Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника

Айнымалы токтың жоғары вольтты ажыратқышын тексеру және күрделі жөндеу
|
|
Ажыратқ ышты техникалық кү йі бойынша жө ндеу:
- жұ мыстағ ы қ арсылық тан кейін;
- ажыратқ ыш багынан майдың ағ уын тапқ ан кезде;
- аз майлы ажыратқ ыштардан жарылу немесе фарфордың жиналып қ алуынан майдың ағ уын тапқ ан кезде;
- элегазды ажыратқ ыштардың герметикалығ ы бұ зылғ ан жағ дайда;
- механикалық немесе коммутациялық ресурстарды ө ндіргеннен кейін орындалады.
Жұ мыс жә не тексеру кө лемі қ ателік немесе зақ ымдану сипатымен анық талады.
Ажыратқ ыштарды тексеру кезінде бақ ыланатындар:
- элегазды таратушы қ ондырғ ы ғ имаратында элегаздың ағ уын іздегіштің болуы;
- элегаз қ ысымын бақ ылайтын қ ұ рылғ ының кө рсетуі немесе герметикалы (жиналмайтын) элегаздық ажыратқ ыштағ ы мембрананың бү тіндігі;
- ажыратқ ыштың жә не оның жетегінің сыртқ ы кү йі;
- ластанудың, кө рінетін сынық тардың, жарылу жә не оқ шауламаны жабатын іздердің болмауы;
- май ағ уының дең гейі жә не болмауы;
- жерлендірудің дұ рыстығ ы;
- ажыратқ ыштың жә не жетектің тө менгі температура мерзімінде қ ызуының жұ мысы;
- есептегіштің апатты сө ндірулер санын кө рсетуі.
Ажыратқ ыштарды ағ ымдағ ы жө ндеу кезінде:
- ажыратқ ышты жә не жетекті ішкі тексеру;
- оқ шауламаны жә не ажыратқ ыштың сыртқ ы бө ліктерін сү рту;
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
- май кө рсеткіш қ ондырғ ылардың дұ рыстығ ын тексеру;
-элегазды ажыратқ ыштарды ағ уын тексергішпен герметикалығ ын тексеру;
- тү йіспелі жә не механикалық байланыстардың сенімділігін тексеру;
- жетектің майлы жә не серіппелі буферлерінің дұ рыстығ ын тексеру;
- рұ қ сат етілген жердегі майлауды ауыстыру;
- трансформатор майын қ ұ ю немесе ауыстыру (қ ажет кезінде);
- кемінде 1МОм болатын 1000В мегаомметрмен қ осқ ыш жә не сө ндіргіш орамалардың жә не екінші реттік тізбектің оқ шауламаларының кедергілерін ө лшеу;
- тө лқ ұ жаттағ ыдан ±10% аспайтын ажыратқ ыштың қ озғ алмалы бө лігінің қ озғ алыс уақ ытын тексеру;
- ү ш еселі қ осу жә не сө ндірудімен сынау.
Майлы ажыратқ ыштар. Майлы ажыратқ ыштарды ағ ымдағ ы жө ндеу қ ұ рамында ү ш адамы (майлы ажыратқ ыштарда 110 и 220 кВ кернеумен) бар баригадамен жә не екеуі – қ алғ ан ажыратқ ыштарда, кернеуін алумен жү ргізіледі.
Аз кө лемді майлы ажыратқ ыштарды ағ ымдағ ы жө ндеу кезінде алдымен, ажыратқ ыш пен жетекті тексереді. Тексеру кезінде ажыратқ ыштың сыртқ ы бө ліктерінің ластануын, ә сіресе оқ шауланғ ан бө лшектердің, оларда жарық тардың болмауын; майдың алып тасталғ анын жә не оның тығ ыздалғ ан полюс арқ ылы ақ қ ан іздерінің болуын; полюстердегі май дең гейін; кездейсоқ қ ызу белгілерінің болмауын (мысалы, тү сінің қ ұ былуы) тексереді.
Оқ шауламаларды жә не ажыратқ ыштың сыртқ ы бө ліктерін керосинге батырылғ ан ескі заттармен сү ртеді, арқ андалғ ан бө ліктегі майлауды жаң артады, май кө рсеткіш қ ондырғ ылардың жұ мысын тексереді. Ажыратқ ыштың жә не жетектің бекітілуін тексереді; бекітуші бө лшектердің дұ рыстығ ын, жетек жә не ажыратқ ыштың мү шеленуінің дұ рыстығ ын; сынаманың қ осылуын жә не ажыратқ ыштың сө ндірілуін орындайды. Жұ мыс кө лемін анық тап, ағ ымдағ ы жө ндеуге кө шеді.
