Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Нормирование параметров шероховатости
|
|
Термины и определения шероховатости поверхностей установлены ГОСТ 25142–82. Номенклатуру параметров, числовые значения параметров и базовых длин, а также типы направлений неровностей устанавливают ГОСТ 2789–73 и ГОСТ 2.309–73.
Шероховатостью поверхности называют совокупность неровностей поверхности с относительно малыми шагами, выделенную с помощью базовой длины (ГОСТ 25142–82).
Способы нормирования шероховатости поверхности, установленные ГОСТами, распространяются на поверхности изделия, изготовленных из любых материалов и любыми методами, кроме ворсистых поверхностей. Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью (чаще всего в нормальном сечении). Для отделения шероховатости поверхности от других неровностей с относительно большими шагами ее рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Базовая длина l – длина базовой линии, используемой для выделения неровностей, характеризующих шероховатость поверхности. Базовая линия (поверхность) – линия (поверхность) заданной геометрической формы, определенным образом проведенная относительно профиля (поверхности) и служащая для оценки геометрических параметров поверхности. Численные значения базовой длины, применяемые для оценки шероховатости, уменьшаются с уменьшением шага и высоты неровностей и выбираются из следующего ряда значений: 0, 01; 0, 03; 0, 08; 0, 25; 0, 80; 2, 5; 8; 25 мм.
Численные значения шероховатости поверхности определяют по профилограмме (рис. 6.1) от единой базы, за которую принята средняя линия профиля т, т.е. базовая линия, имеющая форму нормального профиля и проведенная так, чтобы в пределах базовой длины среднее квадратическое отклонение профиля до этой линии было минимальным.
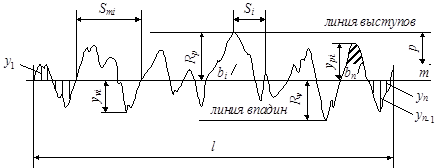
Рис. 6.1. Профилограмма и основные параметры шероховатости
Количественно шероховатость поверхности можно оценивать независимо от материала и способа изготовления одним или несколькими параметрами:
· средним арифметическим отклонением профиля R а;
· высотой неровностей профиля по 10 точкам Rz;
· наибольшей высотой неровностей профиля R max;
· средним шагом неровностей Sm;
· средним шагом местных выступов профиля S;
· относительной опорной длиной профиля tp.
Среднее арифметическое отклонение профиля R а является предпочтительным; оно характеризует среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
 (6.1)
(6.1)
или приближенно
 ; (6.2)
; (6.2)
где l – базовая длина;
n – число выбранных точек профиля на базовой длине;
y – расстояние между любой точкой профиля и средней линией
(нормируется от 0, 008 до 100 мкм).
Высота неровностей профиля по десяти точкам Rz – сумма средних абсолютных значений высот пяти наибольших выступов профиля и пяти наибольших впадин профиля в пределах базовой длины:
 , (6.3)
, (6.3)
где yp – высота i- го наибольшего выступа профиля;
yvi – глубина i -й наибольшей впадины профиля.
Наибольшая высота неровностей профиля R max – расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины l (нормируется от 0, 025 до 1000 мкм).
Параметры шероховатости в направлении длины профиля.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины:
 (6.4)
(6.4)
где n – число шагов в пределах базовой длины;
Smi – шаг неровностей профиля, равный длине отрезка средней линии, пересекающей профиль в трех соседних точках и ограниченной двумя крайними точками (нормируется от 0, 002 до 12, 5 мм).
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
 , (6.5)
, (6.5)
где n – число шагов неровностей по вершинам в пределах базовой длины;
Si – шаг неровностей профиля по вершинам, равный длине отрезка средней линии между проекциями на нее двух наивысших точек соседних выступов профиля (нормируется от 0, 002 до 12, 5 мм).
