Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом

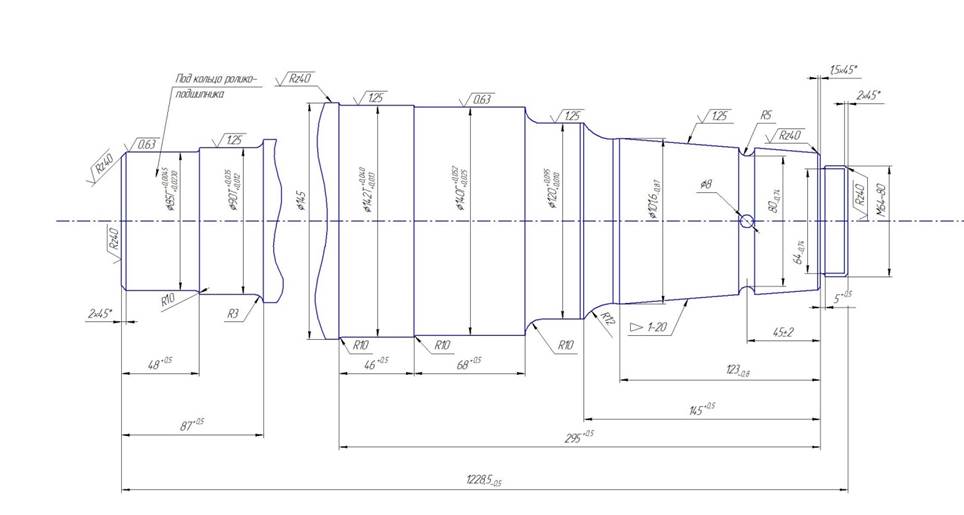
Технологический процесс изготовления вала якоря
|
|
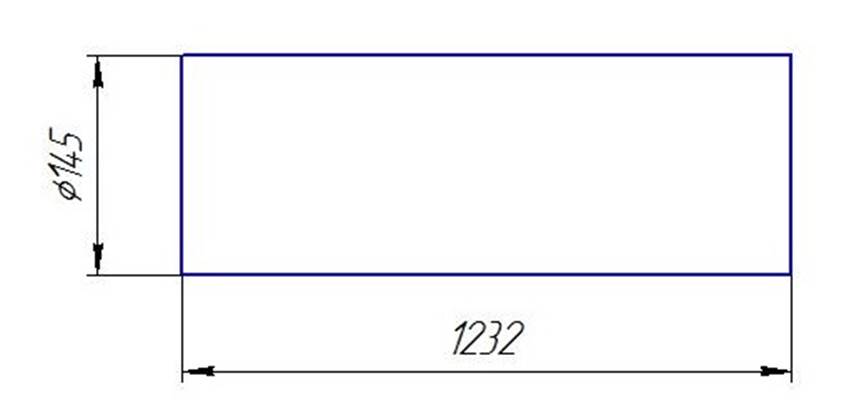
В качестве заготовки возьмем пруток горячекатаный калиброванный длиной 1232 мм и диаметром  . Материал заготовки: Сталь 40 ГОСТ 1050-88. При выборе методов обработки и их последовательности учитываем, что необходимо ввести термическую обработку – закалку и улучшение.
. Материал заготовки: Сталь 40 ГОСТ 1050-88. При выборе методов обработки и их последовательности учитываем, что необходимо ввести термическую обработку – закалку и улучшение.
