Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника

Глава 32
|
|
СТАНДАРТНЫЕ РЕЗЬБОВЫЕ КРЕПЕЖНЫЕ ДЕТАЛИ И ИХ УСЛОВНЫЕ ОБОЗНАЧЕНИЯ
Для соединения деталей применяются стандартные крепежные резьбовые детали: болты, винты, шпильки, гайки.
Все крепежные резьбовые изделия выполняются с метрической резьбой и изготовляются по соответствующим стандартам, устанавливающим требования к материалу, покрытию и прочим условиям изготовления этих деталей. Резьбовые крепежные детали, как правило, имеют метрическую резьбу с крупным шагом, реже с мелким.
Каждая крепежная деталь имеет условное обозначение, в котором отражаются: класс точности, форма, основные размеры, материал и покрытие.
В зависимости от необходимых механических свойств материала, из которого изготовлена крепежная деталь, она характеризуется определенным классом прочности или относится к определенной группе, которые устанавливает ГОСТ.
Каждый класс прочности и каждая группа определяют требования к механической прочности резьбовой детали и предусматривают марки материалов, из которых могут изготовляться эти детали.
Класс прочности болтов, винтов и шпилек обозначается двумя числами, каждое из которых отражает различные параметры, характеризующие прочность материала детали.
Класс прочности гаек обозначается одним числом, которое отражает состояние материала детали при воздействии на нее испытательной нагрузки.
Для предохранения крепежных деталей от коррозии применяются соответствующие защитные покрытия, устанавливаются следующие условные обозначения покрытий: цинковое с хроматирова-нием – 01; кадмиевое с хроматированием – 02; многослойное (медь – никель) – 03; многослойное (медь – никель – хром) – 04; окисное – 05; фосфатное с промасливанием – 06; оловянное – 07; медное – 08; цинковое – 09; окисное анодизационное с хромированием – 10; пассивное – 11; серебряное – 12.
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Детали, выполняемые без покрытия, имеют индекс 00.
Условное обозначение любой стандартной крепежной детали должно отражать:
1) форму и основные размеры детали и ее элементов, определяемые соответствующим размерным стандартом;
2) класс прочности или группу детали, характе-
ризующие механические свойства материала детали;
3) условное обозначение покрытия, предохраняющего деталь от коррозии.
БОЛТЫ
Болт состоит из двух частей: головки и стержня с резьбой (рис. 310, а).
В большинстве конструкций болтов на его головке имеется фаска, сглаживающая острые края головки и облегчающая положение гаечного ключа при свинчивании.
Болты с шестигранной головкой выпускаются в четырех исполнениях. На рис. 310, в даны три вида исполнения:
исполнение 1 – без отверстий в головке и стержне;
исполнение 2 – с отверстием для шплинта на нарезанной части стержня болта;
исполнение 3 – с двумя отверстиями в головке болта (в них заводится проволока для соединения группы нескольких однородных болтов).
