Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Керамический обыкновенный кирпич
|
|
Производство. Обыкновенный керамический кирпич изготовляют из легкоплавких средней пластичности глин, содержащих 40…50% песка. Существует два способа производства кирпича — пластический и полусухой.
При пластическом способе кирпич-сырец формуют на ленточных прессах (рис. 1) из пластичной глиняной массы влажностью 18…20%. Увлажненная и тщательно размятая глиняная масса продавливается винтовым конвейером 8 через решетку в вакуумную камеру, где жгуты глины разбиваются вращающимся ножом 5 для удаления воздуха из глиняной массы. Далее масса винтовым валом подается в конусную головку пресса, где окончательно уплотняется и продавливается сквозь формующую часть пресса — мундштук. Мундштук придает глиняной ленте, выходящей из пресса, определенную толщину; в нем же могут быть установлены керны, образующие пустоты в кирпиче.
Рис. 1. Ленточный вакуумный пресс: 1 — винтовой вал, 2 — конусная головка, 3 — мундштук, 4 — глиняный брус 5 — нож. 6 — вакуумная камера, 7 — решетка, 8 — винтовой конвейер
Глиняная лента нарезается автоматическим устройством на кирпичи-сырцы. Размер таких кирпичей несколько больше требуемого размера, так как в процессе дальнейшей обработки глина дважды (при обжиге и при сушке) дает усадку. После формования кирпич подается на сушку и после достижения 6…8% влажности — на обжиг.
Обжигают высушенный кирпич в туннельных печах: сырец, уложенный в вагонетки, непрерывно движется вдоль печи навстречу горячим газам и последовательно проходит зоны подогрева, обжига и охлаждения.
Полусухой способ производства кирпича отличается от пластического тем, что глина влажностью 6…7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки — его сразу же после формования можно обжигать. Так как кирпичи полусухого прессования (рис. 2, б) получаются более плотными, в них делают несквозные пустоты (так называемый пятистенный кирпич). Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования (рис. 2, а), но в то же время он менее морозостоек.

Рис. 2. Керамический обыкновенный кирпич пластического (а) и полусухого (б) формования: 1 – постель, 2 — ложок, 3 — тычок
Относительно небольшой выпуск кирпича полусухого прессования объясняется сложностью прессов для формования сырца и невысокой их производительностью.
Производственные дефекты. Из-за слишком быстрой сушки и нагрева при обжиге кирпич деформируется и на его поверхности появляются трещины. При недостаточной температуре обжига получается недожженный кирпич (недожог) алого цвета, который не применяют из-за низкой прочности, водо- и морозостойкости. При слишком высокой температуре обжига получается пережженный фиолетово-бурый кирпич (пережог — «железняк») повышенной плотности, с оплавленной поверхностью и искаженной формы.
Свойства. Керамический кирпич выпускают размером 250 X 120 X 65 мм; реже 288 X 138 X 65 мм (модульный) и 250 X 120X 88 мм (утолщенный). Поскольку масса одного кирпича не должна превышать 4 кг, утолщенный и модульный кирпич обычно делают с пустотами.
Приняты следующие названия граней кирпича: большой — постель, боковой длинной — ложок и торцовой — тычок.
Плотность обыкновенного керамического кирпича 1600…1900 кг/м3, водопоглощение — не менее 8%. По прочности на сжатие и изгиб его подразделяют на восемь марок: от 75 до 300 (табл. 3), по морозостойкости — на четыре марки: Мрз15, Мрз25, Мрз35 и Мрз50.
Допускаемые отклонения от размеров и формы кирпича установлены ГОСТ 530—80: – по длине ± 5 мм, по ширине + 4 мм и по толщине ± Змм; – непрямолинейность граней и ребер (не более): по постели — 3 мм, по ложку — 4 мм; – сквозные трещины на ложковой и тычковой гранях — не более одной при протяженности ее по постели не более 30 мм; – отбитости и притупленности ребер и углов — не более двух на кирпиче глубиной более 5 мм и длиной 10… 15 мм.
Обыкновенный керамический кирпич благодаря достаточно высоким показателям физико-механических свойств и долговечности широко применяют в современном строительстве для кладки наружных и внутренних стен зданий, фундаментов, дымовых труб и других конструкций. Кирпич полусухого прессования нельзя применять для кладки цоколей, фундаментов и наружных стен влажных помещений.
Хранение и транспортирование. На складах кирпич хранят в штабелях высотой до 1, 6 м уложенным на ребро (ложковую грань).
При механизированной погрузке, разгрузке и транспортировании используют деревометаллические поддоны, на которые кирпич укладывают на ребро с перевязкой или «в елочку» (с наклоном в 45 0 к центру пакета). Чтобы уложить кирпич «елочкой», к торцам поддона прибивают треугольные бруски. Благодаря такой укладке пакеты с кирпичом можно перевозить на обычных автомобилях без дополнительных креплений. Погрузку, разгрузку и подачу пакетов на рабочее место выполняют с применением специальных футляров. Без поддонов кирпич перевозят уложенным в штабель с перевязкой; перевозить навалом запрещается, так как при этом много кирпича бьется.
