Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Наименование: G – коды. G72 – G75.
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 11
Наименование: G – коды. G72 – G75.
Профессия: Оператор станков с числовым программным управлением

| ГБОУ РМ СПО «СПТ» | Учебный элемент №11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать коды G40-G71, а также: - порядок программирования обработки по торцу; - порядок программирования обработки по контуру; - примеры использования этих G-кодов; - формат кодов. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: - правила безопасности HAAS, - пульт управления станком; - функции дисплеев на пульте управления, - включение станка. Ввод и редактирование программы; - оснастка; - G-коды. Подготовительные функции; - функции G00, G01, G02, G03, G04; - коды G09 – G32, - коды G50 – G64; - коды G70 – G71.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
G72 Цикл съема припуска по торцу (группа 00)
*D Глубина резания для каждого прохода съема припуска, полож.
*F Скорость подачи в PQ блоке G72
*I величина и направление припуска чернового прохода G72 по оси X, радиус
*K величина и направление припуска чернового прохода G72 по оси Z
P Номер начального блока траектории прохода
Q Номер конечного блока траектории прохода
*S Скорость шпинделя в PQ блоке G72
*T Инструмент и смещения в PQ блоке G72
*U величина и направление допуска чистового прохода G72 по оси X, диаметр
*W величина и направление допуска чистового прохода G72 по оси Z
Примечание: G18 плоскость Z-X должна быть активна
 %
О00100
T101
G54
G50 S2500
G96 S500 M03
G00
%
О00100
T101
G54
G50 S2500
G96 S500 M03
G00
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
X4.05 Z0.2
G72 P101 Q102 U0.03 D0.2 F0.01
N101 G00 Z-1
G01 X1.5 X1. Z-0.75
G01 Z0
N102 X0
G70 P101 Q102
G00 X4.05 Z0.2
M30
%
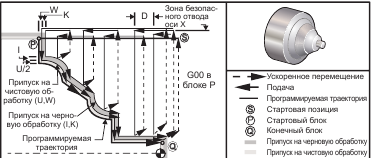
Этот стандартный цикл снимает материал с детали по заданной форме готовой детали. Он аналогичен G71, но снимает материал по торцу детали Определите форму детали, запрограммировав траекторию чистовой обработки, а затем используйте PQ блок G72. Все команды F, S и T в строке G72 или
задействованные на момент G72 используются в цикле черновой обработки G72. Обычно для чистовой обработки используется вызов в G70 того же определения PQ блока.
Команда G72 обращается с двумя типами траекторий обработки. Если в программной траектории ось Z не меняет направление -- это первый тип траектории (тип I). Второй тип траектории (тип II) позволяет смену направления оси Z. Смена направления оси X недопустима для обоих типов траектории, как типа I, так и типа II. Если настройка 33 установлена в FANUC, то при наличии в блоке P в вызове G72 перемещения только по оси X выбирается тип I. Если блок P содержит перемещения и по оси X, и по
оси Z, принимается черновая обработка типа II. Если настройка 33 установлена в YASNAC, черновая обработка по типу II указывается включением R1 в командном блоке G72 (Подробнее см. тип II).
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
G72 Цикл съема припуска по торцу
G72 состоит из черновой и чистовой фаз. Черновая и чистовая фаза отрабатывают немного поразному для типа I и типа II. Черновая фаза состоит из повторяющихся проходов вдоль оси X с заданной скоростью подачи. Чистовая фаза заключается в проходе по заданной траектории для
удаления лишнего материала, оставшегося после черновой фазы, оставляя материал для возможного блока G70 с инструментом чистовой обработки. Последним перемещением для обоих типов является возврат в начальное положение S.
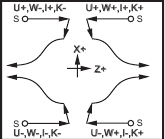
На предыдущем рисунке начальное положение S -- это положение инструмента в момент вызова G72. Зона безопасного отвода X выводится из начального положения оси X и суммы U и опциональных допусков чистовой обработки I.Любой из четырех квадрантов плоскости X-Z может быть обработан при правильном задании адресных кодов I, K, U и W. Следующий рисунок показывает знаки этих адресных кодов для получения желаемой производительности в соответствующих квадрантах.
 Особенности типа I
При задании программистом типа I предполагается, что во время обработки траектория инструмента по оси Z идет в одном направлении.