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
ВМПЭ-10 ажыратқ ышының ағ ымдағ ы жө ндеуі бө лшектеп ажыратумен келесі технологиялық ретпен жү ргізіледі:
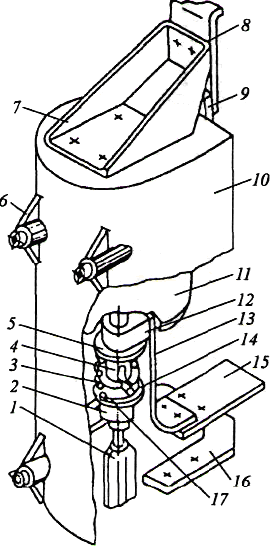
- полюс аралық қ алқ аларды алады, полюстардан майды қ ұ йып алады (2.12-сурет), розеткалы тү йіспемен тө менгі қ ақ пақ ты 1 алады, доғ а сө ндіргіш камералардан 21 жә не тіректік цилиндрлерден 23 суырады. Полюстерден суырылғ ан бө лшектерді қ ұ рғ ақ маймен жуады, сү ртеді жә не тексереді;
- ажыратқ ышты қ осулыіа сә йкес қ олмен жасалатын кү йге келтіреді жә не қ озғ алмалы стерженнің соң ын тексереді;
- егер тү йіспелер мен камераларда мардымсыз тозу (жұ мыс тү йіспесінің жоғ арысында металлдың аса ү лкен емес қ аспақ тануы) болса, онда олардың жоғ арысын егеумен немесе зімпаралы терімен тазаласа жеткілікті, содан соң маймен жуады. Бұ л жағ дайда келесі кезекті жө ндеуді тү йіспенің жә не камераның тозу дә режесіне тә уелді мерзімінен бұ рын жү ргізеді. Егер тү йіспелер жә не камералар доғ амен қ атты зақ ымданатын болса (тү йіспенің баяу балқ итын жалатылғ ан тесіп ө тетін қ ызу мен қ абыршақ болады жә не мыс бө лігінің ламелінің жә не стерженнің зақ ымдануы, камераның орталық саң ылауының ү рленген арнасының ү лкейген ө лшемі ені немесе диаметрі жә не т.б. бойынша 3 мм ү лкен), олар артық бө лік кешенімен ауыстырылуы керек;
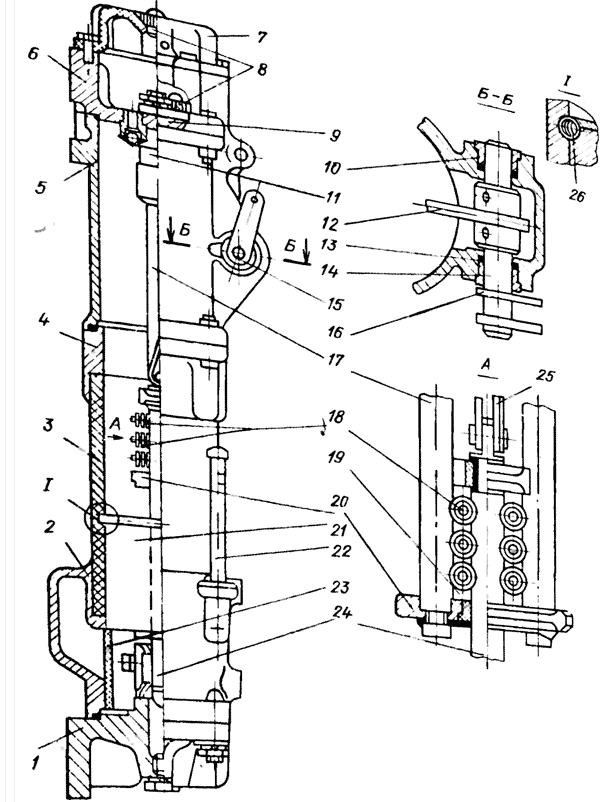
2.12-сурет 1600 А-ге дейінгі ВМПЭ-10 ажыратқ ышының полюсі:
1 – тө менгі қ ақ пақ; 2 - тө менгі фланец; 3 - цилиндр; 4 - жоғ арғ ы фланец; 5 - корпус; 6 - басы; 7 – жоғ ары қ ақ пақ; 8 – май тү сіргіш саң ылаудың тығ ыны; 9 - қ ақ пақ ша; 10 - подшипник; 11 - буфер; 12 – ішкі механизм рычагы; 13 - тығ ыздау; 14 - механизм валы; 15 - механизм; 16 – сыртқ ы механизм рычагы; 17 - бағ ыттаушы стержень; 18 – ток қ айтарғ ыштар; 19 - тығ ын; 20 - планка; 21 – доғ а сө ндіргіш камера; 22 – май кө рсеткіш; 23 - тірек цилиндр; 24 – қ озғ алмалы стержень; 25 - шығ ыршық; 26 – серіппе
- розеткалы тү йіспені жө ндеу кезінде ламелдің 4 жиналғ ан тү йіспесінде қ исаюсыз орнатылғ анын бақ ылау керек (2.13-сурет), тартылғ ан стержень кезінде ортағ а ең іс кү йінде жоғ арғ ы бө ліктің ө зара жанасуымен орналасады жә не тіректік сақ инада тіреу 2 қ ойылады.
