Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Оптимизация выбора вида заготовки и методов ее изготовления
|
|
Выбор вида заготовки является важным этапом технологического проектирования и во многом определяет качество готовых изделий и себестоимость их изготовления. Под заготовкой обычно понимается предмет производства, из которого изменением форм и размеров, шероховатости поверхностей и свойств материала изготавливают деталь или неразъемную сборочную единицу (узел). В качестве исходных заготовок в машиностроении принимают:
1) отливки, полученные литьем в песчаные либо металлические формы или другими способами;
2) горячекатаный прокат обычной или повышенной точности, а также профильный фасонный либо другой тип проката,
3) поковки, полученные методом свободной ковки, ковкой в подкладных кольцах и штампах;
4) штамповки (поковки), полученные обработкой давлением – объемной горячей и холодной штамповкой;
5) сварные заготовки из листового материала.
Выбор вида заготовки представляет собой сложную многовариантную задачу. При этом необходимость решения этой задачи может возникнуть на различных этапах технической подготовки производства, а именно: при конструировании, технологическом проектировании. В общем случае вид заготовки должен быть выбран при конструировании детали, а оптимальный метод ее изготовления уточнен при технологическом проектировании. Способ выполнения этих работ определяется видом детали и основывается на одном из трех вариантов:
1) если деталь обрабатывается со всех сторон и не предъявляются особые требования к ее физико-механическим свойствам и макроструктуре металла, то выбор заготовки производится только технологом;
2) если деталь обрабатывается со всех сторон, но к ней предъявляются дополнительные требования, то конструктор, задавая эти требования (например, к расположению волокон металла), косвенно задает возможные методы получения заготовки; окончательное решение о выборе заготовки принимает технолог;
3) если деталь имеет необрабатываемые поверхности, то конструктор предварительно задается определенным типом заготовки, указывая штамповочные или литейные радиусы, уклоны и другие параметры, а технолог определяет оптимальный метод получения заготовки. Решение о выборе заготовки в этом случае целесообразно принимать совместно конструктору и технологу. В настоящее время при выборе вида заготовки конструктор, так же как и технолог, практически не производит технико-экономических расчетов и принимает решение исходя только из своего опыта.
Оптимизация выбора метода получения заготовки позволяет не только снизить затраты на ее изготовление, но и значительно сокращает трудоемкость и себестоимость механической обработки. Выбор оптимальной заготовки должен проводиться по комплексным оценкам, которые учитывают затраты и трудоемкость выполнения всего ТП изготовления детали. При нарушении этого условия может получиться так, что при незначительной себестоимости получения заготовки общая себестоимость изготовления детали окажется завышенной вследствие большой трудоемкости механической обработки. В то же время следует иметь в виду, что выбор исходной заготовки и методов ее изготовления выполняется на первых этапах разработки ТП и предшествует составлению маршрута и проектированию операций механической обработки. Это создает определенные трудности для проведения оптимизации выбора вида заготовки с учетом затрат на механическую обработку.
Анализ видов заготовок, используемых в машиностроении, показывает, что их выбор определяется рядом основных показателей (признаков): видом материала, серийностью выпуска, конструктивной формой детали, массой и размерами детали, требуемой точностью заготовки, коэффициентом использования металла и др.
Наиболее важными являются первые четыре признака. Однако учет даже всех перечисленных признаков в ряде случаев не дает однозначного решения по выбору метода получения заготовки и приходится дополнительно проводить технико-экономический анализ. В основу этого анализа может быть положена оптимизация. В качестве критерия оптимальности используется минимальная себестоимость изготовления заготовки Сз, которая определяется стоимостью материала, переменными затратами (заработная плата основных рабочих, затраты на амортизацию оборудования, оснастку, инструмент и т.д.) и постоянными годовыми расходами. Однако выбор заготовки с минимальным значением Сз не всегда приводит к оптимальному варианту технологического процесса изготовления детали. Заготовки, полученные различными методами, отличаются припусками, что оказывает влияние на черновую обработку, в частности на первые операции ТП механической обработки. Поэтому при оптимизации выбора заготовки необходимо также учитывать затраты на выполнение черновых операций механической обработки Смех. При более точной оценке метода получения заготовки целесообразно принимать во внимание стоимость отходов металла Смех, возникающих при механической обработке заготовок с различными припусками. Тогда общий вид зависимости для критерия оптимальности выбора метода получения заготовки может быть представлен следующим образом:
С = min (Сз + Смех – Сотх).