Болты исполнения 2 и 3 употребляются для соединения деталей машин, испытывающих виб-
Таблица 20 Размеры болтов с шестигранной головкой нормальной точности (выдержка из ГОСТ 7798-70)
| Номи- | Размер | Высота | Диа- | Радиус | Длина | l0 | ||
| наль- | под | голов- | метр | под | болта l | |||
| ный | ключ S | ки H | опи- | головкой | ||||
| диаметр резьбы d | S | санной окружности D, не менее | r | |||||
| не менее | не более | |||||||
| 26, 5 | 0, 6 | 1, 6 | 45...300 | 38. | .44 | |||
| (18) | 29, 9 | 0, 6 | 1, 6 | 55..300 | 42. | .48 | ||
| 33, 3 | 0, 8 | 2, 2 | 55... 300 | 46. | .52 | |||
| (22) | 35, 0 | 0, 8 | 2, 2 | 60..300 | 50. | .56 | ||
| 39, 6 | 0, 8 | 2, 2 | 65...300 | 54. | .60 | |||
| (27) | 45, 2 | 1, 0 | 2, 7 | 70...300 | 60. | .66 | ||
| 50, 9 | 1, 0 | 2, 7 | 75...300 | 66. | .72 | |||
| 60, 8 | 1, 0 | 3, 2 | 90...300 | 78. | .84 | |||
| 72, 1 | 1.2 | 3, 3 | (105)...300 | 90. | .96 | |||
| При м е ча н и е. Болты с размерами, заключенными в скобки, применятьне рекомендуется. |
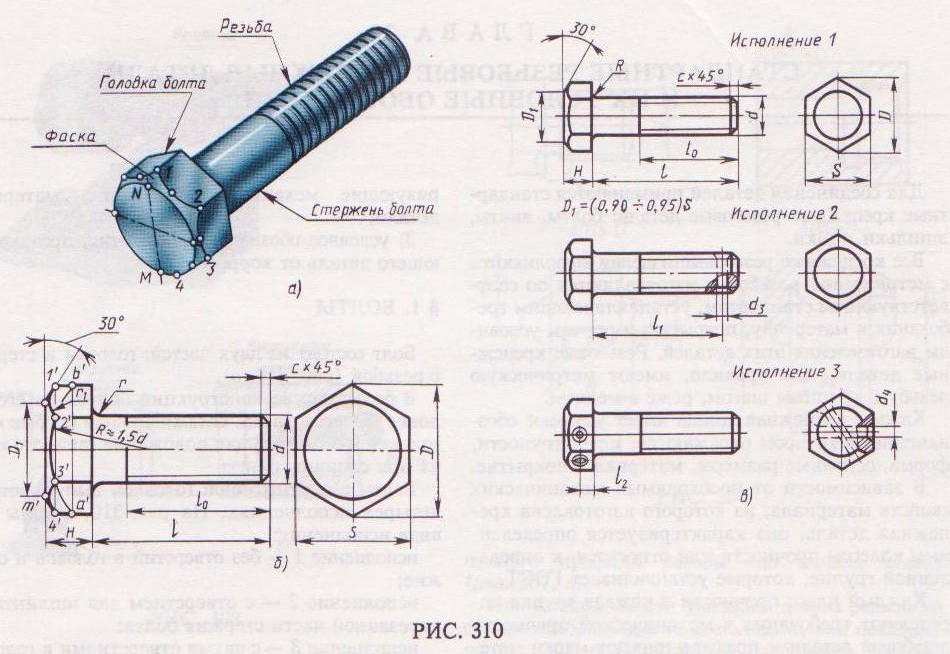
рации, толчки и удары, ведущие к самоотвинчиванию гаек и болтов. Шплинт или проволока будут этому препятствовать.
Основные размеры наиболее распространенных в машиностроении болтов с шестигранной головкой нормальной точности (рис. 310, б) приведены в табл. 20.
Каждому диаметру резьбы болта d соответствуют определенные размеры его головки. При одном и том же диаметре резьбы d болт может изготавливаться различной длины l, которая стандартизирована. Длина резьбы болта l0 также стандартизирована и устанавливается в зависимости от его диаметра d и длины l (ГОСТ 7798–70).
Формы и размеры концов болтов с метрической резьбой должны соответствовать ГОСТ 12414–94.
Рабочий чертеж болта (рис. 310, б) выполняется по размерам, взятым из соответствующего стандарта.
Условное обозначение болта:
Болт 2 M16× 1, 5. 6g× 75.68.09 ГОСТ 7798-70. Расшифровывается следующим образом: 2 – исполнение; М16 – тип и размер резьбы; 1, 5 – величина мелкого шага резьбы; 6g – поле допуска; 75 – длина болта; 68 – условная запись класса прочности, указывающего, что болт выполнен из стали с определенными механическими свойствами; 09 – цинковое покрытие; ГОСТ 7798–70
– стандарт, указывающий, что болт имеет шестигранную головку и выполнен с нормальной точностью.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
ГАЙКИ
Гайки навинчиваются на резьбовой конец болта, при этом соединяемые детали зажимаются между гайкой и головкой болта.
По форме гайки могут быть шестигранными, квадратными, круглыми.
Наиболее часто используются шестигранные гайки (рис. 311, а) по ТОСТ 5915-70 в двух исполнениях: с двумя и одной наружными фасками (рис. 311, б).
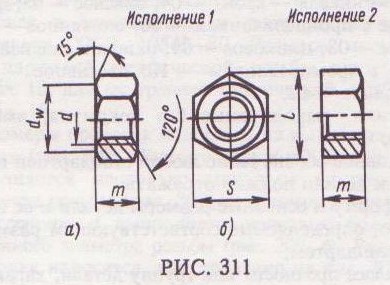
Чертеж гайки выполняется по размерам, взятым из соответствующего стандарта. Имеются низкие гайки (ГОСТ 5916-70 и ГОСТ 15522-70), высокие (ГОСТ 15523–70) и особо высокие (ГОСТ 15525-70).