Таблица 3.1 – Маршрут обработки вала якоря
| № | Название и содержание операции по переходам | Эскиз операции с указанием баз | Оборудование | Приспособление |
| Заготовительная | Приложение А | Отрезной станок СТ-305 | ||
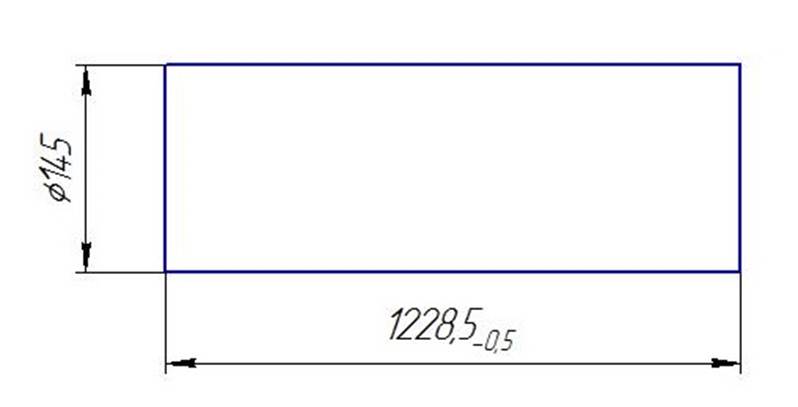
| Расточная Фрезеровать торец | Приложение Б | Горизонтально-расточной станок 262Г | Призмы; Торцевая фреза | |
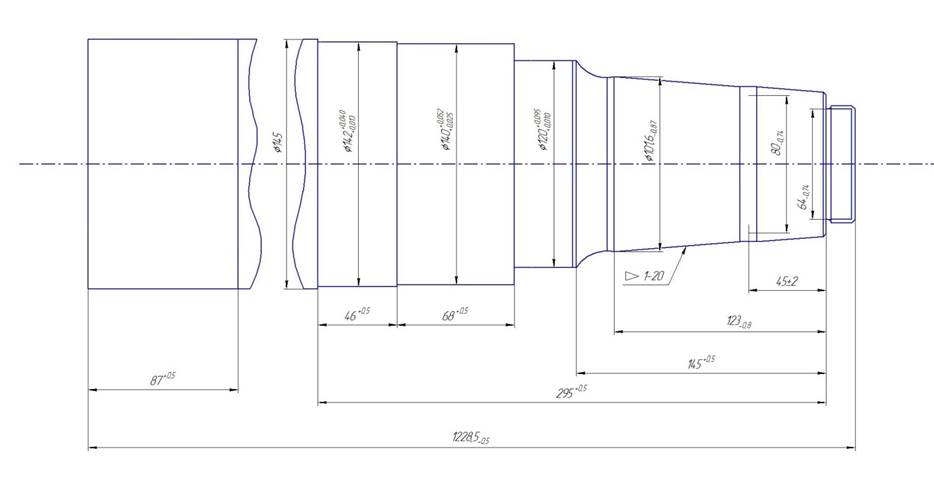
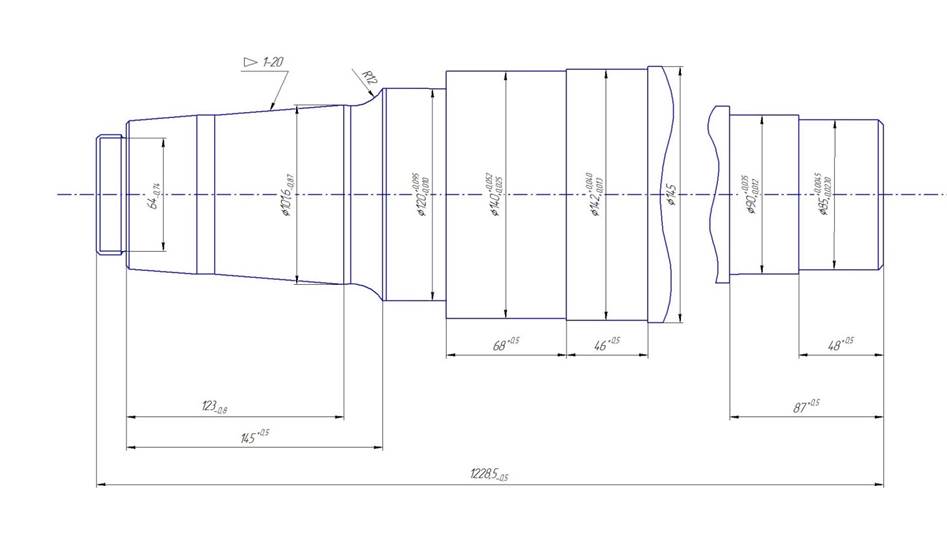