Қ озғ алмалы стерженнің тү йіспесін ауыстыру қ ажеттілігінде полюсті бұ дан кейінгі ажырату келесі ретпен жү ргізіледі:
- жоғ арғ ы шиналарды ажыратады;
- корпусты алдын ала тартылымнан, оқ шауланғ ан цилиндрден жә не оқ шауламаның жоғ арғ ы тұ тқ асынан ажыратып, оны механизмнен алады;
- планканы алады 20 (2.12-сурет) жә не ток қ айтарғ ыштан 18 суырады;
- механизмдерді қ осулы кү йге келтіреді жә не механизм валын 14 ажыратады, бұ л кезде бө геткіш ажыратылады. Қ озғ алмалы стерженнің жаң а тү йіспесін ауыстыру кезінде қ арсы болғ анғ а дейін бұ ралғ ан болу керек (стержень мен тү йіспе аралық саң ылау жеткіліксіз),. При замене новый контакт подвижного стержня должен быть ввинчен до отказа (зазор между стержнем и контактом недопустим), тү йіспе тесіледі жә не тө рт жерде сенімді бекітеді. Стерженнің мыс бө лігі кө п зақ ымданғ ан жағ дайда тү йіспенің ү стін артық тұ рғ ан бө лік кешенінің жаң асымен ауыстырады;
- қ айта ажыратуда тізбекпен полюс бө лшектерін жинайды.
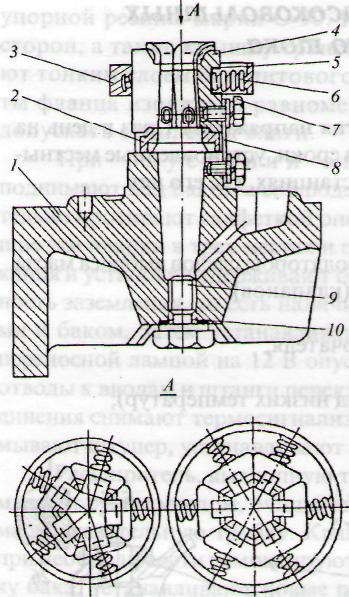
2.13-сурет Қ озғ алмайтын розеткалы типінің тү йіспесі:
1 – тө менгі қ ақ пақ; 2 – тіректік сақ ина; 3-сақ ина; 4-ламель (ажыратқ ышта номинальды токпен 630 жә не 1000 А – бес ламелді, 1600 А – алты ламелді, А тү рін қ ара); 5 – оқ шауланғ ан тө семе; 6 - серіппе; 7 - М8 болты; 8 – иілгіш байланыс; 9 – саң ылаудың май тү сіргіш тығ ыны; 10 - тө семе
Ток жү ргізетін бө лікті жуады жә не сү ртеді. Полюстердің тү йіспелі енгізулерін ГОИ-54 немесе ПВК майлауын жұ қ а қ абатпен майлайды. Жинау кезінде басының 6 тығ ыздалып жабысуын, жоғ арғ ы фланецті 4 корпуспен 5, тө менгі қ ақ пақ ты 1 фланецпен 2 қ амтамасыздандырады. Жиналғ ан полюстерде механизм жұ мысын тексереді. Бұ рылғ ан кезде сыртқ ы рычаг ү шін стержень бос болу керек, айқ асусыз, розеткалы тү йіспеге дейін барлық жү ріс бойынша араласады;
- барлық оқ шауламалы бө лікті, фарфорлы оқ шауламаны жә не май кө рсеткіштерді мұ қ ият тазалайды;
- майлы буфердің дұ рыстығ ын тексереді, қ ажет кезінде оны ажыратады. Индустриалды маймен толтырады жә не жуады, буферлік серіппені тазалайды жә не майлайды.
Ажыратқ ыштың жетегін жө ндеу кезінде жұ мыс жоғ арысындағ ы «шү ріппеге», блок-тү йіспе мен серіппеге аса назар аударады.
Ағ ымдағ ы жө ндеуден кейін шектелген бағ дарлама бойынша тексеру жү ргізеді. Майлы ажыратқ ыштың тү йіспелердің тұ рақ ты токқ а кедергісін ө лшеуден басқ а, ажыратқ ыш жә не қ осқ ыш катушка орамаларының кедергілерін, екінші ретті тізбектің оқ шаулама кедергісін, ажыратқ ыш жә не қ осқ ыш катушка орамаларын жә не ажыратқ ыш багындағ ы майды тексеру, ү ш еселі қ осылғ ан жә не сө ндірілген ажыратқ ыш валында ролик пен саң ылау арасын анық таумен жә не буферлік қ ондырғ ының табанды болтымен 4 ажыратқ ышты міндетті тү рде сынайды (2.14-сурет). Жетектің қ осылғ ан жағ дайында саң ылау ө лшемі 1-1, 5мм болу керек.
