Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Сверление отверстий.
|
|
.Составные части и рабочие поверхности спирального сверла практически не отличаются от рабочих поверхностей резца.
Рис. 26 Геометрические части сверла.
1 – передняя поверхность, 2 – главная задняя поверхность, 3 – вспомогательная задняя поверхность, 4 – главная режущая кромка, 5 – вспомогательная режущая кромка, 6 – вершина режущего лезвия.
Рис. 333. Составные части и рабочие поверхности спирального сверла.
Геометрические параметры спиральных сверл. В то же время спиральные сверла имеют сложную геометрию режущей части, что объясняется наличием большого числа кромок и сложных по конфигурации передних и задних поверхностей.

Рис. 27. Спиральное сверло на виде с торца.
Геометрические параметры спирального сверла рассмотрены ниже.
Угол при вершине 2φ, который играет роль главного угла в плане. У стандартных сверл 2φ = 116... 120°. При этом главные режущие кромки строго прямолинейны и совпадают с линейчатой образующей винтовой передней поверхности. При заточке сверл угол заточки (2φ зат ≠ 2φ) может быть изменен в пределах от 70° до 135°. При этом режущие кромки становятся криволинейными, меняются соотношение ширины и толщины срезаемой стружки и величины передних углов на главных режущих кромках. Соответственно меняются степень деформации срезаемого припуска, силы и температура резания и условия отвода стружки.
На основании производственного опыта оптимальное значение угла 2φ рекомендуется брать в зависимости от обрабатываемого материала, например, при обработке конструкционных сталей 2φ = 116... 120°, коррозионно-стойких и высокопрочных сталей 2φ = 125... 150°, чугуна, бронзы 2φ = 90... 100°, чугуна высокой твердости 2φ = 120... 125°, цветных металлов (алюминиевые сплавы, латунь, медь) 2φ = 125... 140°.
Задний угол α на главных режущих кромках создается путем заточки перьев сверл по задним поверхностям, которые могут быть оформлены как части плоской, конической или винтовой поверхностей.

Рис. 28. Угол в плане спирального сверла.
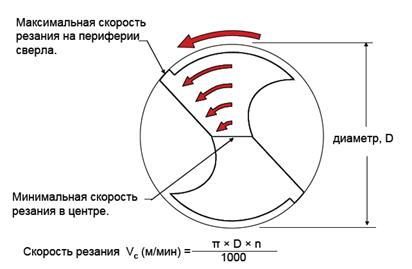
Рис. 29. Скорость резания в центре сверла и на периферии.
Основные конструктивные элементы и геометрические параметры спиральных сверл, а так же параметры, характеризующие процесс сверления описаны в разделе «Виды работ, выполняемые на горизонтально-расточных станках». Мы же рассмотрим практические советы и рекомендации по сверлению при использовании современных цельных твердосплавных сверл и сверл с механическим креплением сменных неперетачиваемых пластин.

Рис.30. Прилипание стружки к сверлу.


Рис.31. Выкрашивание центральной (слева) и периферийной пластины (справа).

Рис.32. Износ по задней поверхности периферийной пластины.
Преждевременный износ пластины, сокращающий стойкость инструмента, может возникнуть из-за некорректных режимов резания, неправильно выбранной марки сплава или, даже, типа самого сверла.
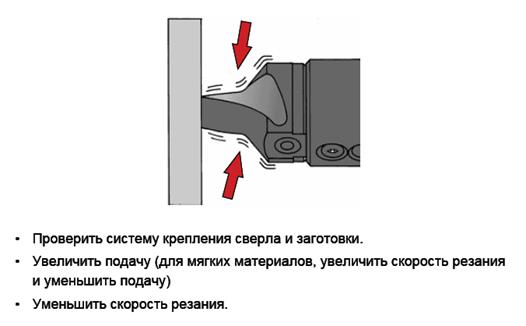
Рис. 33. Вибрации во время сверления.
Нестабильность условий обработки и использование СОЖ в недостаточном количестве может также привести к уменьшению стойкости. В случае выкрашивания режущей кромки необходимо проверить точность центрирования сверла. Отклонение от соосности сверла и заготовки должно быть в пределах +/-0.05 мм.
При недостаточной жесткости системы СПИД, во избежание выкрашивания режущей кромки необходимо выбирать более прочный сплав. В случае нежесткого закрепления пластины, также может возникнуть угроза выкрашивания режущей кромки. Гнездо под пластину и крепежные винты должны поддерживаться в хорошем состоянии. Другим важным фактором, обеспечивающим стабильную работу сверла, является надежность его закрепления в станке, т.е. важно какой патрон используется для этого.

