Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Билет № 13
|
|
13.1. Схемы базирования и установка заготовок на станках и приспособлениях.
Чтобы обеспечить необходим. форму, размеры и точность изделия при мех. обработке, необходимо решить задачу базирования и закрепления заготовки на станке или в приспособлении. Решение задачи базирования заключ. в выборе баз и размещения на них опорных точек. Результаты этого решения оформляются в виде схемы базирования. Схемой базирования назыв. схема расположения опорных точек на базах.
Правила оформления схемы базирования приведена схема базирования призматической детали.
 Стандартом установлены след.правила изображения схемы базиров.:
Стандартом установлены след.правила изображения схемы базиров.:
-все опорные точки на схеме изображают условн. знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее кол-во опорных точек; - при наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и, около нее, проставляют номера совмещенных точек; - число проекций заготовки на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек Правила оформления схемы установа. Установ- часть тех. операции выполняемая при неизм. закреплении обрабат. заготовки. На схеме базир. обознач. базы с опорными точками. Однако схема не определяет, каким образом и с помощью каких эл. реализована та или иная двухсторонняя связь. Для этой цели в тех. документации по схеме базирования оформляется схема установа, на котор. наносят контур изделия, а также условные обозначения опор, зажимов и установочных устройств. Для изображения этих элементов следует применять сплошную тонкую линию. К установочным устройствам отнесены: центр неподвижный, центр вращающийся, центр плавающий, оправка цилиндрическая, оправка шариковая (роликовая), патрон поводковый. При закреплении заготовок на станках прим. установочно-зажимные устройства, т.е. приспособления. К ним относятся различные патроны, оправки, прихваты и т. д. Усл.обозначения некоторых видов установочно-зажимных устройств на рис. 2, 3, 4 - патроны двух, трех и
 четырехкулачковые; Ц - патроны и оправки цанговые; Г - патроны и оправки с гидропластовым зажимом; патроны и зажимы: Р - пневматические, Н - гидравлические, М - магнитные, ЕМ - электромагнитные, без обознач. - прочие
четырехкулачковые; Ц - патроны и оправки цанговые; Г - патроны и оправки с гидропластовым зажимом; патроны и зажимы: Р - пневматические, Н - гидравлические, М - магнитные, ЕМ - электромагнитные, без обознач. - прочие
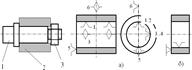
Установка длинной втулки на цилиндрической оправке с зазором; 1 – оправка, 2 –втулка, 3 – гайка; а – схема базирования; б – схема установа
13.2. Типовые компоновки гибких производственных модулей (ГПМ) для обработки тел вращения.
. Типовые компоновки гибких произ-ых модулей (ГПМ) для обработки тел вращения. Гибкая производственная система (ГПС) -совокупность или отдельная единица тех. оборудования и системы обеспечения его функционирования в автоматич. режиме, обладающая св-ом автоматизир. переналадки при произв-е изделий произвольной номенклатуры в установленных пределах значений их характеристик. ГПС по организационной структуре подразд. на след. уровни: гибкий производств. модуль - 1 уровень; гибкая автоматизир. линия и гибкий автоматизир. участок - 2 ур.; гибкий автоматизир. цех - 3 ур.; гибкий автоматизир. завод - 4 уровень. По степени автоматизации ГПС подраздел. на след. ступени: гибкий производств. комплекс - 1.; гибкое автоматизир. произв-о - 2 ступень. Если не требуется указания уровня организационной структуры производства или ступеней автоматизации, то применяют обобщающий термин «гибкая производств. система». Гибкий производств. модуль (ГПМ) - ГПС, состоящая из единицы технол-ого оборудования, оснащенная автоматизир. устройством программного управления и средствами автоматизации ТП, автономно функционирующая, осуществляющая многократ. циклы и имеющая возможность встраивания в систему более высокого уровня. Частным случаем ГПМ явл. роботизир-ый тех. комплекс (РТК) при условии возможности его встраивания в систему более высокого уровня. В общем случае в ГПМ входят накопители, приспособления-спутники (палеты), устройства загрузки и разгрузки, в том числе промышл. роботы (ПР), устройства замены оснастки, удаления отходов, автоматизир. контроля, включая диагностирование, переналадки и т. д.