ОЦЕНКА КАЧЕСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПО ВНЕШНЕМУ ВИДУ
1 Требования к качеству и приемка изделий
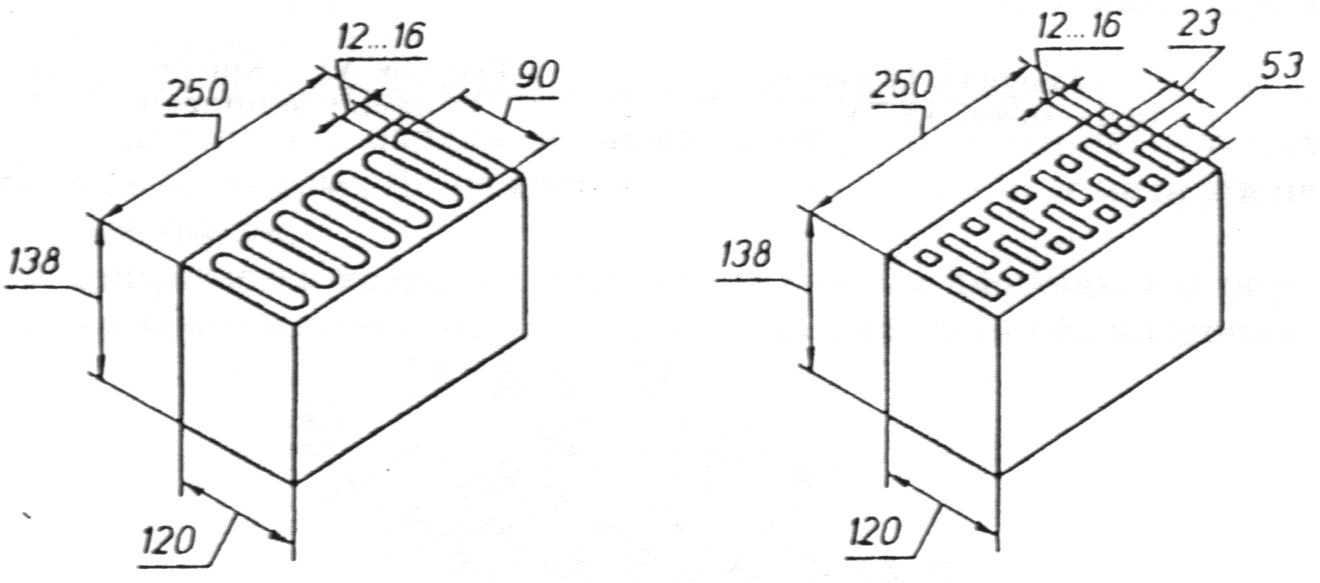
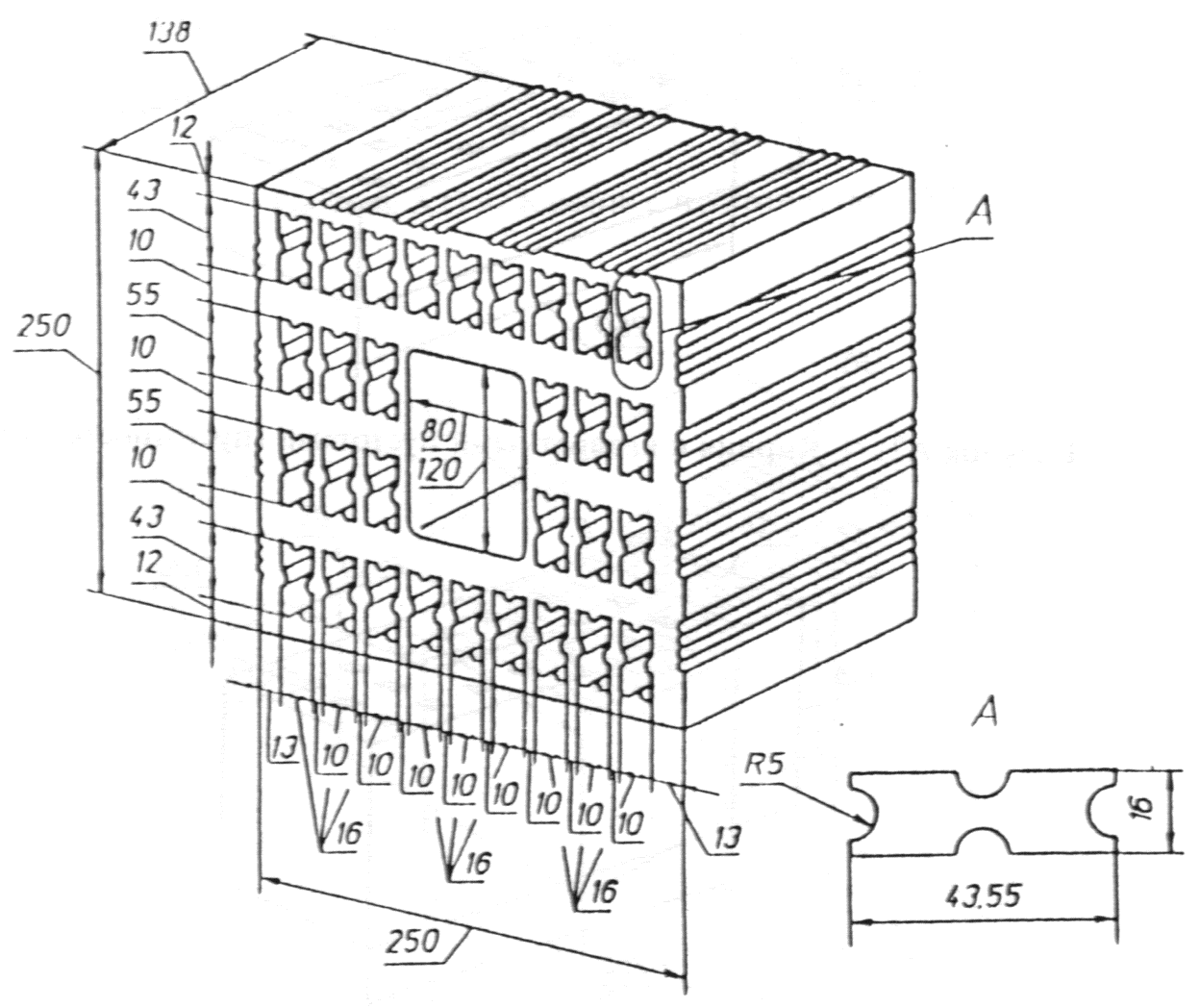
Керамические кирпичи (рядовые − 250× 120× 65 мм и утолщенные − 250× 120× 88 мм) и камни (250× 120× 138 мм) сплошные (пустотность до 13 %) и эффективные (пустотность до 45 %) являются самыми массовыми изделиями, применяемыми для каменной кладки в зданиях и сооружениях (рисунок 16).
Кирпичи и камни керамические выпускают марок по прочности 75...300 с вертикальными пустотами и марок 25...100 − с горизонтальными пустотами. Морозостойкость F 15, 25, 35, 50 циклов, водопоглощение не менее 8 % у полнотелых и не менее 6 % у эффективных изделий. Пустоты могут быть сквозными и несквозными, круглыми диаметром не более 20 мм, квадратными со стороной не более 20 мм, щелевидными шириной не более 16 мм. Поверхность изделий должна быть плоской, ребра − прямолинейными или закругленными (r ≤ 15 мм), ложковые и тычковые грани − гладкими или рифлеными.
Допуски для оценки качества кирпича по дефектам внешнего вида (таблица 17).
