Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
⚡️ Для новых пользователей первый месяц бесплатно. А далее 290 руб/мес, это в 3 раза дешевле аналогов. За эту цену доступен весь функционал: напоминание о визитах, чаевые, предоплаты, общение с клиентами, переносы записей и так далее.
✅ Уйма гибких настроек, которые помогут вам зарабатывать больше и забыть про чувство «что-то мне нужно было сделать».
Сомневаетесь? нажмите на текст, запустите чат-бота и убедитесь во всем сами!
Состав формовочных смесей.
|
|

Все компоненты, входящие в состав формовочной массы, имеют естественное происхождение и в виде сырья обладают выраженной огнеупорностью.
Каждому производителю необходим опыт для изготовления сырья с определенной огнеупорностью путем изменения соотношения компонентов смеси для получения стабильных результатов.
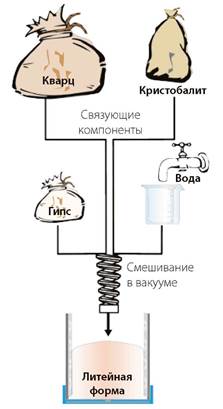
В качестве основных материалов для формовочной массы используют кварц и кристобалит. Однако они не вступают между собой в химическое взаимодействие. Для изготовления упрочненной литейной формынеобходим связующий материал.
Как один из вариантов, можно использовать гипс в сочетании с водой. Соотношение гомогенно смешанных в порошок составных частей (кварца, кристобалита, гипса) может быть изменено фирмой-производителем в зависимости от специфики применения.
Необходимого изменения величины термического расширения связанных гипсом формовочных смесей достигают дозированием сухой массы и жидкости.
Если для замешивания формовочной массы используется большее количество воды, то снижается плотность порошка (кварц+кристобалит+гипс), обусловливая уменьшение теплового расширения при нагреве.
Если для замешивания массы используется небольшое количество жидкости, то повышением плотностисмеси кварца, кристобалита и гипса достигается более высокое тепловое расширение.
лагодаря высокой степени гидрофильности гипса, как связующего вещества, можно получить более однородную формовочную смесь, используя различное количество жидкости. Это позволяет применять ее для формовки поверхностей любого качества без образования трещин.
Гипсовые формовочные смеси. Основные компоненты
Кварц и кристобалит - это основные компоненты формовочной смеси с фосфатным связующим. В этом случае гипс, как составная часть связки, заменяется фосфатами. Кварц, кристобалит, кислый фосфат аммония и жженую магнезию смешивают до получения гомогенного состояния.
Изменяя консистенцию используемых компонентов смеси, производитель может изменять качестваформовочной массы и, таким образом, удовлетворять разнообразные требования.
Варьируя количество используемой жидкости, при гипсовой связке формовочной смеси можно достичь более точной регулировки расширения, чем при применении фосфатной связки кварца и кристобалита.
Фосфаты обладают очень незначительным смачиванием: малые порции жидкости не позволяют смешать формовочную массу гомогенно, в то же время при увеличении количества связующего не возникает никакого дополнительного контактного соединения.
Из-за этого литейные формы рвутся и образуют шероховатую поверхность отливки. Чтобы соотношение связующего компонента и порошка изменялось незначительно, в качестве жидкости для смешивания используют кремниевый золь.
При комнатной температуре 20 ° C плотность кремниевого золя составляет 1, 4 г/см3, что превышает плотность воды (1, 0 г/см3). Высокая плотность кремниевого золя повышает коэффициент расширения смеси, способствуя улучшению кристаллизации и качества формы при затвердевании.
Плотность концентрированного кремниевого золя уменьшается при добавлении к нему дистиллированной воды, и, как следствие, уменьшается расширение смеси. Таким образом, на тепловое расширение можно влиять даже при использовании формовочной массы с фосфатным связующим.
|
|