Так как ГПС в основном прим. в серийном произ-ве, то в основу системы входит станок с ЧПУ Загрузка и разгрузка его проводится с помощью промышл. робота или автоматизир. загрузочного устройства (АЗУ) Смена инструмента осуществл. из магазина инструментов или револьверной головки ГПМ обладает способностью подсоединения к центральной транспортно-складской системе, системе инструментального обеспечения и управляющим устройствам высшего ранга. Простейший ГПМ включ. станок с ЧПУ типа «обрабатывающий центр» (ОЦ) с одним или двумя инструментальными магазинами. Станок имеет два рабочих стола, Заготовку устанавливают на стол вручную, в то время как на другом столе изготовляется деталь. Более совершенным явл. ГПМ, содержащий станок типа ОЦ с одним или с двумя магазинами инструментов. Шаговый конвейер — накопитель паллет с 4, 6, 8 или 12 заготовками позволяет длительное время вести обработку с ограниченным участием оператора. На таких ГПМ можно обрабатывать различ. детали разнообразными инструментами. ГПМ со стендовым (стационарным) накопителем веерного типа характериз. тем, что число стендов-позиций накопления заготовок может наращиваться постепенно, что позволяет уменьшить первоначальные затраты. Заготовки со стендов на станок перегружаются с помощью поворотного стола. Загрузка заготовок в накопитель может осуществляться роботом или роботкаром. Отсутствие механизма конвейера упрощает конструкцию, увелич. надежность. Существ. ГПМ, отлич. от предшествующих тем, что имеет две системы смены инструмента: одна — из магазина, а вторая обеспечивает замену многошпинд. головок. Применение в ГПС оборудования с многошпинд. головками обеспеч. возможность совмещения переходов обработки и вследствие этого — высокую производит-ть. Смена головок может проводиться из магазина, поворотом револьверной головки, поворотом стола. Использование спец. шпиндельных насадок на станке с горизонт. шпинделем позволяет вести обработку вертикально располож. инструментами, что обеспеч. возможность обработки детали с пяти сторон. Этой же цели можно достичь применением спец. поворотного стола. Рассмотренные выше ГПМ содержали сверлильно-фрезерно-расточные станки с ЧПУ. Как основное оборудование, в ГПМ широко применяют также токарные станки с ЧПУ и токарно-фрезерные станки типа ОЦ. Инструмент меняется из магазина или путем поворота револьверной головки. Прим. станки с одним или двумя шпинделями. На станке с двумя шпинделями обрабат. одну деталь за два установа или несколько разных деталей. Наличие шпинделя для сверления и фрезерования позволяет полностью изготовить деталь типа тел вращения с отвер стиями, пазами, канавками, произвольно расположенными относительно оси вращения. В таких ГПМ загрузку деталей наиболее часто осуществляют с помощью промышленных роботов: 1. ГПМ на базе универсал. напольных роботов. Для сокращения времени на смену заготовок роботы делают с двумя руками или с двумя схватами. (-) загромождение роботом зоны, что препятствует наладке и контролю; низкая точность установки вследствие большого вылета рук. 2. ГПМ на базе навесных или встроенных роботов в основном для патронной обр-ки: а) робот МП10, станок 16К20. (-) загромождение рабочей зоны; -низкая грузоподъёмность; б) (+) -открытая рабочая зона; - позиц-ия робота при взятии заг-к из накопителей по двум координатам. (+) низкая грузоподъёмность при обр-ке патронных деталей. 3. ГПМ на базе портальных роботов. (+) открытая рабочая зона; высокая грузопод-ть; возм-ть обслуж-ия одним роботом несколько станков. Накопление деталей в ГПМ: использ-ся конвеерные накопители.а) тактовый стол конвеерного типа (24 пластины) (+)простота и дешевизна механизма. б) накопители конв-го типа со сменными палетами. 6 или 8 палет, которые могут авт-ки обмен-ся с трансп-ой системой. (-)усложнение констр-ии вслед-ии двух типов перемещения: тактовые перемещения между палетами и коорд-ое перем-ие между рядами деталей; необх-ть прогр-ния коорд-ых перемещений. в) линейные тактовые столы. стол подаётся на величину шага t. г) тактовые столы со штабелированием. (+)большой объём накопления деталей
Типовые компоновки (ГПМ) для обработки тел вращения.