Однако выбор вида заготовки по предлагаемому критерию в конкретных производственных условиях не всегда целесообразен. Имеют место случаи, когда лучше использовать заготовку, которая выбирается либо в соответствии с критерием минимальной себестоимости механической обработки min Смех, либо из минимума затрат на материал min (См–Сотх). Исходя из этого, при решении задачи выбора оптимального метода получения заготовки выделяют следующие этапы:
1) выбор возможных видов заготовки по материалу детали;
2) выбор возможных методов изготовления заготовок исходя из серийности, конструктивной формы, массы и размеров детали;
3) определение технических характеристик для выбранных видов заготовок (точности, коэффициента использования металла и др.);
4) определение себестоимости заготовки Сз для выбранных методов ее изготовления;
5) определение стоимости затрат на механическую обработку Смех для выбранных видов заготовок;
6) определение стоимости отходовметалла длявыбранных видовзаготовок Сотх;
7) выбор оптимального метода изготовления заготовки для конкретных условий производства.
Для формализации условий выбора вида заготовки и методов ее изготовления, а также построения на их основе алгоритмов решения рассматриваемой задачи первоначально проводится классификация всех признаков, определяющих выбор заготовок. Для упрощения алгоритмов выбора заготовки и методов ее изготовления все признаки кодируются.
1. Вид материала (ВМ). Предварительный анализ этого признака показал целесообразность классификации всех материалов с использованием 3-уровневого кодирования. Структура кода имеет следующий вид:
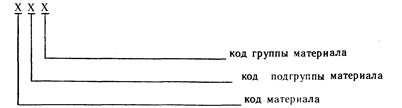
Все материалы разделяются на 7 групп и соответственно кодируются: стали углеродистые (литейные) – 1; чугуны – 2; литейные сплавы – 3; высоколегированные стали и сплавы – 4; низколегированные стали – 5; легированные стали – 6; автоматные стали – 7. Код группы используется для определения возможных видов и методов изготовления заготовок. Второй уровень классификации, описываемый кодами подгрупп, объединяет материалы, имеющие одинаковые или близкие технологические свойства. Коды подгрупп материалов учитываются при определении затрат на черновую механическую обработку. На последнем уровне классификации кодируются конкретные материалы, и эта информация используется для уточненного определения оптовых цен за тонну заготовок и стоимости отходов металла.
2. Конструктивная форма деталей (КФ). Классификация конструктивной формы представлена 11 видами деталей и каждый вид – 5 группами сложности. С 1-го по 4-й вид – детали цилиндрической формы с различными перепадами ступеней; 5-й вид--детали типа втулок и дисков, имеющие сложную наружную и внутреннюю поверхности; 6-й вид–детали типа валов сложной пространственной формы; 7-й вид–детали типа рычагов, шатунов и др.; 8-й вид– корпусные детали призматической формы и сочетания призматической, цилиндрической и других форм; 9-й вид– корпусные детали фланцевого типа; 10-й вид–корпусные детали коробчатой формы сложной конфигурации; 11-й вид–корпусные детали простой конфигурации. Выбор соответствующего кода производится на основе сравнения конкретной детали с описанием типовой детали-представителя в специальной таблице.
3. Серийность производства (СП). Серийность производства зависит от массы детали и годовой программы выпуска. В рассматриваемой подсистеме вид серийности производства кодируется следующим образом: единичное– 1, серийное–2, крупносерийное – 3, массовое – 4.
4. Масса детали (МД). Для выбора вида заготовки важное значение имеет ее масса, которая в условиях рассматриваемой задачи определяется в зависимости от массы детали. Кодирование массы детали из отливок проводится по шести диапазонам: 1 – до 50 кг, 2 – от 50 до 100 кг, 3 – от 100 до 250 кг, 4 – от 250 до 3000 кг, 5 – от 3000 до 5000 кг и 6 – свыше 5000 кг, а из поковок, штамповок и проката по двум диапазонам: 1 – до 50 кг, 2 – свыше 50 кг.
Размер заготовки оказывает влияние только на выбор заготовок из проката: если диаметр заготовки больше 250 мм (код В), то в этом случае прокат обычно не используется; если диаметр меньше 250 мм (код А), то возможно его применение.