Параметры шероховатости, связанные с формой неровностей профиля. Опорная длина профиля η p – сумма длин отрезков bi отсекаемых на заданном уровне p в материале профиля линией, равноудаленной от средней линии m в пределах базовой длины:
 , (6.6)
, (6.6)
Относительная опорная длина профиля tp – отношение опорной длины профиля к базовой длине:
 . (6.7)
. (6.7)
Опорную длину профиля определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль параллельно линии выступов профиля. Линия выступов профиля – линия, проведенная параллельно средней линии, проходящая через высшую точку профиля в пределах базовой длины. Значение уровня сечения профиля p отсчитываются по линии выступов и выбирают из ряда: 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90% от R max. Относительная опорная длина профиля tp может быть равна: 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 %.
Выбор параметров шероховатости и их числовых значений производится на основании требований к шероховатости поверхности деталей. Требования следует устанавливать исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, требования к шероховатости поверхности не устанавливают и шероховатость этой поверхности не контролируют. Для неответственных поверхностей шероховатость определяется требованиями технической эстетики, коррозионной стойкости и технологии изготовления. Требования к шероховатости поверхности устанавливают путем указания параметра шероховатости (одного или нескольких), его числового значения, а также базовой длины, на которой необходимо определить параметры шероховатости. Требования к шероховатости поверхности устанавливают без учета дефектов поверхности (царапин, раковин и т.д.); при необходимости их указывают отдельно. В обоснованных случаях устанавливают требования к направлению неровностей и виду обработки, если он единственный для обеспечения качества поверхности.
Рассмотренный комплекс параметров способствует обоснованному назначению показателей шероховатости для поверхностей различного эксплуатационного назначения. Так, для трущихся поверхностей ответственных деталей устанавливают допускаемые значения  (или
(или  ),
),  и
и  , а также направление неровностей; для поверхностей циклически нагруженных ответственных деталей: ,
, а также направление неровностей; для поверхностей циклически нагруженных ответственных деталей: ,  и S. При выборе параметров и следует иметь в виду, что параметр
и S. При выборе параметров и следует иметь в виду, что параметр  дает более полную оценку шероховатости, так как для его определения измеряют и суммируют расстояния большего числа точек действительного профиля до его средней линии, тогда как при нахождении параметра
дает более полную оценку шероховатости, так как для его определения измеряют и суммируют расстояния большего числа точек действительного профиля до его средней линии, тогда как при нахождении параметра  измеряют расстояние только между пятью вершинами и пятью впадинами неровностей.
измеряют расстояние только между пятью вершинами и пятью впадинами неровностей.
Для лучшей оценки свойств шероховатости необходимо знать ее высотные, шаговые параметры и параметр формы  . Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей деталей связаны с фактической площадью их катания. Для определения опорной площади, которая образуется под рабочей нагрузкой, строим кривые относительной опорной длины профиля .
. Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей деталей связаны с фактической площадью их катания. Для определения опорной площади, которая образуется под рабочей нагрузкой, строим кривые относительной опорной длины профиля .
Например, при значении  , определенном по средней линии профиля, можно применять чистовое точение, а при
, определенном по средней линии профиля, можно применять чистовое точение, а при  необходимо хонингование. Относительная опорная длина профиля определяет значение пластической деформации поверхностей деталей при их контактировании.
необходимо хонингование. Относительная опорная длина профиля определяет значение пластической деформации поверхностей деталей при их контактировании.
В обоснованных случаях устанавливают требования к направлению неровностей (табл. 6.1) и виду обработки, если он единственный для обеспечения качества поверхности. Наименьший коэффициент трения, а следовательно, и износ трущихся деталей будет в случае, если направления движения не совпадают с направлением неровностей, например при произвольном направлении неровностей, возникающих при суперфинишировании и хонинговании. Для неответственных поверхностей шероховатость определяется требованиями технической эстетики, коррозионной стойкости и технологией изготовления. Требование к шероховатости поверхности устанавливают без учета дефекта поверхности – царапин, раковин и т.п., при необходимости их указывают отдельно. На чертеже шероховатость обозначают для всех поверхностей деталей независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. Структура обозначения шероховатости поверхности приведена на рис. 6.2 и 6.3.
