Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Шероховатость обработанной поверхности.
|
|
Проблема улучшения качества выпускаемой продукции наряду с непрерывным повышением производительности труда является важнейшей в машиностроении.
При оценке качества готовой детали учитывают следующие основные показатели: точность размера, точность геометрической формы и шероховатость поверхности.
Шероховатость обработанной поверхности зависит от следующих факторов: правильного выбора геометрических параметров (углов заточки) инструмента и прежде всего переднего угла, углов в плане, правильного выбора подачи, скорости резания, а также применения соответствующих смазывающе-охлаждающих жидкостей.
Для получения высокого класса шероховатости поверхности необходимо также, чтобы передняя и задние поверхности инструмента были тщательно доведены (обработка алмазными или абразивными мелкозернистыми кругами из зеленого карбида кремния).
Шероховатость обработки характеризуется величинами микронеровностей и волнистостью. Если величина подачи за оборот фрезы меньше, чем длина зачистной кромки, то окончательно поверхность будет оформляться самой выступающей в осевом направлении пластиной.

Рис. 24 Шероховатость поверхности, полученная от твердосплавной пластины с радиусом при вершине и с зачистной кромкой.
Наилучшее качество обработанной поверхности можно получить, применяя зачистные пластины Wiper.
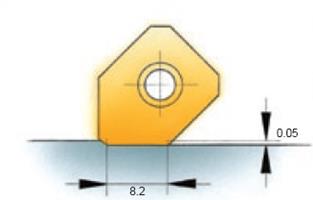
Обычно зачистная пластина выступает в осевом направлении относительно режущих пластин на фрезе на 0, 05 мм. Режущая кромка зачистной пластины выполнена с большим радиусом, чтобы обеспечить качество поверхности даже при наклоне шпинделя станка.
Чистота поверхности при обработке концевыми фрезами зависит от биения фрезы и качества ее закрепления. В худшем случае, только один зуб фрезы формирует поверхность.

Для некоторых материалов встречное фрезерование обеспечивает лучшую шероховатость поверхности, чем попутное. Применение СОЖ также помогает получить более качественную поверхность, особенно при обработке вязких материалов.
При чистовом фрезеровании, глубина резания должна быть небольшой, так как при этом обеспечивается минимальный отжим инструмента.
|
|