Рис. 34. Неадекватное качество отверстия
Если отверстие получается большего или меньшего требуемого размера, причиной может быть смещение оси сверла относительно центра. Другой причиной может быть биение шпинделя, завышенное значение подачи или недостаточная жесткость наладки. Если отверстие несимметрично, причиной может быть потеря стабильности процесса обработки из-за недостаточной жесткости наладки или станка. Также возможно выбранные режимы резания не соответствуют обрабатываемому материалу.
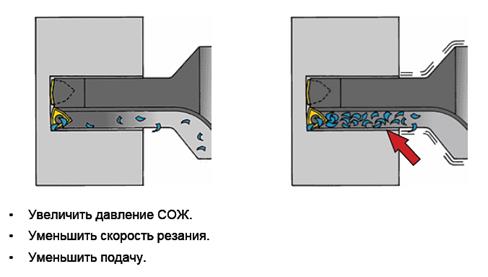
Рис. 35. Вибрации инструмента из за плохого удаления стружки.
Несоответствующее качество поверхности обычно является результатом вибраций возникающих вследствие низкой жесткости наладки. Длина сверла может быть слишком большой, нежесткое закрепление сверла, режимы резания не соответствуют области применения или плохое качество поверхности входа сверла в резание. Может быть недостаточным подвод СОЖ или нарушены условия для эвакуации стружки.


Рис. 36. Зависимость между длиной сверла и величиной его изгиба.
Ограничение износа инструмента при сверлении ведет к надежности обработки. Чрезмерный износ режущей кромки или наростообразование на ней искажают первоначальную геометрию, уменьшая возможное число отверстий просверленных таким сверлом.
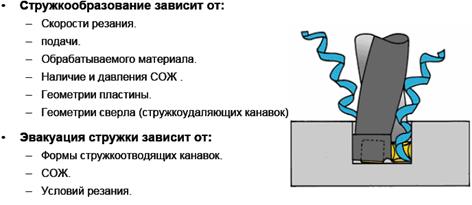
Рис. 37 Стружкообразование при сверлении.
Типичные проблемы, возникающие при сверлении отверстий.
| Проблемы | Основные рекомендации по устранению | ||||||||
| Поломка передней части сверла | Заново выставить сверло | Увеличить подачу охлаждающей жидкости, очистить фильтр, прочистить отверстия в сверле. | Выбрать более прочную марку сплава | Уменьшить подачу | Повысить жесткость. Перезакрепить заготовку, уменьшить вылет сверла | Проверить регулировку патрона | Проверить выбор скорости резания и подачи | Проверить выбор марки сплава | Увеличить скорость резания |
| Износ по ленточке сверла | 
|
|
|
| |||||
| Обработанное отверстие больше или меньше нужного диаметра |
|
|
|
| |||||
| Стружка спрессовывается в канавках |
|
|
|
|
| ||||
| Вибрации |
|
|
|
|
| ||||
| Мелкие выкрашивания режущей кромки |
|
|
| ||||||
| Смещение оси отверстия |
|
|
|
|
| ||||
| Низкая стойкость инструмента |
|
|
|
|
|