Кө п кө лемді майлы ажыратқ ышты ағ ымдағ ы жө ндеу бакты жарусыз келесі рет бойынша орындайды.
Бензинге батырылғ ан техникалық майлық пен енгізулерді сү ртеді, сынық тар мен фарфор жә не армировкалардың жарылуының болмауын тексереді. Тү йіспелі жоғ арығ а термопленканы жабыстырып, шинаның жабыстырылуын, май кө рсеткіштердегі ағ удың болмауын жә не енгізудегі май дең гейін, қ ажет кезінде май қ ұ я отырып тексереді.
Ажыратқ ыш механизмінің қ абырғ алық қ ақ пақ тарын ашады, ток трансформаторының оқ шаулама кедергісін 1000 В-тағ ы мегаомметрмен тексереді, тү йіспенің ө тпелі кедергісін ө лшейді.
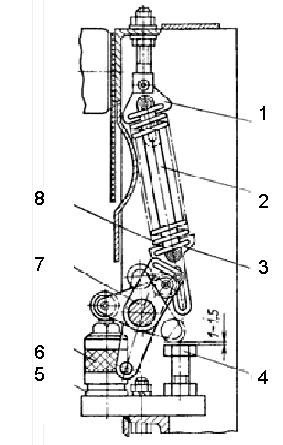
2.14 – сурет Буферлік қ ондырғ ы:
1, 3 – серіппе ұ стағ ыш; 2 – планка, 4 – табанды болт, 5 – шайба, 6 – майлы буфер, 7 – ажыратқ ыш валы, 8 –буферлік серіппе
Ажыратқ ышты кезектен тыс жө ндеу механикалық ресурсты ө ндіргеннен кейін немесе тозуғ а тө зімді қ алыпты шекті операция саны бойынша жү ргізіледі (2.3-кесте). Тү рлендіргіш агрегаттардың жиі қ осылатын ажыратқ ыштар ү шін коммутациялы (механикалық) ресурс жұ мыс тогының коммутация тогының санымен анық талады жә не металл керамикалық тү йіспелер ү шін 1000 операция, мыс тү йіспелер ү шін– 250 операция орындайды.
Сө ндірілген токтың сумматор-фиксеторы болғ анда кезектен тыс жө ндеудің қ ажеттілігі суммарлы коммутациялы токтың шекті мә ні бойынша анық талады (2.5-кесте).
2.3-кесте
Майлы ажыратқ ыштың механикалық ресурсы
| № п/п | Ажыратқ ыш типі | «Қ осылды- сө ндірілді» циклінің саны(Қ С) |
| ВМТ-220, ВМТ-110 | ||
| МКП-110 | ||
| ВМК и ВМУЭ - 27, 5; 35 | ||
| ВМП-10 | ||
| ВМГ-10, ВКЭ-10 | ||
| ВМПЭ-10 |
2.4-кесте
Майлы ажыратқ ыштың коммутациялық ресурсы
| № п/п | Ажыратқ ыш типі | Коммутацияланатын ток | Операция саны |
| У-220 | I = (0, 6 – 1) Iо.ном I = (0, 3 – 0, 6) Iо.ном I = Iном | ||
| ВМТ-220, ВМТ-110 | I = (0, 6 – 1) Iо.ном I = (0, 3 – 0, 6) Iо.ном I = Iном | ||
| МКП-110 | I = (0, 6 – 1) Iо.ном I = (0, 3 – 0, 6) Iо.ном I = Iном | ||
| ВМУЭ-35 | I = (0, 6 - 1) Iо.ном I = (0, 3 - 0, 6) Iо.ном I = Iном | ||
| ВМК-35 | I = (0, 6 - 1) Iо.ном I = (0, 3 - 0, 6) Iо.ном I = Iном | ||
| МКП-35, ВМД-35 | I = (0, 6 - 1) Iо.ном I = (0, 3 - 0, 6) Iо.ном I = Iном |
2.4-кестенің жалғ асы
| ВМУЭ-27, 5 | I = (0, 6 - 1) Iо.ном I = (0, 3 - 0, 6) Iо.ном I = Iном | ||
| ВМК-27, 5 | I=3, 5кА | ||
| ВМО-35 | I=3, 5кА | ||
| ВМПЭ-10-31, 5 ВКЭ-10-31, 5 | I = (0, 3 - 0.6) Iо.ном I = (0, 6 - 1) Iо.ном | ||
| ВМГ-10, ВМГ-133, ВМП-10 | I = (0, 6 - 1) Iо.ном I = (0, 4 - 0, 6) Io. ном I = (0, 2 - 0, 4) Io. ном I = (0, 1 - 0, 2) Io. ном | ||
| ВМПЭ-10-20 ВКЭ-10-20 | I = (0, 6 - 1) Iо.ном I = (0, 3 - 0, 6) Iо.ном | ||
| Ескерту. 1) I0. ном – сө ндірудің номиналды тогы, кА. 2) Тү рлендіргіш агрегаттардың жиі қ осылатын ажыратқ ыштар ү шін коммутациялы (механикалық) ресурс жұ мыс тогының коммутация тогының санымен анық талады жә не металл керамикалық тү йіспелер ү шін 1000 операция, мыс тү йіспелер ү шін– 250 операция орындайды. |