Станочный комплекс модели БРСК-01 предназнач. для токарной обработки тел вращения в том числе и криволинейными резьбовыми поверхностями, из штучных заготовок диаметром до 200 мм, длиной от 20 до 100 мм, массой до 10 кг в условиях мелко и серийного многономенклатурного производства. В состав комплекса входят: Токарно-револьвсрный станок модели 1В340ПФЗО с вертикаль. осью вращения восьмипозиц. револьверной головки на крестовом суппорте, оснащенный оперативной системой ЧПУ «Электроника НЦ-ТМ-01 Примышл. робот модели М20Ц портального типа, двурукий, грузоподъемностью 20 кг (2x10); Тактовый восьмипозиц. стол для заготовок, одна из позиций которого служит для первоначальной выгрузки обработанных деталей. В дальнейшем обработ. детали укладываются на другие позиции, из которых выгружены все заготовки, Наиболее высоким уровнем автоматизации обладает токарный ОЦ «Модуль ИРТ 180ПМФ4», с контурно- позиционной системой ЧПУ и устройством автоматич. смены обрабатываемых деталей предназначен для комплексной высокопроизводит. обработки в усл. автоматизир. произ-ва деталей тел вращения из черных и цвет. металлов посредством выполнения следующих операций: точения и нарезания резьб резцами: сверления отверстий по наружной цилиндрической или торцевой поверхности детали: фрезерования плоскостей, поверхностей и пазов сложной конфигурации; нарезания несоосньгх резьб метчиками. Наибольш. диаметр обработки-200 мм. Наибольшая длина обработки—160 мм, наиб. число устанавливаемых инструментов 24, сверлильно-фрезерных инстр-ов—12. Модуль оснащают: Устр-вом автоматич. замены инструментального магазина; устр-ом автоматич. контроля размеров обрабат. деталей; устр-ом автоматич. контроля размеров настройки инструмента; устр-ом контроля поломки и износа инструмента; промышл. роботом для загрузки заготовок и выгрузки деталей: накопителем заготовок и деталей; транспортером уборки стружки скребкового типа
Билет № 14
14.1. Понятия о черновой, чистовой, настроечной, проверочной и искусственной базах.
Понятие о черновой, чистовой, настроечной, проверочной и искусственной базах. Черновой базой назыв. необработанная поверхность заготовки. По ней заготовку базируют в начальной стадии обработки на 1 установе. Чистовой базой назыв. обработанная поверхность. По ней базируют на последующих операциях. Настроечной базой назыв. обрабатываемая на данном установе поверхность заготовки, по которой производится настройка станка для обработки на том же установе др. поверхностей. Пример настроечной базы на рис. Согласно рис. имеем обрабатываемые поверхности А и В, котор. связаны размером Н1. Поверхность А задана относительно опорной поверхности С (установочной базы) размером Н2. Поэтому по определению поверхность А по отношению к поверхности В является настроечной базой. Фрезерный станок настраивают так, чтобы получить размеры Н1 и Н2. Вариантом настройки явл. установка на шпиндель горизонт.-фрезерного станка двух фрез соответствующего диаметра. При этом поверхности А и В будут обрабатываться одновременно за один установ. Проверочной базой назыв. поверхность, линия или точка заготовки, по отношению к которым производится выверка положения заготовки на станке или установка реж. инструмента при обработке заготовки, а также выверка положения других деталей или сб.единиц. Искусственной базой назыв. реальная поверхность заготовки, которая создается специально, если нельзя или трудно использовать другие поверхности. Примером искусств. базой явл. центровые отверстия вала, которые при его эксплуатации не используются и удаляются, если они мешают работе конструкции.
14.2. Методы достижения заданной точности замыкающего звена в сборочной размерной цепи, их выбор.
|
|