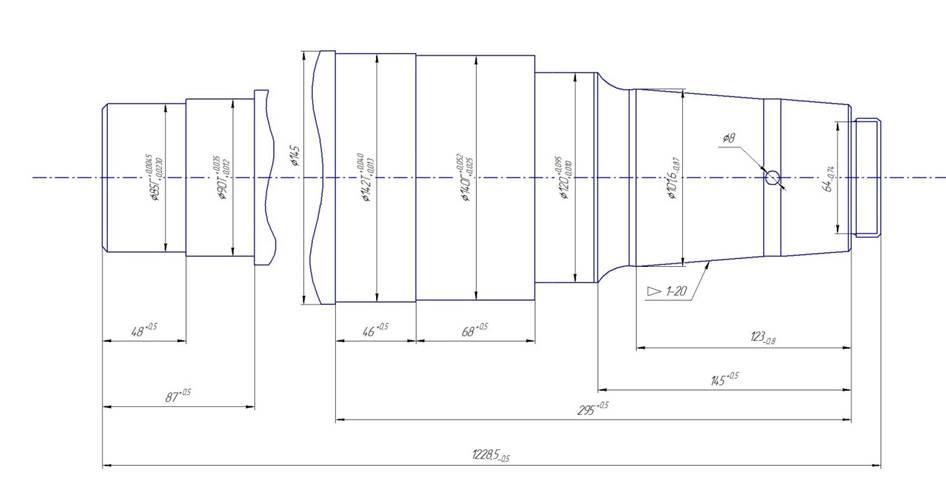
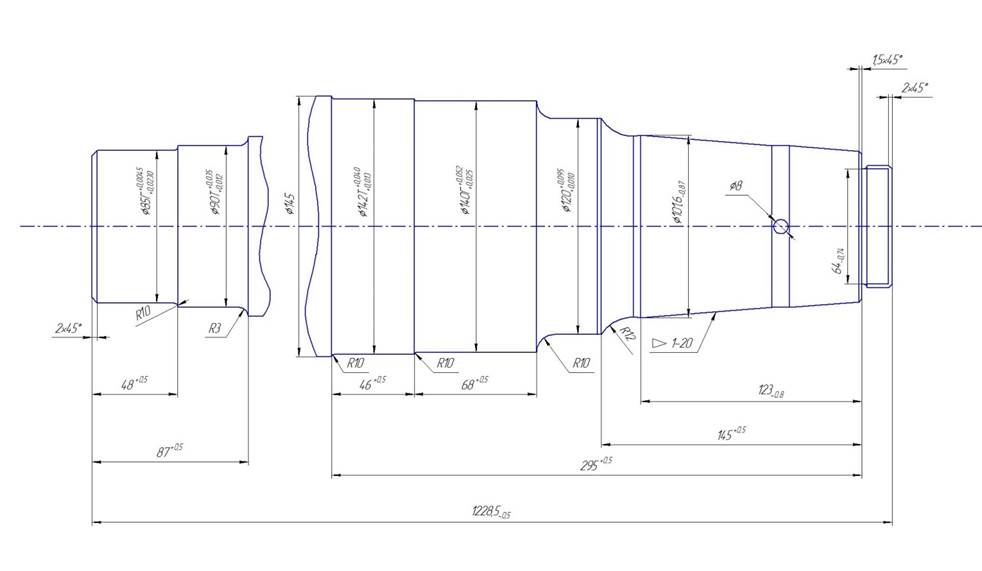
| Токарная Закрепить в центрах Установ 1. Точить деталь по контуру на длину 295, 5 мм (с припуском 0, 5 мм на длину и 0, 8 мм на диаметр) Установ 2. Точить деталь по контуру на длину 87, 5 мм (с припуском 0, 5 мм на длину и 0, 8 мм на диаметр). | Приложение В Приложение Г Приложение Д | Токарный станок 16К20 | Центра, патрон поводковый; Проходной резец |
Окончание таблицы 3.1
