Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заводское производство сборных железобетонных изделий и конструкций
|
|
При заводском изготовлении железобетонных изделий широкое распространение нашли три основных способа производства: агрегатно-поточный, конвейерный и стендовый. Разновидностью стендового способа является кассетный.
Агрегатно-поточный способ (рис. 10.4) изготовления конструкций характеризуется расчленением технологического процесса на отдельные операции или их группы, выполнением 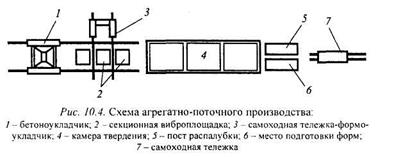
нескольких разнотипных операций на универсальных агрегатах, наличием свободного ритма в потоке, перемещением изделия от поста к посту.
Формы и изделия переходят от поста к посту с произвольным интервалом, зависящим от длительности операции на данном рабочем месте, которая может колебаться от нескольких минут (например, смазка форм) до нескольких часов (пост твердения отформованных изделий). Агрегатно-поточный способ отличается также тем, что формы и изделия останавливаются не на всех постах поточной линии, а лишь на тех, которые необходимы для данного случая. Агрегатно-поточный способ организации производства характеризуется возможностью закрепления за одной поточной линией изделий, различных не только по своим типоразмерам, но и по конструкции. Эта возможность обеспечивается наличием на поточной линии универсального оборудования.
Напорные железобетонные трубы диаметром 1200...2000 мм изготавливают путем центрифугирования по трехстадийной технологии.
Конвейерный способ характеризуется следующими признаками: максимальное расчленение технологического процесса на операции, выполняемые на отдельных рабочих постах, перемещение форм и изделий от поста к посту с регламентированным ритмом.
Изделия в процессе обработки передаются конвейерным устройством пульсирующего действия автоматически; при этом создаются условия для более полной синхронизации. Конвейерная организация производства характеризуется принудительным ритмом, т.е. перемещение формуемых изделий осуществляется в строгой последовательности через одни и те же формовочные посты, с определенной заданной скоростью передвижения. Это требует комплексной механизации операций и применения автоматического технологического оборудования. Обычно для межоперационного транспорта применяют механизированные транспортные средства линейного типа - тележечные конвейеры, состоящие из определенного количества поддонов-тележек, которые перемещаются тяговой цепью по рельсовым путям.
На вибропрокатных установках (рис. 10.5) имеется непрерывно движущаяся формующая лента, выполненная из объемных или плоских пластин. На ленту наносят смазку, затем укладывают арматурный каркас, бетонную смесь с помощью бетоноукладчика, который равномерно распределяет ее по ширине формующей ленты. Уплотняют бетонную смесь путем вибрирования и частично прокатом. До проектной толщины изделие калибруется калибрующим механизмом.
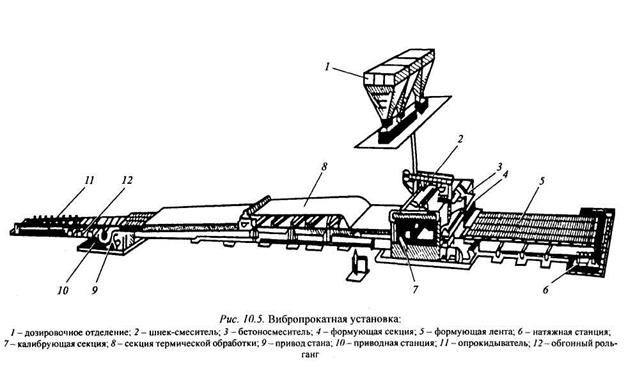 Отформованное изделие по мере движения ленты поступает в зону тепловлажностной обработк, где используют контактный прогрев за счет подачи пара с температурой 105...110 °С под формующую ленту. Через 40 мин изделие подогревается до температуры 95...98 °С. Продолжительность тепловой обработки -2ч для тяжелых бетонов и 4 ч для легких бетонов на пористых заполнителях. Скорость движения формующей ленты достигает 15...30 м/ч. После тепловой обработки специальный опрокидыватель переворачивает изделие из горизонтального положения в вертикальное, и оно транспортируется на склад готовой продукции.
Отформованное изделие по мере движения ленты поступает в зону тепловлажностной обработк, где используют контактный прогрев за счет подачи пара с температурой 105...110 °С под формующую ленту. Через 40 мин изделие подогревается до температуры 95...98 °С. Продолжительность тепловой обработки -2ч для тяжелых бетонов и 4 ч для легких бетонов на пористых заполнителях. Скорость движения формующей ленты достигает 15...30 м/ч. После тепловой обработки специальный опрокидыватель переворачивает изделие из горизонтального положения в вертикальное, и оно транспортируется на склад готовой продукции.
Стендовый способ производства железобетонных изделий характеризуется следующими основными признаками: весь процесс производства осуществляется в неподвижных формах или на специальных стендах; изделия в процессе обработки остаются неподвижными, а рабочее и технологическое оборудование перемещается от одной формы к другой; за каждым стендом или формой закрепляется одно или несколько технологически однородных изделий.
По количеству закрепленных типоразмеров изделий стендовые установки делятся на специализированные (кассеты для изготовления лестничных маршей и площадок, стенды для производства подкрановых балок, полигональных ферм и т.д.) и универсальные (для изготовления различных технологически однородных изделий).
Кассетным способом изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные плиты и другие железобетонные изделия, имеющие габариты, соответствующие размерам отсеков кассетных установок.
|
|