2.5-кесте
Майлы ажыратқ ыштың суммарлы коммутациялаушы тогы бойынша коммутациялы ресурсы
| № п/п | Ажыратқ ыш типі | Суммарлы коммутациялаушы ток, кА |
| ВМТ-220, ВМТ-110 | ||
| МКП-110 | ||
| ВМУЭ-35, ВМУЭ-27, 5 | ||
| ВМО-35 | ||
| ВМК-35, ВМК-27, 5 | ||
| ВМП-10, ВМГ-10 | ||
| ВМПЭ-10 |
Вакуумдық ажыратқ ыштар. В последнее время маломасляные выключатели переменного тока напряжением 10 кВ кернеумен айнымалы токтың аз майлы ажыратқ ыштары соң ғ ы уақ ыттарда тартылым қ осалқ ы станциясында вакуумдық ажыратқ ыштарды ауыстыратын болды (2.15-сурет), аз майлы ажыратқ ыштарғ а қ арағ анда белгілі артық сипаттамаларғ а ие болытын, оның ішінде:
- ауыстыруда қ ажеттіліктердің жә не доғ а сө ндіргіш ортаның толтырылуының болмауы;
- номиналды жә не Қ Т тогының коммутациясы кезіндегі жоғ ары тозуғ а тө зімділік;
- пайдаланудың қ арапайымдылығ ы, пайдалану шығ ынының азаюы;
- электрлік беріктіліктің жылдам қ айта қ алпына келуі  В/мкс;
В/мкс;
- толық жарылу жә не ө рт қ ауіпсіздігі;
- соқ қ ығ а жә не вибрациялы жү ктемеге шыдамдылық;
- ажыратқ ыш қ ұ рылымындағ ы вакуумды доғ а сө ндіргіш камераның (ВДК) ө ндірістік жұ мыстық жағ дайы;
- ВДК-да жұ мыс істеуге болатын қ оршағ ан ортаның кең диапазонды температурасы (-70-тен +200 °С-ге дейін);
- шусыздық, тазалық, Қ Т токтарының сө ндірілген кезінде ішкі эффектілердің болмауы доғ адағ ы энергияның аз белгіленуімен келісілген қ ызмет кө рсетудің ың ғ айлылығ ы;
- қ оршағ ан ортаның ластануының болмауы;
- жоғ ары жылдам қ озғ алыс, кез келген АПВ циклдегі жұ мыс ү шін қ олданады;
- аз салмақ тар жә не габариттер салыстырмалы жетектің аз қ уатының қ атынасының жұ мысы кезінде қ ұ рылымдағ ы біршама динамикалық жү ктемелер;
- ВДК жең іл ауыстыруы.
ВВ/ТЕL типінің вакуумдық ажыратқ ыштары жаң а дә уірдің коммутациялы аппараты болып табылады (2.16-сурет). Олардың қ ұ рылымдық шешімінің негізінде «магнитті ілгешекпен» жалпы валмен механикалық байланысқ ан электромагнитті жетектердің фаза бойынша қ олданылуы жатады. Мұ ндай қ ұ рылым барлық қ ызмет кө рсету мерзімі бойы жө ндеудің барлық тү рлерін қ осуғ а мү мкіндік береді, демек, ВВ/ТЕL вакуумдық ажыратқ ышының механикалық ресурсы «қ осылғ ан–ажыратылғ ан» циклінің 50 000–ын қ ұ райды, номиналды ток кезінде коммутациялық беріктілік бойынша ресурс – 50 000 осындай циклдерді жә не қ ысқ а тұ йық талу тогында 60–100 % І0 ном – 100 циклді; сонымен қ атар, ажыратқ ыш салмағ ын жә не габариттерді тө мендетеді, тұ рақ ты ток сияқ ты айнымалы токты басқ ару блогының кө мегімен оперативті тізбек бойынша ажыратқ ыштарды басқ арады.
Бұ дан басқ а, қ айта қ ұ растырылғ ан жә не қ айта ө ң делген КРУ (КСО) ү шін «Таврида - Электрик» кә сіпорнымен ұ яшық тарды қ айта қ ұ растыруда ұ яшық тарды қ айта қ ұ растыруда шығ ындарды тө мендететін «вакуумды ажыратқ ышты қ олданумен КРУ-ды модернизациялау» типтік жобасы ө ң делген.