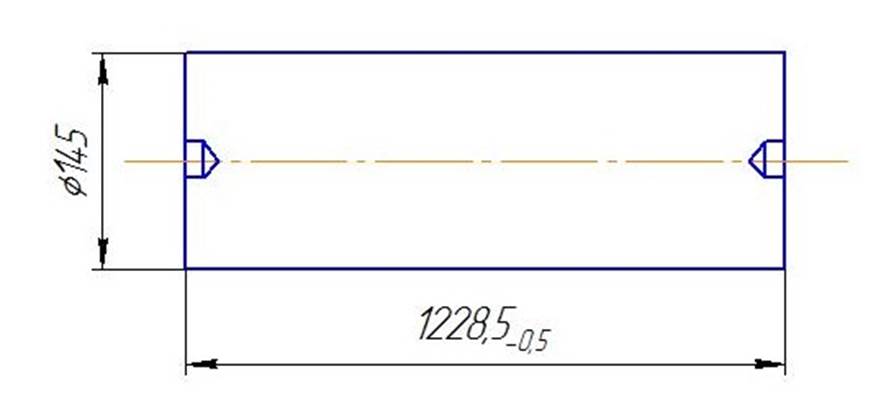
Сверлильная
Сверлить отверстие сверлом диаметром  8 мм 8 мм
| Приложение Е | Вертикально-сверлильный станок 2Н125 | Поворотный стол;
Сверло 
| |
| Термообработка Закалка и улучшение | Печь шахтная | |||
Токарная
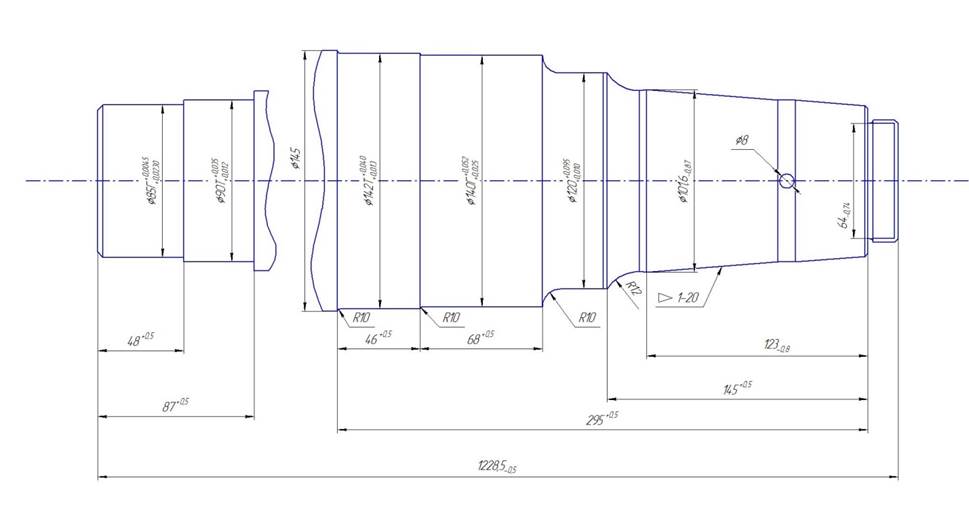
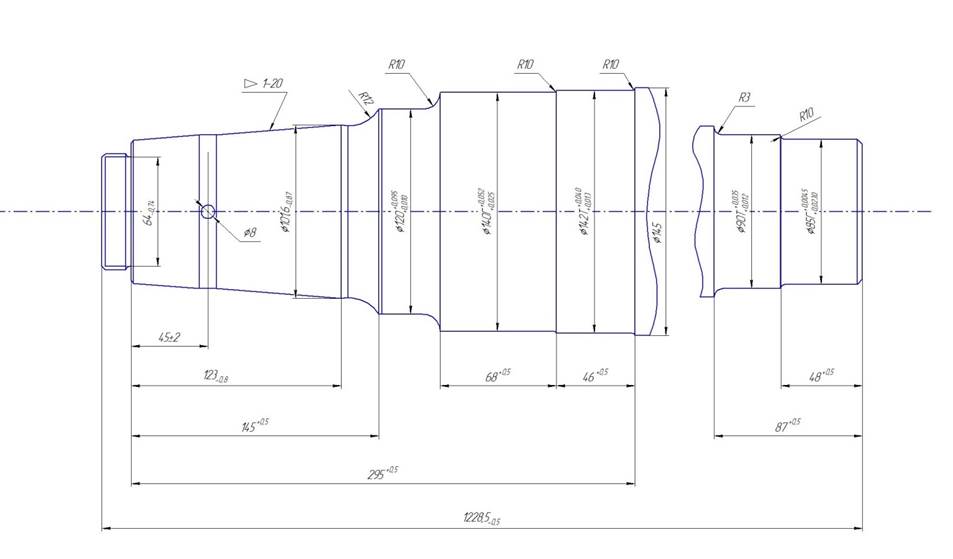
Установ 1. Точить деталь по контуру на длину 295, 5 мм;
Установ 2. Точить деталь по контуру на длину 87, 5 мм.