Таблица 17 − Дефекты внешнего вида кирпича керамического
| Вид дефекта внешнего вида | Допустимое число дефектов на 1 изделие |
| Отбитости углов глубиной 10...15 мм, в том числе − для нелицевых углов лицевых изделий | 2/-* |
| Отбитости и притупленности ребер глубиной до 10 мм и длиной 10...15мм, в том числе для нелицевых ребер лицевых изделий | 2/1* |
| Трещины протяженностью до 30 мм по постели полнотелого кирпича, в пустотелом − до 1-го ряда пустот с глубиной на всю высоту кирпича или на 0, 5 высоты камня: − на ложковых гранях, в том числе − для нелицевых граней лицевых изделий; − на тычковых гранях, в том числе − для нелицевых граней лицевых изделий | 1/-* 1/-* |
| Кирпич-половняк | ≤ 5 % объема партии |
Примечание: * − для лицевых поверхностей изделий по ГОСТ 7484-78.
Приемку по внешнему виду проводят по двухступенчатому плану альтернативного контроля (таблица 18).
Таблица 18 − Правила приемки кирпича керамического по внешнему виду
| Объем партий изделий, шт. | Ступень контроля | Объем выборки, шт. | Общий объем выборки, шт. | Приемочное число Ае | Браковочное число Re |
| 10001− 35000 | I | ||||
| II | |||||
| свыше 35000 | I | ||||
| II |
Вторую ступень контроля проводят, если число изделий с дефектами превышает число Ае, но меньше числа Re I-й ступени.
Для приемосдаточных испытаний кирпича керамического по другим показателям из выборки изделий, принятых по внешнему виду, отбирают число образцов в соответствии с таблицей 19 с примечаниями.
Примечания к таблице 19
* − для изделий пластического формования из лессов, трепелов, диатомитов;
** − масса для камней, кг;
*** − водопоглощение для пустотелых изделий;
(КСГ) − карбонатосодержащие глины;
(+ДТ) – глины с добавкой диатомитов и трепелов;
(ДТ) − лицевые кирпичи из диатомитов и трепелов.
Недожог и пережог – не допускаются.
2 Характеристика технологических воздействий на керамические изделия
2.1 Приготовление формовочной массы
Глины как осадочные породы перемежаются с линзами песков, известняков и другими примесями. Заготовку глины производят с усреднением состава на складе вылеживания. Формовочные массы составляют из глин, отощителей, порообразователей и они проходят через операции измельчения (вальцы камневыделительные и тонкого измельчения с зазором 1…2 мм, смесительные бегуны и др.), пароувлажнения до ω = 18...22 % при пластическом способе формования или 6…8 % при полусухом способе прессования. Итог этих операций – гомогенная смесь, не содержащая зерен СаСО3 крупнее 0, 5...0, 8 мм для предупреждения появления " дутиков" в изделиях (отслоений сверхдопустимых размеров на поверхностях).