Каждое положение оси Z при черновом проходе определяется применением значения, указанного в D, к текущему положению оси Z. Характер перемещения в плоскости отвода X для каждого чернового прохода определяется G-кодом в блоке P. Если блок P содержит код G00, перемещение в плоскости отвода X происходит в режиме быстрых перемещений. Если блок P содержит G01, перемещение будет производиться со скоростью подачи G72.
Каждый черновой проход останавливается до пересечения программной траектории инструмента, учитывая черновые и чистовые допуски. Затем инструмент отводится от детали
Особенности типа I
При задании программистом типа I предполагается, что во время обработки траектория инструмента по оси Z идет в одном направлении.
Каждое положение оси Z при черновом проходе определяется применением значения, указанного в D, к текущему положению оси Z. Характер перемещения в плоскости отвода X для каждого чернового прохода определяется G-кодом в блоке P. Если блок P содержит код G00, перемещение в плоскости отвода X происходит в режиме быстрых перемещений. Если блок P содержит G01, перемещение будет производиться со скоростью подачи G72.
Каждый черновой проход останавливается до пересечения программной траектории инструмента, учитывая черновые и чистовые допуски. Затем инструмент отводится от детали
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
| под углом в 45 градусов на расстояние, указанное в настройке 73. Затем инструмент перемещается в зону безопасного отвода оси X. По завершению черновой обработки инструмент перемещается параллельно траектории инструмента для зачистки. Если заданы I и K, производится дополнительная обработка параллельно траектории обработки. Особенности типа II При задании программистом типа II допускается изменение траектории PQ инструмента по оси Z (например, траектория по оси Z может поменять направление).Траектория PQ оси Z не должна превышать начальное положение. Единственное исключение -- блок Q. Если настройка 33 установлена в YASNAC, черновая обработка по типу II должна включать R1 (без десятичной точки) в командном блоке G71. Если настройка 33 установлена в FANUC, черновая обработка по типу II должна содержать ссылочное перемещение по осям X и Z в блоке, указанном в P. Черновая обработка производится аналогично типу I, за исключением того, что после каждого прохода по оси X инструмент следует по траектории, определенной PQ. Затем инструмент отводится параллельно оси Z на расстояние, определенное в настройке 73 (Отвод в стандартных циклах). Черновая обработка по типу II не оставляет ступенек в детали до завершения резания, и, как правило, обеспечивает лучшее качество обработки. Примечание: Побочным эффектом использования припусков чистовой или черновой обработки X является предел между двумя проходами с одной стороны канавки и соответствующей точкой с другой стороны канавки. Это расстояние должно быть больше суммы черновых и чистовых допусков, умноженной на два. Например, если траектория по типу 2 G72 содержит следующее: ... X-5. Z-5. X-5.1 Z-5.1 X-8.1 Z-3.1 ... Наибольший припуск, который возможно задать, равен 0.999, поскольку наибольшее расстояние по горизонтали от начала резания 2 до исходная точка резания 3 равно 0.2. При задании большего припуска произойдет перерез. Коррекция на инструмент аппроксимируется настройкой допуска на черновую обработку соответственно радиусу и типу кромки инструмента. Таким образом, ограничения, относящиеся к допуску, относятся также и к сумме допуска и радиуса инструмента ВНИМАНИЕ! Если последнее перемещение с резанием на траектории P-Q является немонотонной кривой с использованием припуска на чистовую обработку, добавьте короткое движение отвода (не применяйте U). | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
 G72 Цикл съема припуска по торцу.
Пример программы Описание
%
00722 (Цикл черновой обработки G72)
T101
S1000 M03
G00 G54 X2.1 Z0.1
G72 P1 Q2 D0.06 I0.02 K0.01 U0.0 W0.01 S1100 F0.015
N1 G01 Z-0.46 X2.1 F0.005
X2.
G03 X1.9 Z-0.45 R0.2
G01 X1.75 Z-0.4
G02 X1.65 Z-.4 R0.06
G01 X1.5 Z-0.45
G03 X1.3 Z-0.45 R0.12
G01 X1.17 Z-0.41
G02 X1.03 Z-0.41 R0.1
G01 X0.9 Z-0.45
G03 X0.42 Z-0.45 R0.19
G03 X0.2 Z-0.3 R0.38
N2 G01 X0.01 Z0
G70 P1 Q2 (Чистовой проход)
G72 Цикл съема припуска по торцу.
