Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Специфика конструирования установочных сборочных приспособлений
|
|
Исходными данными при конструировании являются:
1. Чертёж изделия и технические условия на его приёмку.
2. Технологический процесс сборки изделия, устанавливающий последовательность и содержание сборочных операций с указанием принятого базирования и применяемых оборудования и инструмента.
3. Заданная производительность сборки и режимы работы на сборочных операциях.
Конструирование приспособления начинают с разработки схем базирования объединяемых деталей изделия. При этом выделяют основную базовую деталь. Затем определяют взаимное расположение установочных элементов, реализующих принятые схемы базирования деталей. Зная силы, возникающие в процессе сборки, устанавливают место приложения и величину сил закрепления деталей. Исходя из этого и с учётом серийности производства выбирают конструкцию и размер зажимного устройства. Далее выявляют элементы для направления собираемых деталей, устанавливают необходимые вспомогательные устройства и после этого оформляют конструкцию корпуса приспособления. При конструировании используют имеющиеся нормы и стандарты.
При конструировании установочных сборочных приспособлений особое внимание необходимо уделить базированию сопрягаемых деталей. В зависимости от требуемой точности их взаимного положения в готовом изделии назначают допуски на размеры установочных и направляющих элементов сборочного приспособления. Назначение допусков производится на основе решения размерных цепей, в которых выдерживаемые при сборке размеры являются замыкающими звеньями.
Рассмотрим как это делается на примере сборки узла, конструктивная схема которого представлена на рис.6.1, а. При сборке узла необходимо зафиксировать на валу хомут и выдерживать при этом определённую величину зазора  .
.
При расчёте размерной цепи по методу полной взаимозаменяемости:
 , (1)
, (1)
где  – допуск на размер
– допуск на размер  приспособления;
приспособления;  – сумма допусков на размеры А1, А2…Ап деталей.
– сумма допусков на размеры А1, А2…Ап деталей.
Эта формула справедлива для случая, когда сборка осуществляется с использованием нескольких приспособлений (дублёров) или приспособлений – спутников на а/л. Если сборку выполняют в одном приспособлении, то величину учитывать не следует, а при большой программе выпуска изделий величина определяет допуск на износ установочных элементов приспособления.
Из формулы (1), зная  и
и  , можно найти допуск на размер приспособления:
, можно найти допуск на размер приспособления:
 .
.
Аналогично можно определить допуск на размер приспособления при расчёте размерной цепи по методу неполной взаимозаменяемости. Он естественно будет более широким.
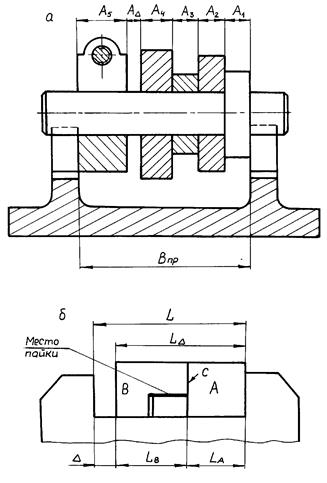
Рис. 6.1. Схемы размерных цепей сборочных приспособлений
При сборке неразъёмных соединений методом пайки, сварки и склеивания необходимо учитывать зазоры между установочными элементами приспособления и базовыми поверхностями собираемого изделия. На рис.6.1, б показана схема приспособления для пайки в печи деталей А и В. место пайки показано жирной линией. Пайку производят с общим нагревом приспособления и изделия. Для учёта различного теплового расширения приспособления и деталей изделия нужно предусмотреть зазор  при установке этих деталей в приспособление. В противном случае возможно заклинивание или искажение взаимного положения сопрягаемых деталей. Для простейших форм деталей и приспособления величину первоначального минимального зазора можно определить, зная температуру нагрева t, размеры деталей LA, LB и приспособления L, а также коэффициенты теплового расширения последних
при установке этих деталей в приспособление. В противном случае возможно заклинивание или искажение взаимного положения сопрягаемых деталей. Для простейших форм деталей и приспособления величину первоначального минимального зазора можно определить, зная температуру нагрева t, размеры деталей LA, LB и приспособления L, а также коэффициенты теплового расширения последних  ,
,  и
и  , т.е.
, т.е.
 .
.
Если  , то первоначальный зазор с повышением температуры будет возрастать. Величину в этом случае следует назначать такой, чтобы можно было легко осуществить закладку в приспособление деталей, выполненных с наибольшими предельными размерами.
, то первоначальный зазор с повышением температуры будет возрастать. Величину в этом случае следует назначать такой, чтобы можно было легко осуществить закладку в приспособление деталей, выполненных с наибольшими предельными размерами.
При сложных формах деталей величина устанавливается экспериментально.
Допуск TL на размер L приспособления можно назначить достаточно широким, если соединяемые детали прижаты друг к другу по стыку С. В этом случае точность выдерживаемого размера  от допуска TL не зависит. При отсутствии гарантированного прижатия деталей по стыку С допуск на размер , выполняемый при сборке, при расчёте размерной цепи по методу полной взаимозаменяемости равен:
от допуска TL не зависит. При отсутствии гарантированного прижатия деталей по стыку С допуск на размер , выполняемый при сборке, при расчёте размерной цепи по методу полной взаимозаменяемости равен:
 .
.
Откуда допуск на размер L приспособления:
 .
.
Аналогично можно определить допуск TL при расчёте размерной цепи по методу неполной взаимозаменяемости.
Сборочное приспособление для пайки, сварки и склеивания должно обеспечить заданную точность при длительной эксплуатации и многократном нагреве (при пайке твёрдыми припоями температура нагрева может достигать 700…12000 С).
При необходимости удаления не полностью охлаждённого изделия из приспособления, последнее предпочтительно иметь разборным.
В разборных конструкциях приспособлений более удобны клиновые соединения перед резьбовыми. То же самое можно отнести и к закреплению объединяемых деталей в сборочном приспособлении. Само приспособление должно быть лёгким для уменьшения времени нагрева.
Выбор материала для основных деталей приспособления определяет его долговечность и точность сборки. Коэффициент теплового расширения материала деталей изделия должен быть меньше, чем коэффициент расширения материала приспособления. В этом случае можно допустить меньшие тепловые зазоры и обеспечить более высокую точность сборки (0, 025…0, 05 мм).
Приспособление для пайки погружением рекомендуется изготавливать из жаропрочных никелевых или коррозионно–стойких сталей, т.к. углеродистая сталь загрязняет ванну. В приспособлении не должно быть углублений, препятствующих стеканию припоя.
Если пайку производят с индукционным нагревом деталей, то близко расположенные к индуктору детали приспособления рекомендуется выполнять из неметаллических материалов (микалекса, керамики), обладающих химической стойкостью к флюсу и высокими изоляционными свойствами. Если применяют металлические детали, то их нельзя выполнять в виде кольца или замкнутой петли, т.к. в них индуцируются ТВЧ. Их делают пустотелыми и охлаждают водой.
Приспособления для склеивания периодически подвергают очистке от накапливающихся следов клея. Поскольку большинство клеев не удаляется растворителями, нужно предусматривать быстрый съём (или разборку) приспособления для его нагрева до температуры при которой клей разрушается (около 3000 С). После этого производят очистку деталей приспособления металлическими щётками.
|
|