В целях упрощения построения алгоритмов решения рассматриваемой задачи определяемые виды заготовок и методы их изготовления также целесообразно кодировать: литье в песчаные формы – 1; центробежное литье – 2; литье под давлением – 3; литье в кокиль – 4; литье в оболочковые формы – 5; литье по выплавляемым моделям – 6; прокат – 7; штамповка – 8; поковка – 9; сварная заготовка – 10.
Алгоритм выбора возможных видов заготовок и методов их изготовления может быть представлен в виде таблицы выбора решений (табл. 9.1). Согласно этой таблице, исходя из конкретных значений ранее рассмотренных признаков детали, выбирается один или несколько возможных методов получения заготовки.
Табл. 9.1. Таблица выбора решений для определения возможных видов и методов изготовления заготовки
| Наименование признака | Код признака | ||||||||||||||||||||||||||
| Материал | 1, 2, 3 | ||||||||||||||||||||||||||
| Серийность | 2, 3, 4 | ||||||||||||||||||||||||||
| Конструктивная форма | 1 - 11 | ||||||||||||||||||||||||||
| Масса детали | 1 - 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | |||||||||||||||||||||
| Вид заготовки | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | ||||||||||||||||||||||
| 3 3 4 4 4 | 2 2 2 4 4 | 3 3 4 4 4 | 2 2 2 4 4 | 3 3 4 4 4 | |||||||||||||||||||||||
| 4 4 | 3 3 4 | 4 4 | 3 3 4 | 4 4 5 | |||||||||||||||||||||||
| 6 6 | 4 4 | 6 6 | 4 4 | 5 5 | |||||||||||||||||||||||
| 6 6 | 6 6 | 6 6 | |||||||||||||||||||||||||
| Материал | 1, 2, 3 | ||||||||||||||||||||||||||
| Серийность | 2, 3, 4 | ||||||||||||||||||||||||||
| Конструктивная форма | |||||||||||||||||||||||||||
| Масса детали | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | 1 2 3 4 5 6 | |||||||||||||||||||||
| Вид заготовки | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | 1 1 1 1 1 1 | |||||||||||||||||||||
| 4 4 4 4 4 | 3 3 4 4 4 | 3 3 5 | 3 3 4 4 4 | 3 3 4 4 4 | 3 3 4 4 4 | ||||||||||||||||||||||
| 5 5 5 | 4 4 5 | 5 5 | 4 4 5 | 4 4 5 5 5 | 4 4 5 | ||||||||||||||||||||||
| 6 6 | 5 5 | 5 5 | 5 5 | 5 5 | |||||||||||||||||||||||
| 6 6 | 6 6 | 6 6 | |||||||||||||||||||||||||
| Материал | 4, 5, 6 | ||||||||||||||||||||||||||
| Серийность | |||||||||||||||||||||||||||
| Конструктивная форма | |||||||||||||||||||||||||||
| Масса детали | - | - | - | - | - | ||||||||||||||||||||||
| Диаметр заготовки | А | В | - | А | В | - | А | В | - | А | В | - | - | - | - | А | В | - | - | - | А | В | - | ||||
| Вид заготовки | |||||||||||||||||||||||||||
| Материал | 4, 5, 6 | ||||||||||||||||||||||||||
| Серийность | 2, 3, 4 | ||||||||||||||||||||||||||
| Конструктивная форма | |||||||||||||||||||||||||||
| Масса детали | - | - | - | - | - | ||||||||||||||||||||||
| Диаметр заготовки | А | В | - | А | В | - | А | В | - | А | В | - | - | - | - | А | В | - | - | - | А | В | - | ||||
| Вид заготовки | |||||||||||||||||||||||||||
Далее производится определение доплат за серийность, черновую механическую обработку, находятся оптовые цены за тонну заготовки и стоимость отходов металла, определяется точность заготовок и коэффициент использования металла. После определения стоимости всех выбранных ранее видов заготовок, стоимости отходов металла и стоимости черновой обработки проводится оптимизация выбора метода изготовления заготовки (рис. 9.1).
Результаты проектирования выводятся в виде технологической карты, где приводятся характеристики оптимального и всех возможных методов получения заготовки (точность, коэффициент использования металла, себестоимость изготовления заготовки, стоимость черновой обработки и стоимость отходов металла).
|
|