2.2 Формование изделий
Формование кирпича керамического при полусухом прессовании выполняется пресс-автоматами, при пластическом формовании – вакуум-прессами (рисунок 18). В вакуум-прессе формовочная масса проходит через отделение окончательного смешения 1, отделение уплотнения 3, решетку с ножами 4, вакуум-камеру 5 с разрежением 90…96 кПа для снижения объема пузырьков воздуха, захваченных в смесителе с 2...4 до 0, 4…0, 5 %.
Воздух затрудняет смачивание глины, мешает ее равномерному уплотнению, деформирует глиняный брус после мундштука, способствует образованию свилей при сушке и обжиге.
Далее масса уплотняется в цилиндре 7 и через переходную головку 8 и мундштук 9 выходит брусом на резательный стол.
Формующие поверхности мундштука изготовляются из специальных твердых сплавов или износостойкого чугуна. Не должно быть качаний выпорного вала 6 и увеличения просвета между краями лопастей вала и стенкой цилиндра 7 сверх 2...3 мм. При большом просвете возможно обратное течение глины вдоль стенок цилиндра и расслоение массы.
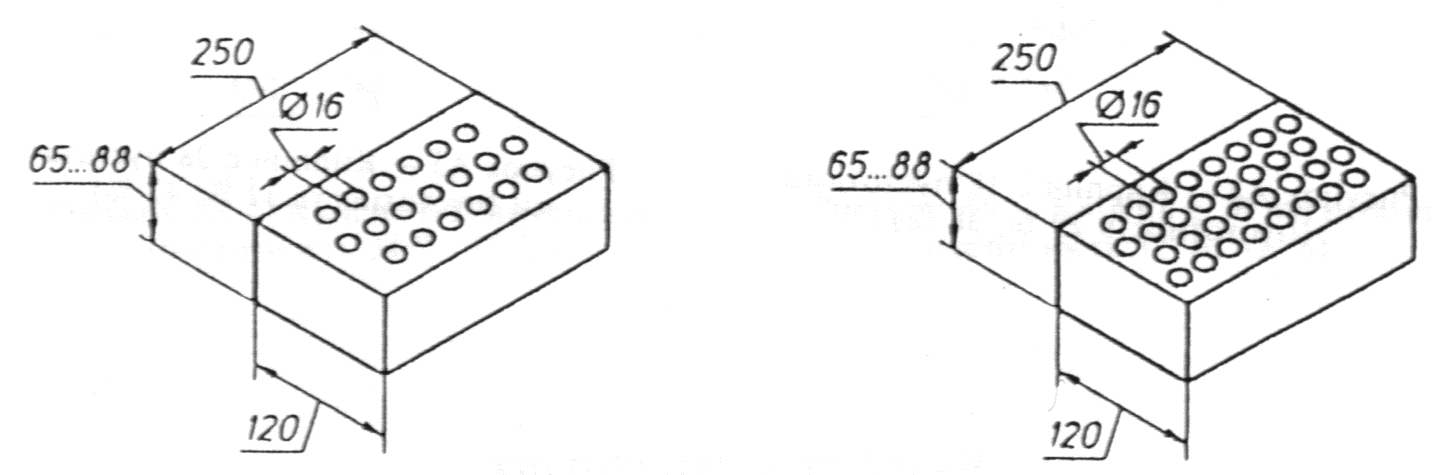
1 Кирпич с 19 пустотами 2 Кирпич с 32 пустотами
(пустотность 13 %) (пустотность 22 %)
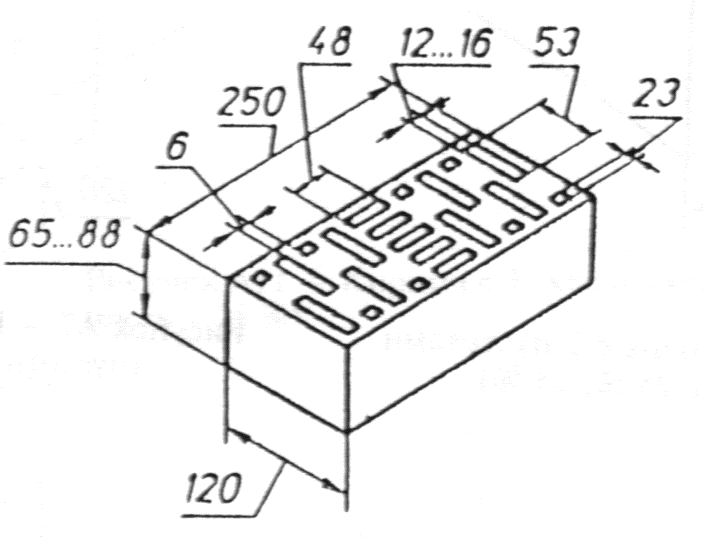
3 Кирпич с 21 пустотами (пустотность 34 %, 45 %)
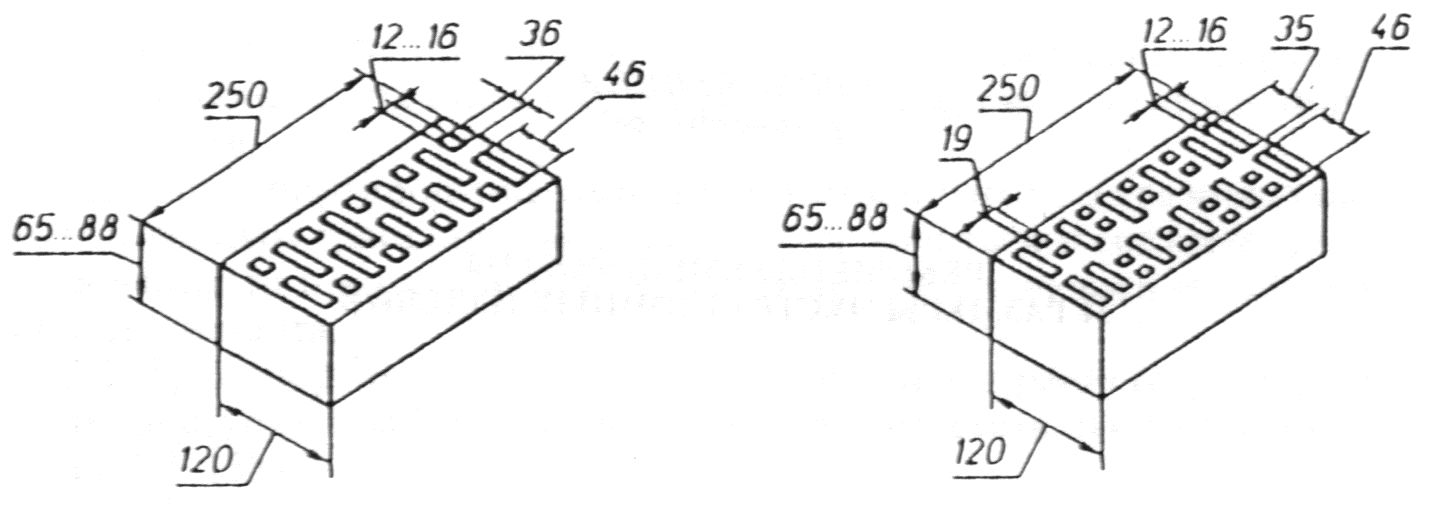
4 Кирпич с 18 пустотами 5 Кирпич с 28 пустотами
(пустотность 29 и 38 %) (пустотность 32 и 42 %)
6 Камень с 7 пустотами 7 Камень с 18 пустотами
(пустотность 25 %, 33 %) (пустотность 27 и 36 %)
Рисунок 16 – Рекомендуемые формы и размеры изделий
пластического формования
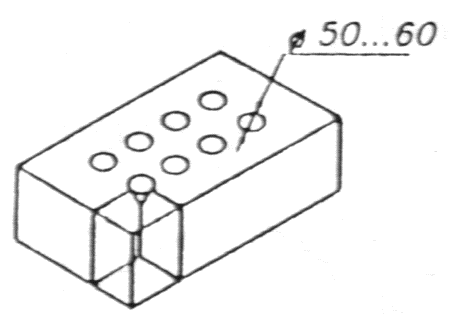
1 Кирпич прессованный с 8 несквозными отверстиями (пустотность 11 %)

2 Кирпич прессованный с 3 сквозными отверстиями (пустотность 2, 25 %)

3 Кирпич экструзионный с 6 горизонтальными пустотами
4 Камень экструзионный с 30 пустотами и пустотой для захвата при кладке
(пустотность 45 %)
Рисунок 17 − Рекомендуемые формы и размеры изделий прессованных
и экструзионного формования
2.3 Сушка отформованных изделий
Сушка отформованных изделий производится в течение 48…72 ч. обычно в туннельных сушилках, где теплоносителем является отработанный горючий газ обжиговых печей с t = 90...120°С. Обязательными операциями является раздвижка кирпичей на полках вагонеток, контроль температуры и ритма толкания. Влажность кирпича после сушки должна находиться в пределах 6...8%.