Пример программы Описание
%
00722 (Цикл черновой обработки G72)
T101
S1000 M03
G00 G54 X2.1 Z0.1
G72 P1 Q2 D0.06 I0.02 K0.01 U0.0 W0.01 S1100 F0.015
N1 G01 Z-0.46 X2.1 F0.005
X2.
G03 X1.9 Z-0.45 R0.2
G01 X1.75 Z-0.4
G02 X1.65 Z-.4 R0.06
G01 X1.5 Z-0.45
G03 X1.3 Z-0.45 R0.12
G01 X1.17 Z-0.41
G02 X1.03 Z-0.41 R0.1
G01 X0.9 Z-0.45
G03 X0.42 Z-0.45 R0.19
G03 X0.2 Z-0.3 R0.38
N2 G01 X0.01 Z0
G70 P1 Q2 (Чистовой проход)
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||
M05
G53 X0
G53 Z0
(Или G28)
M30
%
G73 Цикл съема припуска по произвольной траектории (группа 00)
D Количество проходов, положительное число
*F Скорость подачи в PQ блоке G73
I величина и направление по оси X от первого до последнего резания, радиус
K величина и направление по оси Z от первого до последнего резания
P Номер начального блока траектории прохода
Q Номер конечного блока траектории прохода
*S Скорость шпинделя в PQ блоке G73
*T Инструмент и смещения в PQ блоке G73
*U величина и направление допуска чистового прохода G73 по оси X, диаметр
*W величина и направление допуска чистового прохода G73 по оси Z
G18 плоскость Z-X должна быть активна

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
G73 Цикл съема припуска по произвольной траектории
Стандартный цикл G73 может использоваться для черновой обработки предварительно сформованных (например, литых) заготовок. В данном стандартном цикле предполагается, что материал снят или отсутствует на каком-то известном расстоянии от программной траектории инструмента PQ.
Обработка начинается в текущем положении (S), и перемещается или подается к месту первого чернового резания. Характер движения подвода зависит от того, используется ли G00 или G01 в блоке P. Обработка продолжается параллельно программной траектории инструмента. По достижении блока Q выполняется быстрое перемещение отвода в положение начала плюс смещение на второй черновой проход. Подобным образом черновые проходы продолжаются количество раз, указанное в D. По
завершении последнего чернового прохода инструмент возвращается в начальное положение S.
Действуют только F, S и T, заданные до блока G73 или в самом блоке. Все коды подачи (F), скорости шпинделя (S) или смены инструмента (T) в строках от P до Q игнорируются.
Смещение первого чернового резания определяется как (U/2 + I) для оси X и как (W + K) для оси Z. Каждый последовательный черновой проход постепенно перемещается ближе к последнему черновому проходу на величину (I/(D1)) по оси X, и на (K/(D-1)) по оси Z. Последнее черновое резание
всегда оставляет материал на допуск, указанный U/2 для оси X и W для оси Z. Этот стандартный цикл предназначен для использования со стандартным циклом чистовой обработки G70.
Программная траектория PQ не обязательно должна быть монотонной по X или Z, однако следует убедиться, что остающийся материал не препятствует перемещению инструмента во время движений подвода и отвода. Значение D должно быть положительным целым числом. Если значение D содержит десятичную точку, будет выдано сообщение об ошибке. Четыре квадранта плоскости ZX могут обрабатываться при использовании следующих знаков для U, I, W и K.

|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
Взаимосвязь адресов в цикле G71
G74 Цикл проточки канавок на торце, сверление со ступенчатой подачей(группа 00)
*D Зазор между инструментом и заготовкой в процессе возврата в начальное положение
(положительный).
*F Скорость подачи
*I приращение по оси X между циклами вывода сверла, положительный радиус
K приращение по оси Z между выводами сверла в цикле
*U расстояние в приращениях до самой дальней точки подачи сверла по оси X (диаметр)
W расстояние в приращениях по оси Z до общей глубины сверления
*X абсолютное положение по оси X самого дальнего цикла сверления (диаметр)
*Y Абсолютное положение оси Y
Z абсолютное положение по оси Z общей глубины сверления
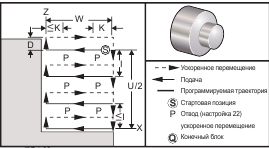 G74 Цикл нарезания торцовых канавок, сверление со ступенчатой подачей
Стандартный цикл G74 используется для проточки канавок на торце детали, сверления с периодическим выводом сверла или обточки.