Кернеуі алынғ ан вакуумдық ажыратқ ыштарды тексеруді «қ осылғ ан–ажыратылғ ан» 2500 операциядан кейін жү ргізеді, бірақ, бір жылда бір реттен кем болмауы керек. Бұ л ү шін жетектің қ ақ пағ ы алынғ ан кезінде ажыратқ ыштың, жетектің, тү йіспелі элементтердің ішкі тексеруі жү ргізіледі. Корпустың вакуумдық доғ а сө ндіргіш камераларының шаң дарын жә не оқ шауланғ ан тартылымды ескі заттармен сү ртеді. Тү йіспелердің қ ұ лағ ан жерлерін тексереді, жоғ арыдағ ы арқ андалғ ан жерлерді майлайды, тіректерді тартады жә не тексереді.
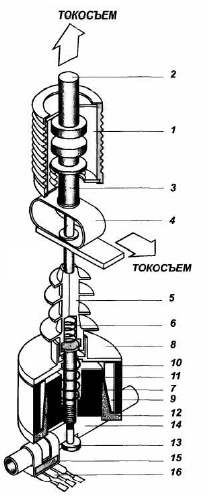
2.15 – сурет ВВТЭ-10-20/630У2 вакуумдық ажыратқ ыштың полюсі:
1 – оқ шауланғ ан тартылым; 2, 4 – тығ ындар; 3 – тү йіспелі серіппе; 5, 17 – жоғ ары жә не тө менгі шайбалар; 6 – полюсті бекітетін тығ ын; 7 – кронштейн; 8, 15 – жоғ арғ ы жә не тө менгі тү йіспелі пышақ; 9 – шина; 10 – оқ шауланғ ан каркас; 11 –ВДК камерасы; 12 –ВДК қ озғ алмалы тү йіспесі; 13 – иілгіш байланыс; 14 – саусақ; 16 – планка
Вакуумдық ажыратқ ышты ағ ымдағ ы жө ндеу оларда тұ рғ ызылғ ан жетекке толығ ымен тә уелді, демек, ажыратқ ыштың тү йіспелерінің эрозиясының ә сері аз, пайдалану уақ ытының ұ зақ тығ ындағ ы вакуумның нашарлау мә селесі шешілді, вакуумдық ажыратқ ыштардың қ ызмет кө рсету мерзімі тә жірибе жү зінде шектелмеген жә не барлық қ ызмет кө рсету мерзіміндегі ревизиялау жә не жө ндеу қ ажеттілігі болмайды.
Жө ндеудіжылына кемінде бір рет жү ргізеді, ол тә жірибе жү зінде тексеру кезінде орындалғ ан жұ мыс қ айталанады немесе механизмді блоктауда қ осымша тү йіспелердің жә не саң ылаулардың жұ мыс істеу кезінде қ ажет болғ анда реттеу жү ргізеді. Сондай-ақ, майлы ажыратқ ыштар сияқ ты вакуумдық ажыратқ ыштарда да ө зінің кезектен тыс жө ндеуді талап ететін жабдық ты ө ндіру бойынша механикалық жә не коммутациялық ресурстары болады (2.6-кесте).
Ажыратқ ыштарды жө ндеу аралық тексеру кезінде ағ ымдағ ы жө ндеу кезінде жү ргізілетін жұ мыстан басқ а мыналар орындалады:
- қ осулы кезінде тү йіспені тығ ыздап немесе басып, қ озғ алмалы бө ліктің жү рісін ө лшеу, тү йіспелердің тұ йық талуы мен ажыратылуының, тозуының біркелкілігін тексеру;
2.16 – сурет ВВ/ТЕL-10 вакуумдық ажыратқ ышы: 1 –ВДК қ озғ алмайтын тү йіспесі; 2 – вакуумдық доғ а сө ндіргіш камера; 3– ВДК қ озғ алмалы тү йіспесі; 4 – иілгіш ток жинағ ыш; 5 –тартылым оқ шаулама; 6 – жинағ ыш серіппе; 7 – жоғ арғ ы қ ақ пақ; 8 – сақ иналы магнит; 9 – якорь; 10 – сө ндіргіш серіппе; 11 – катушка; 12 – тө менгі қ ақ пақ; 13– вал; 14 – пластина; 15 – тұ рақ ты магнит; 16 – геркондар (ішкі қ осымша тізбекке арналғ ан тү йіспелер)
- жетектің екі-ү ш аралық жә не ә сер ету аймағ ының шегіндегі қ осулы жағ дайында механизмнің еркін тіркеуін ағ ыту ә рекетін тексеру;
- тұ рғ ызылғ ан ток трансформаторын тексеру, оқ шаулама кедергісін ө лшеу, жоғ арғ ы кернеулі оқ шауламаны тексеру, қ ателігін анық тау.