Дефекты после сушки показаны в таблице 20
Таблица 19 – Порядок приемосдаточных испытаний партии кирпича, прошедшей приемку по внешнему виду
| Наименование показателя | Величина допуска | Вид испытаний, количество образцов | Условия приемки | ||
| кирпич и камни керамические (по ГОСТ 530) | кирпич и камни лицевые (по ГОСТ 7484) | приемосдаточные | периодические | ||
| Размеры: − длина, мм − ширина, мм − толщина, мм − тоже для камня, мм | ± 5 (± 7)* ± 4 (± 5)* ± 3 ± 4 | ± 4 ± 3 ± 3… - 2 | 24 кирпича по ГОСТ 530, 25 кирпичей (15 камней) по ГОСТ 7484 | − − − − | Партия принимается, если стандарту не удовлетворяет одно изделие, если два – партия не принимается |
| Отклонение от перпендикулярности граней, мм | ± 3 (± 4)* | ± 2 (для лицевых граней) | − | ||
| Непрямолинейность лицевых поверхностей и ребер, мм: − по ложку − по тычку | - - | ≤ 3 ≤ 2 | 25 кирпичей или 15 камней по ГОСТ 7484 | − – | При неудовлетворительных результатах первой пробы образцов по какому-либо показателю делаются повторные испытания на удвоенном количестве образцов. В случае отрицательного результата партия не принимается |
| Посечки a ≤ 0, 5; l ≤ 40 мм | - | ≤ 2 штук на кирпиче | по ГОСТ 7484 | − | |
| Известковые включения: − отколы от «дутиков» на поверхности размером 3…10 мм по наибольшему измерению; − отколы на поверхности глубиной более 6 мм | не более 3 отколов не допускаются | не должно быть отколов, видимых с расстояния l =10 м, в том числе - -пятен | 5 штук | 5 (раз в 2 недели, при изменении содержания карбонатов в сырье) | |
| Масса, кг | ≤ 4, 3; (≤ 16)** | ≤ 14, ≤ 12 (КСГ) | − | ||
| Водопоглощение, % | ≥ 8; (≥ 6)*** | ≤ 20 (+ДТ), ≤ 28 (ДТ) | 3 (ГОСТ 7484) | ||
| R сж: − камней − кирпичей | Таблица 3 ГОСТ 530 | Таблица 3 ГОСТ 7484-78 | − − | По результатам испытания присваивается марка | |
| R изг: − кирпичей марки 75, 100 − кирпичей марки ≥ 125 | См. табл. 3 ГОСТ 530-95 или табл.8 в ЛР № 2 | Табл.3 ГОСТ 7484 | − | − | |
| Морозостойкость, циклов | ≥ 15 | ≥ 25 | 5 (ГОСТ 7484) |
Рисунок 18 − Горизонтальный ленточный вакуумный пресс:
1 − смеситель. 2 − лопасти. 3 − уплотняющие винты. 4 − решетка с ножами. 5 − вакуум-камера. 6 − вал.
7 − корпус (цилиндр) пресса. 5 − переходная головка. 9 − мундштук
Таблица 20 – Дефекты кирпича после сушки
| Дефект | Эскиз дефекта | Причины появления | Последствия |
| Увеличение времени сушки | 
| Подсос воздуха через неплотности сушила; плотная укладка сырца на полках вагонеток | Снижение эффективности сушки |
| Деформация кирпичей | Увеличение расстояния между опорными планками, тряска при транспортировании | Превышение допуска по прямолинейности, отклонения от вертикали | |
| " Сушильные" трещины (рамочные) | Ускоренный подъем температуры в начале сушки − повышение Ñ t, Ñ W по сечению. Слабый вакуум в прессе | Отбраковка по внешнему виду снижение марки по прочности | |
| Краевые трещины вдоль ложка | Нарушение правил укладки кирпича, тряска при транспортировании | Отбраковка кирпича по внешнему виду | |
| Помятости на гранях и ребрах | 
| Небрежная укладка, повышенная влажность сырца, тряска на путях перекатки | Отбраковка кирпича по внешнему виду |
| Мелкие трещины на поверхности | Пониженная температура и повышенная влажность теплоносителя в начале сушки − " точка росы" | Отбраковка кирпича по внешнему виду | |
| Отрыв пластинок массы от поверхности − " облопки" | 
| Повышенное давление пара внутри сырца при высокой температуре теплоносителя | Отбраковка кирпича по внешнему виду |
4 Обжиг изделий
Обжиг изделий выполняется в туннельных печах на горючем природном газе, результатом обжига являются физико-химические превращения глины в черепок.
При температурах 110...120°С удаляется свободная вода; 200...450°С выгорают порообразующие добавки; 450...700°С удаляется химически связанная вода; 900...1200 °С минералы разлагаются на отдельные оксиды, появляются легкоплавкие соединения, переходящие в жидкий расплав, обволакивающий своей пленкой остальные твердые частицы. Происходит стяжение этих частиц поверхностным натяжением расплава через деформацию жидкостных манжет, уменьшается межзерновая пористость (рисунок 19).
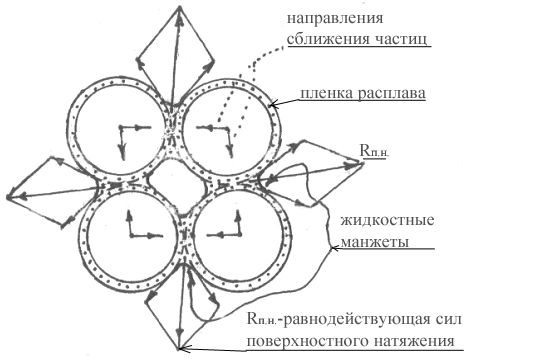
| Рисунок 19 − Схема стяжения частиц поверхностным натяжением расплава |
В таблице 21 представлены возможные дефекты кирпича керамического после обжига.
3 Проведение оценки качества кирпича
Измерение дефектов внешнего вида производится с помощью металлических линеек и угольников с делениями по 1, 0 мм, а штангенциркуля, точность измерений – с погрешностью 1 мм.
Отклонения от перпендикулярности измеряется для тычковых граней приложением длинной стороны угольника к ложковой грани.
Непрямолинейность измеряется для ложковых граней по наибольшему просвету между линейкой, приложенной к ложку и его поверхностью.
Результаты измерений отклонений фактических размеров от номинальных, величин дефектов внешнего вида заносятся в регистрационные таблицы.
Обобщение результатов позволяет сделать вывод о соответствии кирпича требованиям ГОСТ.
Таблица 21 – Возможные дефекты кирпича керамического после обжига
| Дефект | Эскиз дефекта | Причины появления дефекта | Последствия |
| Перерасход теплоносителя | 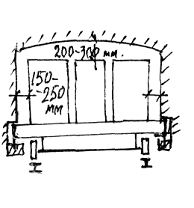
| До 80…90% потока теплоносителя проходит через боковые и верхний уширенные зазоры садки | Появление дефектов, приведенных в данной таблицы. |
| Неравномерный обжиг по сечению садки | Неравномерное распределение потока теплоносителя в попер. сечении садки, не работает песочный затвор | Неоднородность спекания черепка и свойств кирпича | |
| Трещинообразование в кирпичах по периметру садки | 
| Перегрев и затем резкое охлаждение кирпича − несоблюдение режима обжига | Отбраковка кирпича как половняка |
| Пиропластическая деформация кирпича | 
| Перегрев кирпича с краевым опиранием | Отбраковка кирпича из-за непрямолинейности |
| Пережог до газовыделения в толще кирпича | 
| Перегрев кирпича до температуры газовыделения из минералов черепка | Отбраковка кирпича из-за непрямолинейности |
| Недожог |

| Неравномерное распределение температуры по сечению садки | Отбраковка по недожогу |
| Обрушение садки | Неустойчивая садка, тряска на рельсах, наезд на выступы стен камеры − " пузо" в створе | Повышение % отбраковки | |
| Деструкция черепка | Деструкция черепка из-за высокой скорости охлаждения после стекания | Понижение прочности, повышение водопоглощения |
Силикатный кирпич. Силикатный или известково-песчаный кирпич, по форме и размерам аналогичный обычному красному кирпичу, изготовляется путем прессования увлажненной смеси кварцевого песка и извести с последующим запариванием в автоклавах. Механическая прочность кирпича обусловливается химическим взаимодействием гидроокиси кальция Са(ОН)2 с кремнеземом и образованием гидросиликатов кальция, скрепляющих зерна песка.