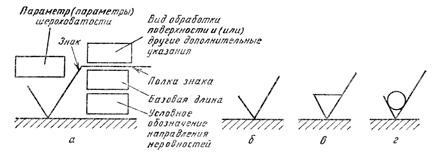
Рис. 6.2. Структура обозначения шероховатости поверхности
и виды знаков для указания ее: 1 – параметры шероховатости; 2 – вид обработки поверхности и (или) другие дополнительные указания; 3 – базовая длина; 4 – условное обозначение направления неровностей
В обозначении шероховатости поверхности, вид обработки которой конструктор не устанавливает, применяют знак, показанный на рис. 6.2, б; этот знак является предпочтительным.
В обозначении шероховатости поверхности, образуемой удалением слоя материала, например точением, фрезерованием и т.д., применяют знак, указанный на рис. 6.2, в. В обозначении шероховатости поверхности, образуемой без снятия слоя материала, например, литьем, ковкой и т.п., применяют знак, приведенный на рис. 6, 2, г, не обрабатываемые по данному чертежу поверхности, обозначают этим же знаком. Состояние поверхности, обозначенной этим знаком, должно удовлетворять требованиям, установленным соответствующим стандартом или техническими условиями на сортамент материала. Значение параметра шероховатости указывают в обозначении без символа, например 0, 63, для остальных параметров – после соответствующего символа, например  . Например, в обозначении
. Например, в обозначении  указана относительная опорная длина профиля
указана относительная опорная длина профиля  при уровне сечения профиля
при уровне сечения профиля  .
.
Основные числовые значения параметров шероховатости приведены в табл. 6.1 и 6.2.
Таблица 6.1
Числовые значения параметров шероховатости и базовой длины
| Высотные параметры, мкм | |||||||
| Rz | R max | R a | Rz | R max | R a | ||
| – | 10, 0 | 1, 00 | 0, 100 | – | 0, 010 | ||
| – | 8, 0 | 0, 80 | 0, 080 | – | 0, 008 | ||
| – | 6, 3 | 0, 63 | 0, 063 | – | – | ||
| – | 5, 0 | 0, 50 | 0, 050 | – | – | ||
| – | 4, 0 | 0, 40 | 0, 040 | – | – | ||
| – | 3, 2 | 0, 32 | 0, 032 | – | – | ||
| – | 2, 5 | 0, 25 | 0, 025 | – | – | ||
| – | 2, 0 | 0, 20 | – | 0, 020 | – | ||
| 1, 6 | 0, 16 | – | 0, 016 | – | |||
| 12, 5 | 1, 25 | 0, 125 | – | 0, 012 | – |
Таблица 6.2
Шаговые параметры Sm и S, мм
| - | 10, 0 | 1, 00 | 0, 100 | 0, 010 |
| - | 8, 0 | 0, 80 | 0, 080 | 0, 008 |
| - | 6, 3 | 0, 63 | 0, 063 | 0, 006 |
| - | 5, 0 | 0, 50 | 0, 050 | 0, 005 |
| - | 4, 0 | 0, 40 | 0, 040 | 0, 004 |
| - | 3, 2 | 0, 32 | 0, 032 | 0, 003 |
| - | 2, 5 | 0, 25 | 0, 025 | 0, 002 |
| - | 2, 0 | 0, 20 | 0, 020 | |
| - | 1, 6 | 0, 16 | 0, 016 | |
| 12, 5 | 1, 25 | 0, 125 | 0, 0125 | |
| Относительная опорная длина профиля, tp % | ||||
| 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 | ||||
| Базовая длина, мм | ||||
| 0, 01; 0, 03; 0, 08; 0, 25; 0, 80; 2, 5; 8, 0; 25, 0 |
|
|