2.6- кесте
Вакуумдық ажыратқ ыштардың механикаылық жә не коммутациялық ресурсы
| № п/п | Ажыратқ ыш типі | Циклдардың механикалық ресурсы | Коммутациялық тозуғ а тұ рақ тылық | |
| Коммутацияланушы ток | Циклдардың шекті саны («қ осылғ ан–ажыратылғ ан») | |||
| ВВЛ-35-16/630 | I=I0.ном I=Iном |
2.6- кестенің жалғ асы
| ВВФ-27, 5/1250 | I=I0.ном I=Iном | ||||
| ВВК-27, 5/1250 | I=Iном I=1, 31ном I=81ном I=I0.ном | ||||
| ВВВ-10-2/230 | I=I0.ном I=0, 451ном I=Iном | ||||
| ВВТЭ-10-10/630 ВВТП-10-10/630 | I=I0.ном I=0, 610.ном | ||||
| ВВТЭ-10-20/630 ВВТП-10-20/630 | I=Iном I=I0.ном I=0, 510.ном | ||||
| ВВТЭ-10-12, 5/630 | I=Iном I=Iном | ||||
- келесі талаптарғ а жауап беретін ажыратқ ыш багындағ ы трансформатор тогын тексеру:
а) шолып анық тау бойынша механикалық қ оспа тү збеу;
б) 1 баллдан аспайтын ө лшенген кө мірді қ ұ рау;
в) 0, 25 мг-нан аспайтын КОН қ ышқ ылдық санның болуы;
г) 5 °С-ден аспайтын жарқ ыл температурасының азаюының болуы;
д) 15 кВ, 25 кВ-қ а дейінгі ажыратқ ыштар ү шін 20 кВ, 60-ден 220 кВ-қ а дейінгі ажыратқ ыштар ү шін 35 кВ ең аз сынақ кернеуінің болуы;
Ажыратқ ыштарды кү рделі жө ндеу кезінде тө мендегілер жү ргізіледі:
- ажыратқ ыш пен жетектің барлық тү йіндерін ажырату жә не жө ндеу;
- серіппенің, болттардың, гайкалардың, шплинттердің, қ ақ пақ тардың, бактардың, сақ тандырғ ыш қ ақ пақ шалардың, кө тергіш жә не пайдаланылғ ан қ ондырғ ылардың кү йін тексеру;
- ажыратқ ыштың ішкі бқ ліктерін тексеру жә не тазалау;
- ауыстыру қ ажеттілігі кезінде қ озғ алмалы жә не қ озғ алмайтын тү йіспелерді тазалау;
- камерены жә не олардың бө лшектерін ауыстыру;
- сигналды жә не блоктаушы тү йіспелерді жө ндеу;
- резең келі тығ ыздауды ауыстыру;
- лакталғ ан жабынды жаң арту;
- ажыратқ ышқ а қ ұ рғ ақ трансформатор майын қ ұ ю;
- ажыратқ ышты жә не жетекті реттеу.
Ажыратқ ыштарды кү рделі жө ндеу кезінде жө ндеу аралық жә не қ осымша кө лемде тексеру жү ргізеді:
- оқ шауламаның 2500В кернеуде 3 - 10кВ номиналды кернеудегі ажыратқ ыштар ү шін кемінде 300МОм, 15 - 150кВ кернеудегі ажыратқ ыштар ү шін 1000МОм; 220кВ кернеудегі ажыратқ ыштар ү шін 3000Мом болуы қ ажет мегаомметрмен органикалық материалдардан толтырылғ ан қ озғ алмалы жә не бағ ыттаушы бө ліктерінің кедергісін ө лшеу;
- егер ол 5 % енгізулердің ерекшелігінде tg δ тө мендесе, кептіруде болатын 35 кВ доғ а сө ндіргіш қ ондырғ ының ажыратқ ышының ішкі бакты оқ шауламасының кү йінің бағ асы;
- 1 минут бойы ө ндірістік жиіліктің жоғ арғ ы кернеулі оқ шауламаны тексеру (2.7-кесте);
- бір минут бойы ө ндірістік жиілікте 1000В кернеулі қ осқ ыш жә не ажыратқ ыш катушкалардың орамаларын жә не екінші ретті оқ шауламаны тексеру;
- тө менгі кернеудегі жұ мысты тексеру: сө ндіру катушкасының жұ мысының минималды кернеуі номиналдығ а қ арағ анда 35%-дан аз, олардың сенімді жұ мысының кернеуі 65%-дан кө п, қ осу контакторларының сенімді жұ мысының кернеуі номиналдыдан - 80 % -дан кө п болмауы керек;
- катушканың қ ысқ ыштарында 110, 100, 90 жә не 80 % номиналды кернеу кезінде 3-5 еселі сынаумен ажыратқ ышты тексеру.
