Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
ТП и его структура.
|
|
Билет № 1
Т.П. ГОСТ 3.1109 — 82назыв. часть производ. процесса, содержащая целенаправленные действия по изм. и определению состояния предмета труда. В результате этих действий последовательно измен. и контролируются размеры, форма, шероховатость поверхности, внешний вид и внутренние свойства изделий. Различают ТП: мех.обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д. ТП состоит из тех. операций. Тех.операцией назыв. часть ТП, выполняемая на одном рабочем месте. Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств. В тех. документации наименов. операции мех.обработки записывается им. прилагательным от станочной группы. Нумеруются операции цифрами кратными 5. (005, 010) Это необходимо для резервирования позиций при внесении изменений в ТП. Последовательность тех. операций, записанных в порядке выполнения назыв. тех.маршрутом. Тех операция состоит из сл. эл: Установ - часть тех.операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сб.единицы. Тех. переход – законч. часть тех.операции, выполняемая одними и теми же средствами тех.оснащения при постоянных тех. режимах и положении заготовки. Вспомогат.переход – законч. часть тех. операции, не сопровождаются обработкой, но необходимы для выполнения тех.перехода. Примерами явл.закрепление заготовки на станке, смена инструмента и т.д. Структурными эл. ТП явл: Рабочий ход – законч. часть тех.перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки. Вспомогат.ход – законч. часть тех.перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода. Позиция - фиксированное положение, занимаемое закрепленной заготовкой совместно с приспособлением относительно инструмента при выполнении определенной части операции. Изменение позиции производится поворотом заготовки или инструмента, относительно друг друга. В тех. документации позиции обозначаются римскими цифрами. Прием – законч. совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением.
При маршрутн. описании запись будет выглядеть так:
005 Сверлильная
Сверлить, зенкеровать, расточить отверстие выдерживая размеры d=18, d=19, 8, d=20H8.
При операционном описании запись будет выглядеть:
005 Сверлильная
I. Установить и снять
II. Сверлить отверстие, выдерживая размер d=18
III. Зенкеровать отверстие, выдерживая размер d=19, 8
IV.Развернуть отверстие, выдерживая размер d=20H8.
1.2. Состав ограничений, формирующих область возможных значений при оптимизации режимов резания, например при токарной обработке. Метод определения оптимальных режимов резания в САПР ТП. Оптимизация режимов резания (параметрическая оптимизация).
Состав ограничений:
1) по мощности n≥ nmax станка. 2) n≤ nmax.
3) по подаче S≥ Smin станка. 4) S≤ Smin станка.
5) по стойкости режущего инструмента ц5(n, s)≤ a5.
6) по шероховатости: S≤ Sтабл. 7) по мощности станка:
8) по прочности механизма подачи:
9) по прочности державки: 10) по жесткости резца:
Обе части уравнения логарифмируются:
ln n=х1 │ ln ai=ci
ln s=x2 │
Например: I.
1) Х1≥ С1;
2) Х1≤ С2;
3) Х2≥ С3;
4)Х2≤ С4;
5) Х1+Уv*Х2≤ С5;
6) Х2≤ С6;
7) (Zpz+1)*X1+Ypz*X2≤ C7;
8) Zpz*X1+Ypz*X2≤ C8;
9) Zpz*X1+Ypz*X2≤ C9;
10) Zpz*X1+Ypz*X2≤ C10.
т.О – точка оптимального режима обработки. Заштрихованная фигура указывает область допуст. значений.
II. to→ min. to=Lрасч/(So*n), So*n=S (мм/мин). Sмин→ max. S*n→ max – функция цели. (ln S+ln n)→ max. (x1+x2)→ max.
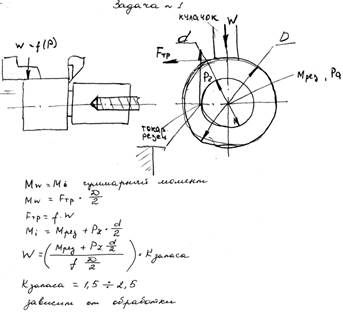
Задача
|
|