Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
⚡️ Для новых пользователей первый месяц бесплатно. А далее 290 руб/мес, это в 3 раза дешевле аналогов. За эту цену доступен весь функционал: напоминание о визитах, чаевые, предоплаты, общение с клиентами, переносы записей и так далее.
✅ Уйма гибких настроек, которые помогут вам зарабатывать больше и забыть про чувство «что-то мне нужно было сделать».
Сомневаетесь? нажмите на текст, запустите чат-бота и убедитесь во всем сами!
Базирование приспособления на станке
|
|
Так как на станках с ЧПУ относительное перемещение инструмента и заготовки происходит в системе заранее определенных координат, то необходимо не только ориентировать и закрепить заготовку в приспособлении, но и строго ориентировать приспособление в системе координат станка. Приспособление должно быть ориентировано не только в поперечном направлении относительно стола станка, но и в продольном.
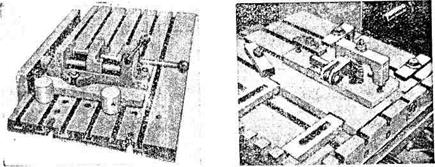
Поскольку станки с программным управлением в основном применяют в мелкосерийном производстве, когда объект производства меняется достаточно часто, для сокращения времени их простоя, связанного со сменой приспособлений, необходимо предусматривать их быструю установку и закрепление на столе станка. Для полной ориентации приспособлений на столах некоторых предусмотрены поперечные пазы и отверстия. Например, столы вертикально-фрезерных станков с ЧПУ имеют поперечный паз и центральное отверстие (рис.4, а). Стол многоцелевого станка фирмы Giddings & Lewis имеет поперечные пазы и несколько рядов отверстий (рис.4, б ). Стол многоцелевого станка фирмы Brown and Shorpe (США) имеет три продольных и один поперечный паз (рис.4, в ).
В приспособлениях должны быть предусмотрены установочные элементы, соответствующие посадочным местам станков и обеспечивающие их точную ориентацию относительно стола станка.
Рисунок 4 -
 |
Столы станков с ЧПУ
При наличии на столе станка продольных и поперечного пазов приспособление базируется установочными шпонками или штырями. При наличии на столе станка продольных пазов и вентрального отверстия приспособление базируется по центральному отверстию и продольному пазу двумя штырями.
Для установки на столах станков имеющих центральное отверстие и поперечный паз (рис.4, б), в приспособлениях предусматривают два штыря или штырь и шпонку при фиксации приспособления по отверстию и пазу, либо три штыря или три шпонки при фиксации приспособлений по продольному и поперечному пазу. При установке приспособлений на столах станков, имеющих пазы и ряд отверстий (рис.4, в), приспособление ориентируют либо по пазу станка посредством штырей или шпонок, устанавливаемому в отверстии станка, либо в «координатный угол» по трем штырям, устанавливаемым в отверстия станка, два из которых ориентируют приспособление по направляющей базовой поверхности, а один — по упорной.
При наличии в системе ЧПУ плавающего нуля ориентацию приспособления в продольном направлении осуществляют от базовой поверхности установленной в приспособлении заготовки посредством контрольной оправки со щупом (или без него). Но это существенно увеличивает время установки.
Для полного базирования приспособлений, устанавливаемых на столах станков, имеющих только продольные пазы, применяют универсальные накладные плиты с сеткой Т-образных пазов, жестко закрепляемые на столах станков.
На рис.5, а показана установка тисков на накладной плите. Плита имеет продольные пазы и ряд отверстий.
На торцах накладных плит фирмы Warney and Swasey имеются резьбовые отверстия для закрепления упорных планок с пазами (рис.5, б), обеспечивающих установку приспособлений в координатный угол.
Рисунок 5 -
 |
Установка приспособлений на координатные плиты
Поскольку станки с ЧПУ применяют в основном в мелкосерийном производстве, необходима частая смена приспособлений на столе станка. Следовательно, при ориентации приспособлений по пазам стола станка посредством цилиндрических или призматических шпонок будет иметь место интенсивный износ пазов стола станка. Помимо этого, установка приспособлений по шпонкам является весьма трудоемким процессом, что значительно увеличивает время простоя станков.
Рисунок 6 -
 |
Элементы, для установки приспособлений на столе станка
Для уменьшения износа пазов и быстрой установки приспособлений, ориентируемых по пазу стола станка, элементы дли установки приспособлений на станки целесообразно устанавливать и закреплять не на корпусе приспособления, а на столе станка (рис.6). Круглые шпонки устанавливают в Т-образном пазу станка (рис.6, а), а в приспособлении устанавливают закаленную втулку, большая фаска которой облегчает быструю установку приспособления на столе станка.
Призматические шпонки устанавливают в пазу станка (рис.6, б). В корпусе приспособления в этом случае делают паз с большими фасками. Для быстрой установки приспособлений на станке призматические шпонки иногда выполняют с большими заходными фасками под углом 150 (рис.6, в).Призматические шпонки также закрепляют в Т-образных пазах станков (рис.6, г).В этом случае корпус приспособления базируют по обработанным торцам платиков в «координатный угол».
|
|