Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Для новых пользователей первый месяц бесплатно. Чат-бот для мастеров и специалистов, который упрощает ведение записей: — Сам записывает клиентов и напоминает им о визите;
— Персонализирует скидки, чаевые, кэшбэк и предоплаты;
— Увеличивает доходимость и помогает больше зарабатывать; Начать пользоваться сервисом

Загальні положення. 1.1 Токарні верстати з ЧПК та їх технологічні можливості
|
|
1.1 Токарні верстати з ЧПК та їх технологічні можливості
Токарні верстати з ЧПК класифікуються за розташуванням осі обертання шпинделя (горизонтальні, вертикальні), розташуванням напрямних (горизонтальні, вертикальні, похилі), структурою інструментальної системи (із револьверною головкою чи інструментальним магазином), видом робіт (центрові, патронні, патронно–центрові, карусельні).
Центрові верстати (складають близько 10% токарних верстатів з ЧПК) призначені для зовнішньої обробки валів, включаючи нарізання різі різцем (найбільший діаметр Dmax деталі 250 – 380 мм).
Патронні верстати (близько 40% токарних верстатів з ЧПК) призначені для зовнішньої та внутрішньої обробки деталей типу втулок та фланців. Крім обточування, розточування та підрізки торців на цих верстатах можна проводити свердління, зенкерування, розвертування, нарізання різі мітчиками й плашками, а також нарізання зовнішньої та внутрішньої різі різцем (Dmax = 160... 1250 мм).
Патронно–центрові верстати (близько 35% парку токарних верстатів з ЧПК) поєднують технологічні можливості перших двох груп. Їх використовують для патронної та центрової обробки деталей з
Dmax = 160... 630 мм.
Для обробки деталей типу фланців, дисків і корпусів великих розмірів застосовують карусельні верстати.
1.2 Номенклатура оброблюваних деталей
На токарних верстатах з ЧПК обробляють деталі типу тіл обертання, які класифікуються за тими ж ознаками, що й для звичайних універсальних верстатів, тобто: диски й фланці (L < 2.5D, де L та D – відповідно довжина та діаметр деталі), втулки та пальці (2, 5D < L < 10D), вали (L > 10D), кріпильні деталі тощо.
1.3 Послідовність виконання переходів
Поверхні деталей, які обробляють на токарних верстатах, в залежності від призначення та точності обробки розподіляють на головні і допоміжні [2].
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
До головних поверхонь відносять плоскі, циліндричні та конічні, а також поверхні з криволінійною твірною та неглибокі (до 1 мм) канавки й виточки. Їх обробка виконується прохідними, контурними та розточувальними різцями.
До допоміжних поверхонь відносяться торцеві та кутові канавки, нарізні поверхні, канавки під клинові паси тощо.
Незважаючи на різноманітність форм оброблюваних поверхонь, найчастіше використовується така послідовність переходів:
1) центрування; 2) свердління; 3) підрізання торця; 4) попередня обробка головних поверхонь; 5) попередня обробка допоміжних поверхонь;
6) остаточна обробка допоміжних поверхонь (може виконуватися тим же інструментом, що й попередня); 7) однократна обробка допоміжних поверхонь; 8) остаточна обробка головних поверхонь.
Послідовність переходів може бути й іншою. Це визначається формою деталі, кількістю різальних інструментіву револьверній головці чи магазині верстата та іншими технологічними факторами.
1.4. Інструмент для обробки тіл обертання
Деталі, що обробляються на верстатах з ЧПК токарної групи, утворюються циліндричними, конічними, сферичними та торцевими поверхнями, на яких можуть бути канавки, фаски, різі. Для зовнішньої, торцевої та внутрішньої обробки вказаних поверхонь, а також для проточки канавок та нарізання різей використовують різці різних типів. Обробку отворів проводять також свердлами, зенкерами та розвертками.
Вибір різців проводиться за тими ж правилам і рекомендаціями, що і для верстатів із ручним керуванням. При цьому слід враховувати, що під час автоматичного циклу обробки геометрія різальної частини різця повинна забезпечувати надійне стружколамання. Найрозповсюдженіші типи різців показані у таблиці 1.1.
Програмованою точкою (центром) різця служить його вершина А або центр С заокруглення вершини. Центром прохідного різця з квадратною пластиною при поздовжній обробці є точка А, а при підрізанні торця – точка В.
Таблиця 1.1 – Найпоширеніші типи токарних різців
| Тип різця | Вигляд різальної частини | Призначення |
| Прохідний, підрізний (φ =95º) з трикутною пластиною з твердого сплаву (ТУ2-035-892-82) | 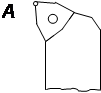
| Для чорнового і чистового точіння зовнішніх циліндричних і плоских (торцевих) поверхонь |
| Прохідний (φ =45º) з квадратною пластиною з твердого сплаву (ТУ2-035-892-82) | 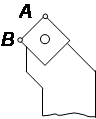
| Для чорнового і чистового точіння зовнішніх циліндричних, конічних, фасонних і плоских (торцевих) поверхонь |
| Продовження табл. 1.1. | ||
| Розточувальний (φ = 45º) з квадратною пластиною з твердого сплаву (ТУ2-035-892-82) | 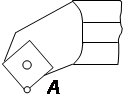
| Для чорнового і чистового розточування циліндричних, конічних і фасонних поверхонь в отворах |
| Контурний, (φ =93º) з ромбічною пластиною з твердого сплаву (ТУ2-035-892-82) | 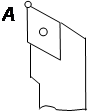
| Для чистового точіння зовнішніх циліндричних, конічних і фасонних поверхонь |
| Контурний розточувальний (φ =95º) з ромбічною пластиною з твердого сплаву (ТУ2-035-1040-86) | 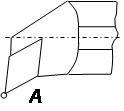
| Для чистового точіння циліндричних, конічних, фасонних поверхонь в отворах |
| Контурний (φ =63º, з трикутною правильною пластиною з твердого сплаву | 
| Для чорнового і чистового точіння зовнішніх циліндричних, конічних і фасонних поверхонь |
| Різенарізний (ТУ2-035-894-86) | 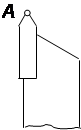
| Для нарізання різі на зовнішніх циліндричних або конічних поверхнях |
| Різенарізний (ТУ2-035-894-86) | 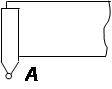
| Для нарізання різі в отворах |
| Прорізний (канавковий) (ТУ2-035-558-77) | 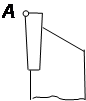
| Для точіння зовнішніх прямих канавок |
|
|