Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Видманштеттовая структура
|
|
Микроструктура _____________________________________
Характер дефекта ____________________________________
____________________________________________________
Причины появления дефекта __________________________
____________________________________________________
Методы устранения дефектной структуры _______________
____________________________________________________
Обезуглероженный слой
Микроструктура в середине ___________________________
Микроструктура у поверхности ________________________
Содержание углерода в середине _______________________
(содержание углерода определяется по структуре)
Содержание углерода у поверхности ___________________
Характер дефекта ____________________________________
____________________________________________________
Причина дефекта ____________________________________
____________________________________________________
Меры предупреждения дефекта ________________________
____________________________________________________
Полосчатая структура доэвтектоидной стали
Микроструктура _____________________________________
Характер дефекта ____________________________________
____________________________________________________
Указать, в каком направлении вязкость стали будет выше
и почему ___________________________________________
____________________________________________________
Методы уменьшения полосчатости структуры ___________
____________________________________________________
IV. Выводы по работе
V. Контрольные вопросы
1. Укажите цель нагрева стальных заготовок при обработке давлением?
2. Какие факторы влияют на рост зерна стали при ее нагреве?
3. Укажите температуры начала и окончания обработки давлением доэвтектоидной и заэвтектоидной стали?
4. Что такое перегрев и пережог стали и их влияние на свойства стали?
5. Как устранить перегрев стали?
6. Почему происходит обезуглероживание поверхностного слоя стали?
7. При каких условиях образуется видманштеттовая структура?
8. Указать причины образования строчечной структуры и ее влияние на свойства стали?
| Дата выполнения | Фамилия студента | Подпись преподавателя |
Лабораторная работа 5
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТОВ РАСПЛАВЛЕНИЯ,
НАПЛАВКИ И ПОТЕРЬ НА УГАР И РАЗБРЫЗГИВАНИЕ
ПРИ РУЧНОЙ И АВТОМАТИЧЕСКОЙ ДУГОВОЙ СВАРКЕ
I. Цель работы
Ознакомиться с сущностью ручной и автоматической дуговой сварки, а также с конструкцией и принципом работы сварочных автоматов и полуавтоматов. Определить коэффициенты расплавления a р, наплавки a н, потерь на угар и разбрызгивание y и количество наплавленного металла Q н в зависимости от сварочного тока. Построить графики.
II. Краткие сведения из теории
Указать сущность процесса и записать формулы, определяющие основные коэффициенты.
III. Порядок выполнения работы
1. Определить коэффициенты расплавления (a р), наплавки (a н), потерь на угар и разбрызгивание (y) и количества наплавленного металла при ручной дуговой и автоматической сварке (Q н). Условия проведения эксперимента и результаты опытов занести в таблицу 1.
Таблица 1
| № п/п | Электрод | Сила тока, А | Время горения дуги, с | Длина электрода, см | Вес расплавленного металла Gр, г | Вес пластины, г | Вес наплавленного металла Gн, г | Коэффициент расплавления a р, г/Ач | Коэффициент наплавки a н, г/Ач | Коэффициент потерь y, % | Производительность процесса Qн, г/ч | |||
| Марка | Диаметр, мм | До наплавки L 1 | После наплавки L 2 | До наплавки G 1 | После наплавки G 2 | |||||||||
2. Определить средние значения коэффициентов a р, a н, y и Q н , полученные при различных режимах сварки. Результаты опытов занести в таблицу 2.
Таблица 2
| Марка электрода | Значения коэффициентов при токах | |||||||||||
| I 1 = 150 A | I 2 = 200 A | I 3 = 250 A | ||||||||||
| a р | a н | y | Q н | a р | a н | y | Q н | a р | a н | y | Q н | |
3. Ознакомиться с работой сварочного автомата АДС-1000-2.
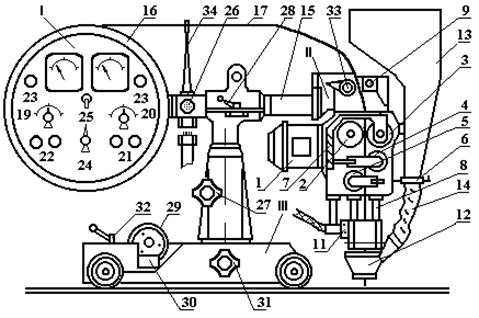
Условные обозначения:
I –
II –
III –
1 –
2 –
3 –
4 –
5 –
6 –
7 –
8 –
9 –
10 –
11 –
12 –
13 –
14 –
15 –
16 –
17 –
18 –
19 –
20 –
21 –
22 –
23 –
24 –
25 –
26 –
27 –
28 –
29 –
30 –
31 –
32 –
33 –
|
|