Сырьем для производства силикатного кирпича служат кварцевый песок (92—95% от массы сухой смеси) и воздушная известь (5—7%, считая на активную окись кальция). В известково-песчаную смесь вводят примерно 7% воды. Кварцевые пески, применяемые в производстве кирпича, должны состоять из зерен различной крупности (вследствие чего они имеют меньший объем пустот), не иметь много примесей слюды (до 0, 5) и крупных включений глины, снижающих качество изделий. Предпочтительно использовать горные пески, которые вследствие остроугольной формы и шероховатой поверхности зерен лучше сцепляются с известью, чем речные пески с гладкой поверхностью и округлой формой. В отдельных случаях желательно введение части предварительно измельченного кварцевого песка для повышения прочности силикатного кирпича.
Известь может быть негашеной или гидратной с содержанием не более 5% окиси магния. Наличие в извести пережога затрудняет гашение ее в гасильных аппаратах и может способствовать растрескиванию кирпича. Предпочтительно использовать быстрогасящуюся известь с содержанием около 70 % активной СаО. Часто используют свежеобожженную известь, получаемую непосредственно на заводах силикатного кирпича.
Производство кирпича в зависимости от условий приготовления известково-песчаной смеси ведут силосным или барабанным способами и включает следующие операции: измельчение извести-кипелки, смешение извести с песком, гашение извести в смеси с песком, дополнительное перемешивание и увлажнение смеси, формование, (прессование) кирпича, запаривание кирпича в автоклавах.
При силосном способе производства тонкомолотую негашеную известь перемешивают (при незначительном, увлажнении) с кварцевым песком и загружают в силосы на 7—12 ч для гашения. После гашения известково-песчаная масса поступает в лопастную мешалку или бегуны для дополнительного перемешивания и увлажнения, после чего направляется в пресс для формования кирпича.
Отличительной особенностью барабанного способа производства кирпича является то, что измельченные известь и песок загружают во вращающийся металлический гасительный барабан, где производится гашение извести под давлением пара 1, 5—2 атм.
СТРОИТЕЛЬНЫЙ ГИПС
Общие сведения
Неорганические вяжущие вещества представляют собой искусственно полученные тонкоизмельченные порошки, способные при затворении водой образовывать пластично-вязкую и легко формуемую массу – вяжущее тесто, которое в результате физико-химических процессов постепенно затвердевает и переходит в камневидное состояние.
Неорганические вяжущие вещества образуют с водой пластичное тесто, которое способно легко растекаться даже в том случае, если в него добавлять большое количество твердых материалов (песка, щебня), благодаря чему растворные и бетонные смеси при изготовлении строительных изделий и конструкций плотно заполняют формы сложной конфигурации или растекаются по поверхности ровным однородным слоем. Через некоторое время тесто любого вяжущего вещества загустевает, схватывается и отвердевает, превращаясь в искусственный камень, связывая зерна заполнителей в прочный монолит.
Количество воды, введенное при затворении вяжущего вещества, влияет на пластично-вязкие свойства теста. Чем больше воды, тем выше текучесть теста, тем медленнее проходят процессы коагуляции и кристаллизации, тем медленнее оно загустевает и твердеет.
Окончательная прочность камня на основе вяжущих веществ связана, главным образом, с его плотностью, которая зависит от разницы между количеством воды, взятой при затворении (30…100 % от массы вяжущего), и количества воды, фактически связываемой минералами вяжущего при его гидратации (15…30 %). Избыточное количество воды нужно для получения пластичной смеси и с течением времени оно неизбежно испаряется, оставляя после себя поры, снижающие плотность, прочность и долговечность искусственного камня. Поэтому при изучении свойств вяжущих веществ и при сравнении их технических показателей с нормативными всегда применяют смесь стандартной консистенции, содержащую строго установленное количество воды.
Строительный гипс получают при нормальном давлении в результате термической обработки при температуре 150…170 °С природного гипсового камня, измельченного в порошок до или после этой обработки.
Происходит частичная дегидратация двуводного гипса по реакции
CaSO4·2H2O = CaSO4·0, 5H2O + 1, 5Н2О.
Кроме полуводного сульфата кальция гипсовое вяжущее содержит примеси глины, кварца, которые ухудшают качество вяжущего вещества.
Твердение гипсовых вяжущих веществ происходит по теории А.А. Байкова:
– на первом, подготовительном этапе частицы полугидрата при затворении водой начинают растворяться с поверхности до образования насыщенного раствора, одновременно начинается гидратация полуводного гипса по реакции
CaSO4·0, 5H2O + 1, 5Н2О = CaSO4·2H2O.
Этот период характеризуется вязкопластичным текучим состоянием гипсового теста;
– на втором этапе (коллоидации) наряду с гидратацией растворенного полугидрата происходит прямое присоединение воды к твердым частичкам полуводного гипса; продукт гидратации – двуводный гипс образуется в виде высокодисперсных кристалликов, которые, выделяясь из пересыщенного раствора, образуют коллоидно-дисперсную систему в виде геля, где частички двугидрата связаны силами молекулярного сцепления (ван-дер-ваальсовыми); этот период характеризуется схватыванием (загустеванием ) теста;
– на третьем этапе (кристаллизации) образовавшийся неустойчивый гель перекристаллизовывается в более крупные кристаллы, которые объединяются между собой в сростки, обеспечивая твердение и рост прочности камня вяжущего.
Названные этапы следуют не строго друг за другом, а налагаются один на другой и продолжаются до тех пор, пока весь полуводный гипс не перейдет в двуводный. При высыхании гипсовых изделий из водного раствора выделяется оставшийся в нем двугидрат, упрочняющий контакты в кристаллических сростках.
