцов замковой резьбы не термообрабатываются.
Замковые резьбы 3-50 ниппелей и муфт должны быть подвергнуты индукционной термообработке на глубину 3, 3—5 мм от вершины резьбы до твердости HRC 48—56 на длине 47 мм.
Проточки и впадины замковой резьбы ниппелей обкатываются для сглаживания микронеровностей. После обкатки шероховатость Ra=l, 25 мкм.
Отклонение от соосности резьб каждой детали не должно превышать 0, 1 мм на 100 мм длины. Расстояние между упорным торцом муфты и упорным уступом ниппеля замка, свинченного вручную, должно быть не более 0, 5 мм.
На замках не должно быть трещин, волосовин, плен, раковин и расслоений. Вырубка, заварка и заделка дефектных мест не допускаются.
Ниппеля и раструбы должны быть оцинкованы или фосфатированы (толщина цинкового покрытия 15—24 мкм).
Замки должны иметь следующие показатели надежности: средний ресурс, характеризующий количество циклов механизированного свинчивания-развинчивания, Тср не менее 800 циклов; вероятность безотказной работы —0, 98 (по отказам в скважине). Приемосдаточным испытаниям подвергают 0, 5% замков от партии, но не менее 5. Проверку показателей надежности проводят не менее чем на 50 замках.
Замковая резьба ниппеля должна проверяться калибр-кольцом, а резьба каждой муфты — калибр-пробкой по ГОСТ 8392— 75. На лысках ниппеля и муфты наносится: товарный знак предприятия-изготовителя; условное обозначение замка; год и месяц выпуска; обозначение стандарта.
|
|