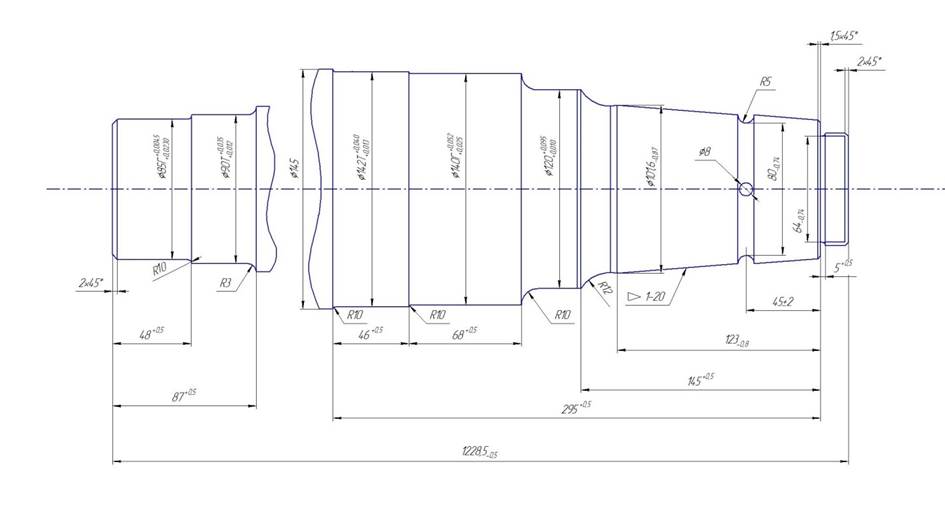
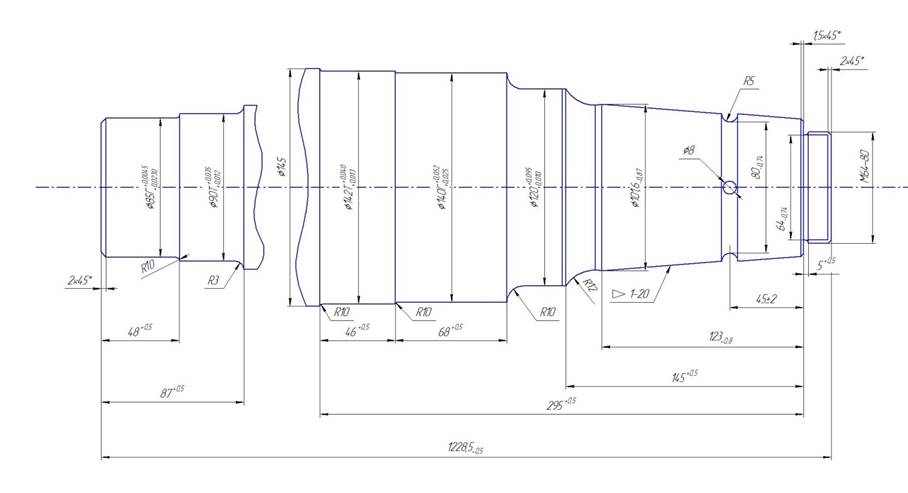
Точить фаски (на диаметр  , шириной 2 х 45°; на диаметр , шириной 2 х 45°; на диаметр  , шириной 1, 5 х 45°).