G74 Цикл нарезания торцовых канавок, сверление со ступенчатой подачей
Стандартный цикл G74 используется для проточки канавок на торце детали, сверления с периодическим выводом сверла или обточки.
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
Если в блок G74 добавляется код X или U и X не является текущим положением, будет выполнено минимум два цикла вывода инструмента. Один в текущем положении, а другой – в положении X. Код I -- это расстояние в приращениях между циклами ступенчатой подачи по оси X. Добавление I приведет к выполнению нескольких, с одинаковым интервалом, циклов вывода инструмента между исходным положением S и X. Если расстояние между S и X не делится на I без остатка, последний интервал будет меньше I.
Если в блок G74 добавляется K, ступенчатый отвод производится через промежутки, указанные K, как быстрое перемещение в направлении, противоположном подаче на расстояние, определенное настройкой 22. Код D может использоваться для нарезания канавок и обточки для обеспечения зазора
при возврате в начальную плоскость S
 G74 Цикл нарезания торцовых канавок
Пример программы Описание
%
O0071
T101
G97 S750 M03
G00 X3. Z0.05 (Ускоренное перемещение в исходное положение)
G74 Z-0.5 K0.1 F0.01 (Подача Z-.5 с выводом инструмента.100")
G53 X0
G53 Z0
M30
%
G74 Цикл нарезания торцовых канавок
Пример программы Описание
%
O0071
T101
G97 S750 M03
G00 X3. Z0.05 (Ускоренное перемещение в исходное положение)
G74 Z-0.5 K0.1 F0.01 (Подача Z-.5 с выводом инструмента.100")
G53 X0
G53 Z0
M30
%
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
 G74 Цикл нарезания торцовых канавок (многопроходный)
Пример программы Описание
%
O0074
T101
G97 S750 M03
G00 X3. Z0.05 (Ускоренное перемещение в исходное
положение)
G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 (Цикл нарезания торцовых канавок,
многократный проход)
G53 X0
G53 Z0
M30
%
G75 Цикл нарезания наружных/внутренних канавок (Группа 00)
*D Зазор между инструментом и заготовкой в процессе возврата в начальное положение (положительный).
*F Скорость подачи
*I Шаг ступенчатой подачи по оси Х в пределах цикла (на радиус)
*K Шаг между циклами ступенчатой подачи по оси Z
*U Приращение суммарной глубины ступенчатой подачи по оси Х
W Расстояние приращения по оси Z самого длинного цикла подачи с выводом инструмента
*X Абсолютное положение суммарной глубины подачи с выводом инструмента по оси X (диаметр)
G74 Цикл нарезания торцовых канавок (многопроходный)
Пример программы Описание
%
O0074
T101
G97 S750 M03
G00 X3. Z0.05 (Ускоренное перемещение в исходное
положение)
G74 X1.75 Z-0.5 I0.2 K0.1 F0.01 (Цикл нарезания торцовых канавок,
многократный проход)
G53 X0
G53 Z0
M30
%
G75 Цикл нарезания наружных/внутренних канавок (Группа 00)
*D Зазор между инструментом и заготовкой в процессе возврата в начальное положение (положительный).
*F Скорость подачи
*I Шаг ступенчатой подачи по оси Х в пределах цикла (на радиус)
*K Шаг между циклами ступенчатой подачи по оси Z
*U Приращение суммарной глубины ступенчатой подачи по оси Х
W Расстояние приращения по оси Z самого длинного цикла подачи с выводом инструмента
*X Абсолютное положение суммарной глубины подачи с выводом инструмента по оси X (диаметр)
| ||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
Z Абсолютное положение самого длинного цикла подачи с выводом инструмента по оси Z
G75 также используется для радиального сверления с периодическим выводом сверла приводным инструментом.
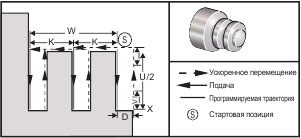 G75 Цикл проточки наружных/внутренних канавок
Стандартный цикл G75 можно использовать для нарезания канавок по наружному диаметру. Если к блоку G75 добавляются коды Z или W, причем Z не соответствует текущей координате, выполняются по крайней мере два цикла ступенчатой подачи. Один - в текущем положении, а другой - в указанной
координате Z. Код К устанавливает приращение между циклами ступенчатой подачи по оси Z. Добавление кода К используется для нарезания множества равноудаленных канавок. Если расстояние между начальной позицией и суммарной глубиной (Z) не кратно K, то последний интервал по оси Z будет меньше K. Имейте в виду, что зазор, необходимый для удаления стружки определяется настройкой 22.