Қ азіргі Нұ сқ ауда кө рсетілмеген ТО ажыратқ ыштар, шет елдік ұ йымдармен ө ндірілген жаң а типті ажыратқ ыштар жә не ажыратқ ыштар зауыт-ө ндірушінің нұ сқ ауына сә йкес жү ргізіледі.
Шекті ауытқ улар бақ ыланатын параметрлер туралы кө рсеткіштер болмағ анда олар ± 10 % аралығ ында қ абылданады.
Ажыратқ ыштардың электр жылыту жетектері жә не полюстері (бактар) ажыратқ ышты пайдалану бойынша нұ сқ аудағ ы кө рсетілген қ оршағ ан орта температурасынан тө мендегенде автоматты тү рде қ осылу керек, бірақ, минус 25 °С тө мен температурада міндетті.
Пайдалануғ а вакуумдық ажыратқ ышты енгізуден бұ рын нө лден тексерілетін кернеуге дейін баяулап кө терілу жолымен доғ а сө ндіргіш камераларғ а дайындық жү ргізеді. Камерада ойық пайда болғ анда кернеу тексерілетін кернеуден аз болғ анда ойық тарды тоқ татуғ а дейін кідіріс жасайды жә не бұ дан кейін кернеу тексерілетін кернеуге дейін кө теріледі.
2.7-кесте
Ө ндірістік жиіліктің ажыратқ ыштарғ а арналғ ан тексерілетін кернеуі
| Оқ шауламалар классы | Тексерілетін кернеу, кВ | |
| Фарфорлы оқ шаулама | Оқ шауламаның басқ а тү рлері | |
2.7-кестенің жалғ асы
| 27, 5 | - | |
Вакуумдық ажыратқ ыштарды жоғ ары кернеуде тексеру тексерілетін кернеудің екі дең гейімен: тексерілетін кернеуден 1/з-ге дейін 1секундта 1кВ жылдамдық ты соқ қ ымен жә не ары қ арай баяу жү ргізіледі. Кідірістен кейін берілген тексерілетін кернеу бір минут бойы 5 секундқ а жуық 1/3 тең кернеу мә ніне дейін немесе тексерілетіннен азайып тө мендейді, бұ дан кейін кернеу сө ндірілуі мү мкін. Бұ л кезде ойық ты немесе оқ шауламаның зақ ымдануын (ә лсіз білезік тә ждің ауада пайда болуына рұ қ сат беріледі) бақ ылау қ ажет емес.
ВВФ-27, 5 типті вакуумдық ажыратқ ыштардың доғ а сө ндіргіш камераларының тү йіспелерінің тозуын алдын ала тексеру траверс жә не арнайы гайка дең гейінде орналасқ ан байқ ау саң ылауы арқ ылы жү ргізіледі.
Траверс жү рісінің азаюы кезінде арнайы гайканың басына қ атынасы кез келген камерадан 2мм ү лкен, фарфор қ ақ пақ ты алғ анда тү йіспелердің тозуына мұ қ ият ө лшеу жү ргізеді.
Ә р тү рлі элегазды ажыратқ ыштар ү шін элегаздың ылғ алдылығ ын бірінші рет – элегазбен толтырылғ аннан соң бір аптадан кейін, ал содан соң жылына екі рет (қ ыста жә не жазда) бақ ылануы керек.
Ылғ алдылық минус 50°С-ден жоғ арыламайтын қ ұ рамын шық нү ктесінің температурасын ө лшеу бойынша анық тайды.
Ажыратқ ыш багындағ ы трансформатор майын тексеру қ ысқ а тұ йық талуды сө ндіргеннен кейін кө п кө лемді майлы ажыратқ ыштың жарылу қ уатының тө лқ ұ жаттық мә нінің жартысынан кө п қ уатпен, 110 кВ жә не одан жоғ ары кернеулі аз кө лемді кернеуден тә уелсіз жә не ө лшенген кө мірдің болуымен жү ргізіледі.
35 кВ-қ а дейінгі кернеулі аз кө лемді ажыратқ ыштарда май тексерілмейді. Кү рделі жө ндеу кезінде, сонымен қ атар, майлы ажыратқ ыштың тө лқ ұ жаттық мә нінің жартысынан кө п жарылу қ уатымен қ ысқ а тұ йық талуды ү ш еселі сө ндіруден кейін май жаң а маймен ауыстырылады.
Бақ ылау сұ рақ тары:
1. Техникалық кү йі бойынша ажыратқ ыштарды жө ндеудің мә ні неде?
2. Майлы ажыратқ ыштарды ағ ымдағ ы жө ндеу қ алай жү ргізіледі?
3. Вакуумдық ажыратқ ыштарды ағ ымдағ ы жө ндеу қ алай жү ргізіледі?
4. Жө ндеу аралық тексеру қ алай жү ргізіледі?
5. Ажыратқ ыштарды кү рделі жө ндеу қ алай жү ргізіледі?
|
|