Многие вяжущие вещества при твердении дают усадку, что может привести к растрескиванию и снижению прочности искусственного камня. Для того чтобы уменьшить вредные последствия усадки, в растворы и бетоны вводят большое количество каменных заполнителей – песка, гравия, щебня. Гипсовые растворы и бетоны можно готовить и без заполнителей, т. к. гипс при твердении увеличивает свой объем на 0, 5…1, 0 %. Это свойство очень ценно, отлитые гипсовые изделия твердеют с уплотнением и точно передают очертания формы.
СТРОИТЕЛЬНАЯ ИЗВЕСТЬ
Общие сведения
Строительной известью называют минеральное вяжущее вещество, получаемое умеренным обжигом (не до спекания) карбонатных горных пород (известняков, мела, доломитов и т.п.), состоящих преимущественно из углекислого кальция СаСО3 и небольшого количества углекислого магния MgCO3, а также примесей кварца и глины, которые ухудшают качество строительной извести.
В зависимости от содержания оксида магния MgO строительную известь разделяют на кальциевую (MgO< 5 %), магнезиальную (MgO = 5…20 %) и доломитовую (MgO = 20…40 %).
Получение строительной извести происходит по следующей реакции
СаСО3 = СаО + СО2.
В зависимости от характера последующей обработки получают следующие виды извести:
− негашеная комовая (кипелка) СаО. Под действием воды известь гасится с большим выделением тепла. Лучше применять куски одинакового размера. Это связано с возможностью появления недожога и пережога извести. Воздушная известь − единственное вяжущее вещество, которое переводится в тонкодисперсное состояние под действием воды (гашением), т.е. химическим путем. Является полуфабрикатом для получения других видов извести. По скорости гашения различают быстрогасящуюся известь (скорость гашения менее 8 мин), средне гасящуюся известь (скорость гашения 8…25 мин) и медленногасящуюся известь (скорость гашения более 25 мин);
− негашеная молотая (Смирнова) СаО. Данная известь представляет собой тонкомолотый порошок извести-кипелки. Недостаток – быстрая потеря вяжущих свойств из-за высокой гигроскопичности. Желательно использовать сразу после помола. Время хранения 10…15 суток в сухих складах. Можно вводить тонкомолотые минеральные добавки. Для ускорения твердения вводят CaCL2, для замедления – гипс, H2SO4 и ЛСТ. Кроме того, гипс и H2SO4 повышают прочность;
− известь гидратная (пушонка). Получается в результате гашения негашеной извести по реакции
СаО + Н2О = Са(ОН)2 + Q.
Тепла выделяется до 280 ккал/кг. При гашении следует добавлять 60…80 % воды, тогда комья негашеной извести рассыпаются в порошок (пух), объем увеличивается в 2-3 раза. Если гашение происходит в замкнутом объеме, то появляются большие напряжения. Этот момент раньше использовали при раскалывании горных пород.
Известь-пушонка, реагируя с СО2 воздуха, самопроизвольно переходит в известь - пыленку с потерей вяжущих свойств. Красочный слой при использовании пыленки – отбеливает (пачкает), т.к. известь не затвердевает на окрашиваемой поверхности и не сцепляется с ней;
− известковое тесто. Получается при добавлении в негашеную известь 200…300 % воды. Применяется для получения кладочных и штукатурных растворов;
− известковое молоко. Можно получать при добавлении воды более 400 % или после отстаивания известкового теста. Применяют как лакокрасочный материал. Качество известкового теста и известкового молока улучшается пропорционально времени.
В зависимости от вида извести и условий твердения различают гидратное, карбонатное и гидросиликатное твердение.
− гидратное твердение. Этот вид твердения происходит без выделения тепла, т.к. гашение извести уже произошло вне теста. Эффект твердения обусловливается взаимным сцеплением и срастанием образующихся субмикроскопических частичек гидроксида кальция и усиливается тем, что из-за химического связывания воды значительно увеличивается доля твердой фазы. При длительном твердении происходит карбонизация раствора;
− карбонатное твердение. Процесс постепенного затвердевания растворных и бетонных смесей, изготовленных из гашеной извести, при воздействии на них СО2 воздуха по реакции
Са(ОН)2 + nН2О + СО2 = СаСО3 + (n+1)Н2О.
Одновременно протекает 2 процесса: кристаллизация гидроксида кальция Са(ОН)2 из насыщенного водного раствора и образование СаСО3. Возможно также образование соединений типа СаСО3·nСа(ОН)2.·mН2О. Испарение воды уплотняет массу. Дальнейшее высыхание упрочняет ее, но процесс твердения идет очень медленно (месяцами и даже годами);
− гидросиликатное твердение. Процесс постепенного превращения известково-кремнеземистых смесей в камневидное тело, обусловленный образованием гидросиликатов кальция при тепловлажностной обработке в автоклавах при давлении 8…10 атм и температуре 170…200 оС.
Са(ОН)2 + SiO2 + nН2О = СаО·SiO2·(n+1)Н2О.
Основные свойства строительной извести: белая, при твердении уменьшается в объеме, медленно твердеет, кроме извести Смирнова. Прочность зависит от условий твердения: при гидратном твердении прочность достигает 2 МПа через 28 суток, при карбонатном твердении прочность снижется, а при автоклавной обработке прочность может достичь 20 МПа. Применяется для получения растворов, бетоновнизких марок, силикатного кирпича, известково-шлакового и известково-зольного кирпича, автоклавных материалов, смешанных вяжущих, красочных составов.
ПОРТЛАНДЦЕМЕНТ
Общие сведения
Цемент – обобщенное название группы гидравлических вяжущих веществ, главной составной частью которых являются высокоосновные силикаты кальция (70…80 %), образовавшиеся при высокотемпературном обжиге (до спекания) природной ил специально подготовленной сырьевой смеси.
Портландцемент получается совместным помолом портландцементного клинкера и необходимого количества природного гипса. Гипс вводится для регулирования сроков схватывания (замедления) и для повышения коррозионной стойкости. Количество гипса не менее 3, 5 % в пересчете на SO3.
Клинкер получается в результате обжига до спекания дисперсной смеси глины (30…25 %) и известняка (75…80 %) или природного мергеля. Кроме того, в состав шихты вводятся мел и корректирующие добавки.
Для получения портландцемента химический состав клинкера должен содержать, масс. %: СаО = 63…66, SiО2 = 21…24, AL2O3 = 4…8, Fe2O3 = 2…4. Из этого следует, что для получения портландцементного клинкера необходимо сырье, содержащее большое количество оксидов кальция, алюмосиликатов, а также некоторое количество оксидов железа. Этому условию отвечают широко распространенные осадочные горные породы – известняки глины, а также известковые мергели. В результате обжига сырьевой смеси образуются различные искусственные минералы.
