Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом

Выполнять смещение)
|
|
JF R[1]=3 JMP_LBL [2] Если R[ 1 ]=3, перейти на метку 2
 JMP_LBL [1] Если R[ 1 ] не равно 3, перейти на метку 1
JMP_LBL [1] Если R[ 1 ] не равно 3, перейти на метку 1
|
R[1]=0 Инициализировать счетчик X
PR[1, 1]=PR[1, 1] – 300 Ось X регистра PR[1], отсчет назад
(3x 100=300)
PR[1, 2]=PR[1, 2] + 100 Ось Y целевого PR переместится на 100 мм в направлении +Y
R[2]=R[2] + 1 Счетчик Y (сколько раз следует выполнять смещение)
IF R[2]=2 JMP_LBL[3] Если R[2]=2, перейти на метку 3
JMP_LBL[1] Если R[2] не равно 2, перейти на метку 1
LBL[3]
Перемещение осей X/Y/Z
!!!!!! Задать UTOOL и UFRAME!!!!
1: R[3]=0 Инициализация регистра R[3]
1: R[2]=0 Инициализация регистра R[2]
2: R[1]=0 Инициализация регистра R[1]
3: PR[1]=PR[2] Сначала в PR[1] заносится значение целевой позиции с помощью PR[2].
4: LBL [1]
5: CALL HOLEN
6: J PR[ 1] 100% FINE OFFSET PR [10 ] Переместиться в промежуточное положение со значением offset PR 10
7: J PR[ 1] 100% FINE Переместиться в целевую позицию без смещения
8.CALL GREIFER AUF
9: J PR[ 1] 100% FINE OFFSET PR [10 ] Переместиться в промежуточное положение со значением offset PR 10
10: PR[1, 1]=PR[1, 1]+100 Ось X целевого PR переместится на 100 мм в направлении +X
11: R[1]=R[1]+1 Счетчик X (сколько раз следует выполнять смещение)
12: IF R[1]=3 JMP_LBL [2] Если R [1]=3, перейти на метку 2
13: JMP_LBL [1] Если R [1] не равно 3, перейти на метку 1
14: LBL [2]
15: R[1]=0 Инициализировать счетчик X
16: PR[1, 1]=PR[1, 1] – 300 Ось X регистра PR [1], отсчет в обратном направлении (3x 100=300)
17: PR[1, 2]=PR[1, 2] + 100 Ось Y целевого PR переместится на 100 мм в направлении +Y
18: R[2]=R[2] + 1 Счетчик Y (сколько раз следует выполнять смещение)
19: IF R[2]=2 JMP_LBL[3] Если R [2]=2, перейти на метку 3
20: JMP_LBL[1] Если R[2] не равно 2, перейти на метку 1
21: LBL[3]
22: R[2]=0 Инициализировать счетчик Y
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
23: PR[1, 2]=PR[1, 2] - 300 Ось Y Регистра PR[1] обратный отсчет (3x100)
24: PR[1, 3]=PR[1, 3] + 30 Ось Z целевого PR переместится на 30 мм в направлении +Z (Другой слой)
25: R[3]=R[3]+1 Счетчик Z (сколько раз следует выполнять смещение)
26: JF R[3]=2 JMP_LBL [4] Если R[3]=2, перейти на метку 4
27: JMP_LBL [1] Если R[1] не равно 3, перейти на метку 1
28: LBL[4]
[END]
Вставка RO[ ] 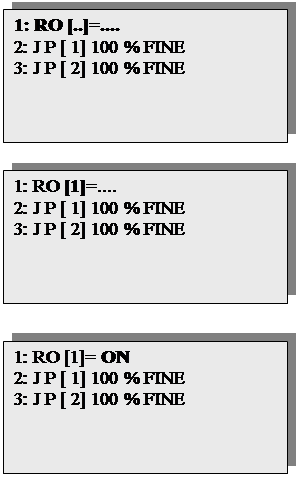
Входы/выходы робота могут управляться пользователем. Эти сигналы находятся в распоряжении пользователя на разъеме EE (Ось 3).
|
|