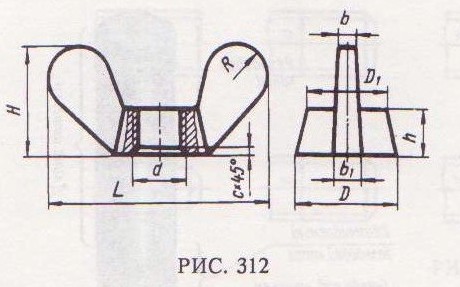
Для завертывания гаек без ключа применяются гайки–барашки (рис. 312), которые выбираются по ГОСТ 3032-76.
Шестигранная гайка в исполнении 1 по ГОСТ 5915-70 (см. рис. 311, б) с полем допуска 6Н, класса прочности 6, без покрытия обозначается:
Гайка М24-6Н.6 ГОСТ 5915-70.
Гайка–барашек, изготовленная по
ГОСТ 3032-76, обозначается:
Гайка М24-6Н.04 ГОСТ 3032-76.
ВИНТЫ
Винтом называется резьбовой стержень, на одном конце которого имеется головка.
Винты изготавливаются с головками разных форм (рис. 313, а): цилиндрическими
| полукруглой потайной |
| головкой головкой |
ГОСТ 1491-80, с ГОСТ 17473-80, с ГОСТ 17475-80 и др.
Винты бывают двух видов: крепежные и установочные. Некоторые типы установочных винтов не имеют головок (рис. 313, б). Установочные винты применяются для регулировки зазоров и фиксации деталей при сборке.
В условное обозначение винта входят все элементы обозначения крепежной детали (рассмотренные выше):
Винт A M8-6g× 50.48 ГОСТ Р 50404–92, где А – класс точности, М8 – диаметр резьбы, 6g – поле допуска, 50 – длина, 48 – класс прочности.
ШУРУПЫ
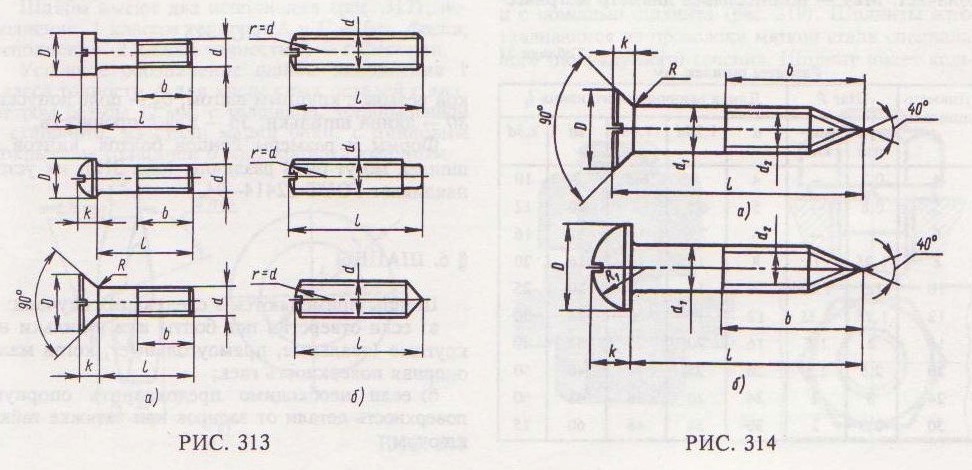
Шурупы ввертываются в дерево и некоторые полимерные материалы (пластмассы).
Шурупы выпускаются с потайной головкой (ГОСТ 1145-80) (рис. 314, а), с полукруглой головкой (ГОСТ 1144–80) (рис. 314, б) и с полупотайной головкой.
Шурупы с потайной головкой имеют головку конической формы, которая располагается в специальном углублении (зенковке), выполняемом в закрепляемой детали, благодаря чему головка не выступает над поверхностью этой детали.
Пример обозначения шурупа исполнения 1, диаметром d = 3 мм, длиной l = 20 мм из низкоуглеродистой стали без покрытия: Шуруп 1-3× 20 ГОСТ 1144-80.
|
|