Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Вал якоря
|
|
Вал тягового двигателя подвержен действию значительных вращающих моментов, которые вызывают большие косательные силы в местах их приложения, а также действию сил магнитного притяжения и сил реакции зубчатой передачи; вал воспринимает, кроме того, вес деталей якоря. Часто меняющаяся нагрузка с мгновенными толчками в период пуска и торможения, ударная нагрузка при выходе движущей колесной пары из состояния боксования, динамические воздействия от неровностей пути, значительные перегрузки в период выхода из строя одного из тяговых двигателей создают особенно тяжелые условия для работы валов.
Форма вала должна по возможности исключать условия местной концентрации напряжений при работе его как на изгиб, так и на кручение. Это достигается максимально возможным сокращением различных переходов по диаметрам сечения. Там, где переходы неизбежны по конструктивным соображениям, их выполняют с плавными переходами, без резких кромок и уступов. Чтобы не возникали местные напряжения, стараются не допускать на валу подрезов в местах выхода резца или шлифовального круга, не делать резьбу на валу там, где происходит изгиб или кручение, по возможности не делать шпоночные канавки с острыми кромками. Канавки для шпонок, используемых в качестве направляющих, делают минимальной глубины и протяженности. У всех тяговых двигателей, имеющих втулки якоря, в средней части вала нет шпоночных канавок: они выполнены лишь по концам под шестернями, имеют незначительную глубину.
При посадке деталей на вал не допускают смятия его более твердыми деталями. Кромки насаживаемых деталей выполняют с плавными выкружками больших радиусов. По возможности сокращают число деталей, насаживаемых непосредственно на вал.
Обработку валов производят по второму классу точности и завершают шлифовкой, не допуская возникновения каких-либо поперечных рисок или задиров, нарушающих целость поверхностного слоя вала. Особое внимание уделяют обработке переходных галтелей; хорошие результаты дает полировка галтелей до зеркального блеска.
Чтобы при прессовой посадке втулка якоря прилегала к валу по всей поверхности, стараются уменьшить смятие поверхностей вала и втулки, для чего длинные посадочные поверхности вала делают с уступами по диаметру. При различных диаметрах соответствующие поверхности втулки якоря во время напрессовки приходят в соприкосновение с валом только на длине одного участка, проходя остальные с зазором. Если бы диаметр вала под втулкой якоря был одинаков по всей длине, то при напрессовке передняя часть втулки должна была бы пройти весь вал под прессом и смять его, что вызвало бы ослабление посадки второго конца втулки.
С другой стороны, первый конец втулки, пройдя весь вал, также имел бы смятую поверхность, что привело бы к ослаблению посадки. Иногда (например, у двигателей НБ-406А, НБ-418К и др.) выполняют посадку по двум диаметрам с зазором в средней части между посадочными поверхностями.
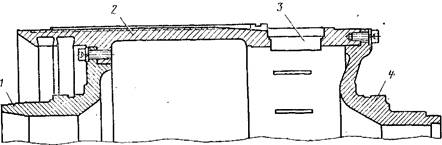
Рисунок 7 – Вал якоря
1- нажимная шайба, 2 - листы сердечника, 3 – передняя нажимная шайба, 4 – изоляционные манжеты
|
|