Точить канавки (на диаметр , канавку, радиусом R5; на диаметр , шириной 1, 5 х 45°).
Точить канавки (на диаметр , канавку, радиусом R5; на диаметр  , канавку, шириной 5+0, 5).
Нарезать резьбу М64-8g. , канавку, шириной 5+0, 5).
Нарезать резьбу М64-8g.
| Приложение Ж Приложение З Приложение И Приложение К Приложение Л | Токарный станок 16К20 | Центра, патрон поводковый; Проходной резец | |
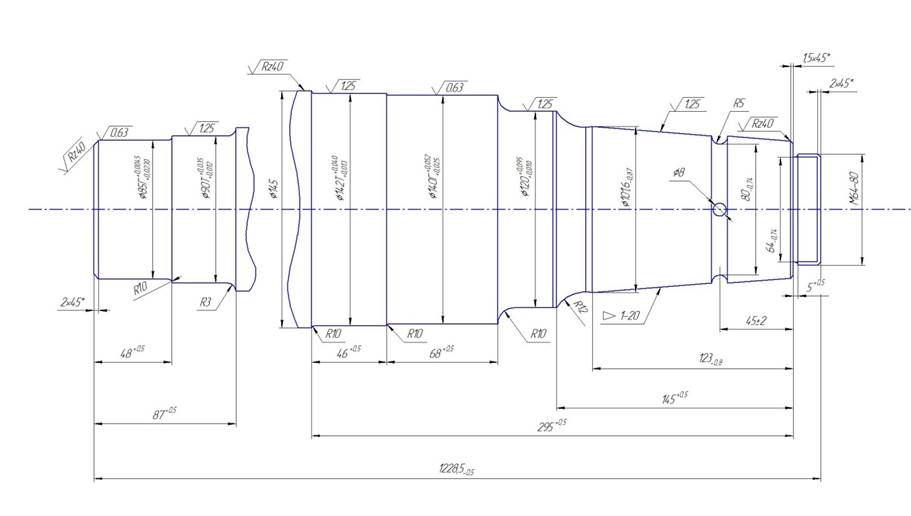
Шлифовальная
Шлифовать поверхности диаметром  ; ;  ; ;  ; ; 
| Приложение М | Кругло-шлифовальный станок 3А423 | Штангенциркуль, микрометр; Шлифовальный круг | |
| Моечная | ||||
| Контрольная Проконтролировать размеры.Выдержать шероховатости | Приложение Н | Штангенциркуль, микрометр |
Заключение
Производственную практику проходили в локомативоремонтном заводе АО «Алга–А» в механическом цехе. За время практики изучили и собрали материал для практики и дипломного проекта.
Более конкретно рассматривали дизель-генератор 10Д100. Изучая назначение и конструкцию дизеля, выделили коленчатый вал. Коленчатый вал вместе с блоком цилиндров является важнейшей базовой деталью дизеля, в значительной степени определяющей срок его службы. Основными неисправностями коленчатых являются: сверхнормативный шеек; трещины и изломы, которые могут быть следствием нарушений при изготовлении или ремонте вала, в частности неправильной установки в подшипниках; выкрашивание, коррозия и износ баббитовой заливки вкладышей; износ вкладышей и потеря торцового натяга; трещины крышек кодах подшипников.
На данном заводе выполняют ремонт коленчатых валов, а именно шлифование шеек и ремонта отдельных деталей коленчатого вала.
На основе всех полученных сведений составили тему дипломного проекта, а именно «Технологический процесс производства и ремонта верхнего коленчатого вала дезель-генератора 10Д100»
Производственная практика студентов является важнейшей частью подготовки квалифицированных специалистов. Она дает практические знания какого либо узла или привода в машине. Это в последствии помогает студенту самостоятельно приступить к технологическому процессу.
Приложение А
Приложение Б
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Приложение В
Приложение Г
Приложение Д
Приложение Е
Приложение Ж
Приложение З
Приложение И
Приложение К
Приложение Л
Приложение М
Приложение Н
|
|