Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Анализ технологичности конструкции детали
|
|
КОНСТРУКТОРСКО-ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
Тормозная система является неотъемлемой частью трактора РУП " Минский тракторный завод".
Тормозаслужат для экстренной остановки, снижения скорости движения, выполнения крутых поворотов и удержания трактора в неподвижном состоянии при остановках и стоянках на уклонах. При торможении кинетическая энергия движущегося трактора превращается в работу трения, а затем в теплоту, рассеиваемую в окружающую среду.
Анализ технологичности конструкции детали
Крышка относится к классу корпусов. Крышка предназначена для защиты тормозной системы от загрязнений. Она изготовлена из чугуна СЧ 20 (ГОСТ 1412-85).
Эскиз детали «Крышка» представлен на рисунке 6.1.
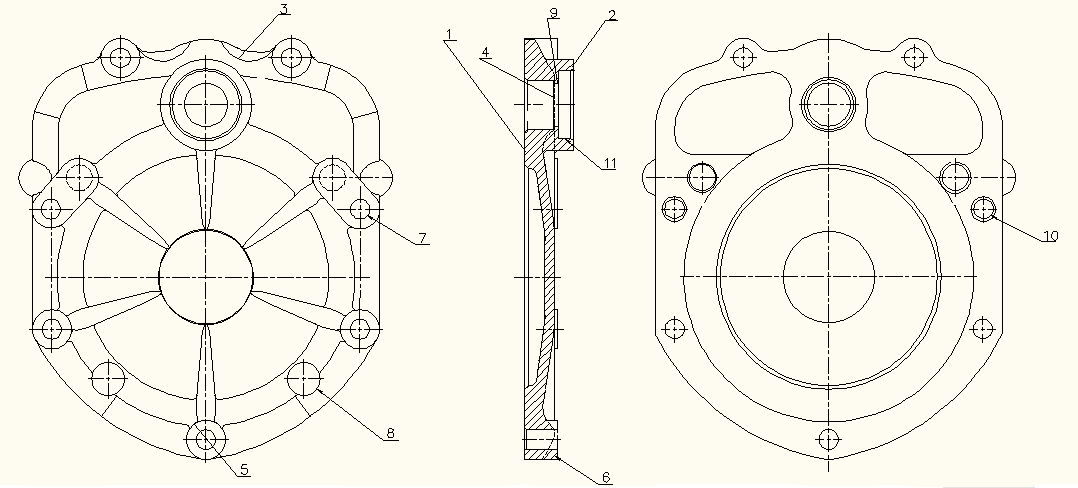
Рисунок 6.1 – Эскиз детали «Крышка»
Характеристика поверхностей детали «Крышка» представлена в таблице 6.1.
Таблица 6.1 – Характеристика поверхностей детали «Крышка»
| Наименование поверхности | Точность (квалитет) | Шероховатость, Ra, мкм |
| Торцевая (плоская) (1) | 2, 5 | |
| Торцевая (плоская) (2) | 12, 5 | |
| Лунка, паз (2 поверхности) (3) | 12, 5 | |
| Внутренняя цилиндрическая (4) | 3, 2 | |
| Бобышки (5 поверхностей) (5) | 12, 5 | |
| Торцевая (плоская) (6) | 12, 5 | |
| Внутренняя цилиндрическая (7 поверхностей) (7) | 12, 5 | |
| Внутренняя цилиндрическая (4 поверхности) (8) | 12, 5 | |
| Внутренняя цилиндрическая (9) | 2, 5 | |
| Резьба (2 поверхности) (10) | 12, 5 | |
| Внутренняя цилиндрическая (11) | 12, 5 |
Деталь представляет собой крышку шириной 323 мм. Он имеет пять бобышек диаметром 30 мм, точность h14, шероховатость Ra 12, 5 мкм.
Две лунки радиусом 23 мм, с точностью h14 и шероховатостью Ra 12, 5 мкм.
Внутренняя цилиндрическая (4) поверхность диаметром 60 мм, с точностью поверхности h14 и шероховатостью Ra 3, 2 мкм.
Внутренняя цилиндрическая (7) поверхность диаметром 30 мм, с точностью поверхности h14 и шероховатостью Ra 12, 5 мкм.
Внутренняя цилиндрическая (8) поверхность диаметром 25 мм, с точностью поверхности h14 и шероховатостью Ra 12, 5 мкм.
Внутренняя цилиндрическая (9) поверхность диаметром 52 мм, с точностью поверхности h14 и шероховатостью Ra 2, 5 мкм.
Резьба диаметром 8, 5 мм, с точностью h14 и шероховатостью Ra 12, 5 мкм.
Анализ технологичности детали – один из важных этапов в разработке технологического процесса, от которого зависят его основные технико-экономические показатели: метало- и трудоемкость, себестоимость.
Он проводится в два этапа: качественный и количественный.
Рассмотрим качественный анализ на технологичность.
Серый чугун СЧ20 ГОСТ 1412-85 является легко доступным, не дорогостоящим материалом. Деталь «Крышка» средних размеров, значит, нет необходимости использовать специальное оборудование для ее транспортировки.
Признаки, по которым деталь является технологичной:
- деталь симметрична;
- наличие сквозных отверстий;
- большинство поверхностей позволяет вести обработку стандартным инструментом;
- все отверстия детали выполнены не под углом;
- торцевые поверхности плоские;
- все фаски выполнены под одним углом, следовательно, есть возможность использовать один тип резца;
- наличие открытых лунок (пазов);
- в детали небольшое количество обработанных поверхностей, так как большинство поверхностей заготовочной операцией.
Элементами, по которым деталь признается нетехнологичной, являются глухие отверстия, что потребует регулировки передвижения инструмента резания при их сверлении, следовательно, этот факт существенно сократит техпроцесс.
Но, несмотря на наличие нетехнологичных элементов, деталь «Крышка» признается технологичной.
Рассмотрим количественную оценку технологичности.
Количественная оценка технологичности выполняется согласно ГОСТ 14201-73. Количественная сравнительная оценка технологичности детали может быть осуществлена лишь при использовании соответствующих базовых показателей: точности обработки, шероховатости поверхности, трудоемкости изготовления и технологической себестоимости детали и заготовки.
Количество поверхностей и их точность представлены в таблице 6.2.
Таблица 6.2 – Количество и точность поверхностей

