Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструкции обсадных труб и их соединений
|
|
Обсадные трубы выпускаются цельнокатанными. По ГОСТу 632-90 обсадные трубы изготавливаются из углеродистых легированных сталей марок Д, К, Е, Л, М, Р с пределом прочности на растяжение соответственно равным 65, 70, 75, 80, 90 и 110 кг/мм2 и пределом текучести 38, 50, 55, 65, 75 и 95 кг/мм2. Диаметр обсадных труб с 114 мм (4//) до 508 мм (20//). Толщина стенок труб от 6 до 14 мм.
 Рис.19
Резьба треугольного профиля
Рис.19
Резьба треугольного профиля
| Длина. Труб 10±3 м. На концах труб нарезается наружная конусная резьба конусностью 1: 16, угол профиля резьбы 600 (рис.19), число ниток на 1 дюйм для труб диаметром 168 мм 8 ниток, для труб большего диаметра 6 ниток на 1 дюйм. |
Трубы выпускаются с нормальной и удлиненной резьбой.
Соединяются трубы друг с другом посредством муфт с внутренней резьбой под резьбу труб.
Муфта на один конец трубы навертывается в заводских условиях. В транспортных условиях наружная резьба трубы защищается предохранительным кольцом, а внутренняя резьба трубы защищается ниппелем. Кроме указанных труб изготавливается трубы повышенной прочности и герметичности со специальной трапецеидальной резьбой (рис.20) марок ОТТМ1, ОТТГ1, ТБО-4 и ТБО-5.
| Трапецеидальная резьба выполнена с конусностью 1/16 для труб диаметром до 194 мм и 1/10 для остальных. Шаг резьбы 4, 23 и 5, 08 мм соответственно, глубина резьбы 1, 6 мм. Угол наклона профиля 30 и 100. Для спуска труб на сварке заводами выпускаются трубы без резьб и с фасками на концах. С обоих концов трубы делают внутренние проточки | 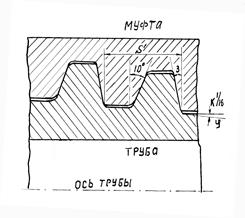 Рис.20
Резьба трапецеидального профиля
Рис.20
Резьба трапецеидального профиля
|
| длиной до 30 мм и глубиной 3-4 мм. При соединении труб внутрь вставляют втулку. На наружной части одного конца делают проточку под хомут (рис.21). Применение сварных колонн позволяет облегчить конструкцию скважины, т.к. за счет отсутствия муфт колонну можно спускать при меньшем диаметре скважины. |
 Рис.21
Сварочные соединения для спуска труб
Рис.21
Сварочные соединения для спуска труб
|
Наружная поверхность труб покрывается краской, обычно черной.
Партию труб завод снабжает сертификатом, удостоверяющим соответствие труб и муфт требованиям стандарта.
Каждая труба маркируется (рис.22), на нее наносится клеймо и пишется краской: завод-изготовитель (например, ТМЗ - Таганрогский металлургический завод), длина трубы, диаметр, толщина стенки, марка стали, класс точности изготовления, товарный знак завода, клеймо ОТК и клеймо приемщика Я.
 Рис.22
Маркировка труб
Рис.22
Маркировка труб
|
В зависимости от точности изготовления труб и резьб выпускаются трубы 1 и 2 класса. На трубах 2-го класса зеленой краской наносится поясок.
|
|