G75 Цикл проточки наружных/внутренних канавок
Стандартный цикл G75 можно использовать для нарезания канавок по наружному диаметру. Если к блоку G75 добавляются коды Z или W, причем Z не соответствует текущей координате, выполняются по крайней мере два цикла ступенчатой подачи. Один - в текущем положении, а другой - в указанной
координате Z. Код К устанавливает приращение между циклами ступенчатой подачи по оси Z. Добавление кода К используется для нарезания множества равноудаленных канавок. Если расстояние между начальной позицией и суммарной глубиной (Z) не кратно K, то последний интервал по оси Z будет меньше K. Имейте в виду, что зазор, необходимый для удаления стружки определяется настройкой 22.
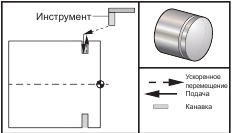
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
Пример программы Описание
%
O0075
T101
G97 S750 M03
G00 X4.1 Z0.05 (Ускоренный отвод)
G01 Z-0.75 F0.05 (Подача к положению канавки)
G75 X3.25 I0.1 F0.01 (Проточка канавок или пазов
наружных/внутренних, с периодическим выводом
инструмента в один проход)
G00 X5. Z0.1
G53 X0
G53 Z0
M30
%
Следующая программ иллюстрирует использование цикла G75 (многократный проход):
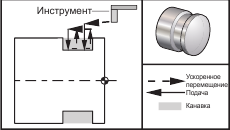 Пример программы
(СВЕРЛЕНИЕ ПРИВОДНЫМ ИНСТРУМЕНТОМ - РАДИАЛЬНОЕ)
T101
G19
G98
M154 (Включение оси С)
G00 G54 X6. C0. Y0. Z1.
G00 X3.25 Z0.25
G00 Z-0.75
G97 P1500 M133
M08
G00 X3.25 Z-0.75
Пример программы
(СВЕРЛЕНИЕ ПРИВОДНЫМ ИНСТРУМЕНТОМ - РАДИАЛЬНОЕ)
T101
G19
G98
M154 (Включение оси С)
G00 G54 X6. C0. Y0. Z1.
G00 X3.25 Z0.25
G00 Z-0.75
G97 P1500 M133
M08
G00 X3.25 Z-0.75
|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
G00 C0.
G19 G75 X1.5 I0.25 F6.
G00 C180.
G19 G75 X1.5 I0.25 F6.
G00 C270.
G19 G75 X1.5 I0.25 F6.
G00 G80 Z0.25 M09
M135
M155
M09
G00 G28 H0.
G00 X6.Y0. Z3.
G18
G99
M00
M30
%

|
| ГБОУ РМ СПО «СПТ» | Тест № 1 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | |
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Для использования цикла G72, необходимо знать: А) форму детали, Б) размеры детали, В) форму и размеры детали. 2. Первый тип траектории применяется. Когда: А) не меняется положение по Х, Б) не меняется положение по Z, В) меняется положение по Z. 3. Что указывается буквой D в цикле G72? А) диаметр, Б) глубина, В) количество проходов. 4. Что указывается буквой D в цикле G73? А) диаметр, Б) глубина, В) количество проходов. 5. На каких заготовках легче использовать цикл G73? А) литых, Б) прокате, В) штампованных. 6. Коды F, S и T действуют: А) в строках от Р до Q, Б) до строк от Р до Q, В) после строк Р до Q. 7. Каждый черновой проход смещается на величину: А) U/2 + I, Б) W + K, В) U/2 - I. 8. Каждый последовательный черновой проход перемещается на величину: А) I/ D -1 по оси X, Б) I/ K - D по оси X, В) K/ D – 1 по оси Z. |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Практическая работа №1 Тема работы: Цель работы: Изучить порядок составления прогр Методическое обеспечение: Учебный элемент № 9 Оборудование: токарный станок с ЧПУ HAAS TL 1 Описание: Изучить порядок и составить блок пр Ход выполнения: 1. Прослушать краткий инструктаж по технике безопасности. 2. Изучить учебный элемент № 8. 3. Пример выполнения задания: | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 11 Наименование: G – коды. G72 – G75 Профессия: Оператор станков с программным управлением | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Варианты заданий:
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|