| 
| 
|

|
1. Средний квалитет точности обработки изделия определяется по формуле 6.1:
 , (6.1)
, (6.1)
где Т – квалитет точности обработки;  – число размеров соответствующего квалитета точности.
– число размеров соответствующего квалитета точности.

Коэффициент точности обработки определяется по формуле 6.2:
 (6.2)
(6.2)

 0, 92
0, 92
Уровень технологичности конструкции по точности обработки определяется по формуле 6.3:
 (6.3)
(6.3)

Так как коэффициент по точности 0, 92 > 0, 75, то к детали применяются маленькие требования по точности. Следовательно, деталь по точности технологична.
Количество и шероховатость поверхностей представлены в таблице 6.3.
Таблица 6.3 – Количество и шероховатость поверхностей

|
| 
|
| 2, 5 | ||
| 12, 5 | 262, 5 | |
| 3, 2 | 3, 2 | |

| 280, 7 |
2. Средняя шероховатость поверхности изделия определяется по формуле 6.4:
 , (6.4)
, (6.4)
где Ш – шероховатость поверхности; – число поверхностей соответствующей шероховатости.

Коэффициент шероховатости поверхности определяется по формуле 6.5:
 (6.5)
(6.5)

Уровень технологичности конструкции по шероховатости поверхности: определяется по формуле 6.6.
 (6.6)
(6.6)

Так как коэффициент по шероховатости 0, 093 < 0, 35, то к детали применяются малые требования по шероховатости.
Чертеж детали после завершения технологического контроля не подвергается пересмотру и изменению, уровень технологичности конструкции по этим показателям равен 1.
|
|