Основные клинкерные минералы: силикаты 3CaO· SiO2 − C3S (алит) и 2CaOSiO2 − С2S (белит) и плавни (целит) − 3CaO· AL2О3 − С3А и 4CaO· AL2О3 · Fe2О3 − C4АF. Кроме того, в состав клинкера входят клинкерное стекло и инертные минералы CaO· SiO2 − СS, 3CaO· AL2О3·2SiO2 − С3АS2, периклаз MgO, свободная известь СаО св, оксиды щелочных металлов и др.
В общем случае количество клинкерных минералов колеблется в достаточно больших пределах: C3S = 40…75 %, C2S = 5…25 %, C3А = 2…15 % и C4АF = 5…20 %. Количество тех или клинкерных минералов определяет и название портландцементов: высокоалитовые цементы имеют C3S > 60 %, алитовые цементы имеют C3S = 50…60 % и C3А не более 8 %, белитовые цементы имеют C2S > 35 %, алюминатные цементы имеют C3А > 12 %.
Свойства клинкерных минералов представлены в таблице 25.
Тонкий порошок портландцемента при затворении водой образует пластичное тесто, которое постепенно густеет, превращаясь в камневидное тело. Твердение портландцемента обусловлено сложными химическими и физико-химическими процессами взаимодействия клинкерных минералов с водой, в результате которых образуются новые гидратные соединения, практически нерастворимые в воде.
Таблица 25 – Основные свойства клинкерных минералов портландцемента
| Минерал | Формула | Свойства минералов | ||
| прочность | скорость твердения | Стойкость | ||
| Алит | C3S | - | ||
| Белит | C2S | + | ||
| Целит | C4АF | Не стоек к сульфатной коррозии | ||
| Целит | C3А |
Уже в начальный период происходит быстрое взаимодействие алита с водой с образованием гидросиликата кальция и гидроксида кальция
2(3СаО·SiО2) + 6Н2О = 3СаО2·SiО2·3Н2О + 3 Са(ОН)2.
Белит гидратируется медленнее алита и при его взаимодействии с водой выделяется меньше гидроксида кальция
2(2СаО·SiО2) + 4Н2О = 3СаО2·SiО2·3Н2О + Са(ОН)2.
Взаимодействие C3А с водой приводит к образованию гидроалюмината кальция
3СаО·AL2О3 + 6Н2О = 3СаО·AL2О3·6Н2О.
Для замедления сроков схватывания при помоле в состав смеси вводится гипсовый камень, который играет роль химически активной составляющей цемента, реагирующей с C3А и связывающий его в гидросульфоалюминат кальция (эттрингит) в начале гидратации портландцемента
3СаО·AL2О3 + 3(CaSO4·2H2O) + 26Н2О = 3СаО·AL2О3·3CaSO4·32H2O.
В насыщенном растворе Са(ОН)2 эттрингит сначала выделяется в коллоидном тонкодисперсном состоянии. Осаждаясь на поверхности частиц 3СаОAL2О3, эттрингит замедляет их гидратацию и затягивает начало схватывания цемента. Заполняя поры цементного камня, эттрингит повышает прочность и стойкость. Структура цементного камня улучшается еще и потому, что предотвращается образование в нем слабых мест в виде рыхлых гидроалюминатов кальция.
C4АF при взаимодействии с водой расщепляется на гидроалюминат и гидроферрит
4СаО·AL2О3·Fe2O3 + 10Н2О + 2Са(ОН)2 = 3СаО·AL2О3·6Н2О +3СаО·Fe2O3·6Н2О.
Гидроалюминат связывается природным гипсом, а гидроферрит входит в состав цементного геля.
В сформировавшемся цементном камне, даже после большого срока твердения, сохраняются не полностью гидратированные частицы клинкера, рассредоточенные среди гидратных новообразований.
К основным свойствам портландцемента относят:
− тонкость помола, характеризуемая остатком на сите 008 ≤ 15 %, что соответствует Sуд = 2500…3000 см2/г;
− водопотребность цементного теста, оцениваемая количеством воды (% от массы цемента), необходимым для получения цементного теста нормальной (стандартной) густоты: обычно бывает в пределах 21…28 %;
− сроки схватывания, определяемые на цементном тесте нормальной густоты; Нсхв ≥ 45 мин, Ксхв ≤ 10 час;
− прочность, являющаяся главным показателем качества портландцемента и определяемая по показателям пределов прочности при изгибе и при сжатии через 28 суток нормального твердения. По этим показателям устанавливается марка портландцемента (таблица 26);
Таблица 26 – Требования к маркам портландцемента
| Марка (класс) цемента | Предел прочности, МПа, не менее | |
| при изгибе | при сжатии | |
| 5, 4 | 39, 2 | |
| 5, 9 | 49, 0 | |
| 6, 1 | 53, 9 | |
| 6, 4 | 58, 8 |
− цвет – серый с зеленоватым оттенком;
− плотность 3, 0…3, 2 г/см3.
Регулировать свойства портландцемента можно различными способами, одним из приоритетных направлений является введение добавок. Добавки по степени влияния на свойства портландцемента и по назначению подразделяются на:
− компоненты вещественного состава (активные минеральные добавки АМД);
− наполнители, улучшающие зерновой состав цемента и структуру затвердевшего камня;
− технологические добавки, интенсифицирующие процесс помола цемента;
− добавки, регулирующие основные свойства цемента;
− добавки, регулирующие специальные свойства цемента;
Особая роль среди всего многообразия используемых добавок отводится ПАВ, которые весьма эффективны при регулировании основных и специальных свойств вяжущих веществ. Теоретическое определение оптимального количества вводимых добавок пока еще затруднительно и поэтому в каждом конкретном случае требуется проводить соответствующие экспериментальные исследования для проверки их действия.
Таблица 27 – Классификация песков по крупности
| Группа песка | МК | А 0, 63, % |
| Очень крупный | Свыше 3, 5 | Свыше 75 |
| Повышенной крупности | 3, 0...3, 5 | 65...75 |
| Крупный | 2, 5...3, 0 | 45…65 |
| Средний | 2, 0…2, 5 | 30…45 |
| Мелкий | 1, 5…2, 0 | 10…30 |
| Очень мелкий | 1, 0…1, 5 | Менее 10 |
| Тонкий | 0, 7…1, 0 | Не нормируется |
| Очень тонкий | Менее 0, 7 | Не нормируется |
|
|