Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника

Розрахунок калібровки робочого інструмента стана ХПТ 75
|
|
Вихідні дані:
Розміри заготівки: Dз× Sз = 95× 7 мм
Розміри готової труби: Dт× Sт = 68× 3 мм
Марка сталі: 12Х18Н10Т
Тип стану: ХПТ 75
Характеристика калібровки
Сумарний коефіцієнт витягання:
 (2.14)
(2.14)
Відносне обтиснення по площі:
 (2.15)
(2.15)
Відносне обтиснення стінки труби:
 (2.16)
(2.16)
Абсолютне обтиснення діаметра:
Δ D = Dз - Dт , мм (2.17)
Δ D = 95 – 6, 8 = 27 мм
Розрахунок
Визначаємо конусність оправки:
При Δ D = 27 мм: 2tgα = 0, 03
Визначаємо діаметр оправки у перетисканні:
dn = Dт – 2 · Sт, (2.18)
dn = 68 – 2 · 2, 8= 62, 4 мм
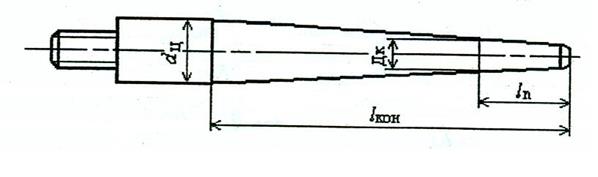
Рисунок 2.1 – Оправка стана ХПТ
Визначаємо довжину калібруючої частини
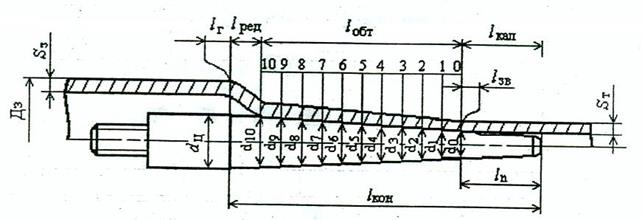
Рисунок 2.2 – Розгорнення гребня руч’я
lкал = m · μ · К, ( 2.19)
де m – величина подавання, мм;
μ – коефіцієнт витягання;
m · μ – величина лінійного зміщення труби, мм
По цеховим даним m · μ = 45 мм;
К – коефіцієнт калібровки,
К = 2...4 – для холодної прокатки.
lкал = 45 · (2...4) = 90...180 мм
Приймаємо lкал = 120 мм
Визначаємо діаметр циліндричної частини оправки:
dц = dп + 2 tgα · (lкон - lкал), (2.20)
де lкон – довжина конічної частини оправки, мм
lкон = 600 мм – па цеховим даним
dц = 62, 4+ 0, 03 · (600 - 120) = 76, 8мм.
Визначаємо довжину частини редукування:
 (2.21)
(2.21)
де 2 tgγ – конусність калібру у зоні редукування
2 tgγ = 0, 18...0, 25
Δ Р – зазор між заготівкою та оправкою, мм
Δ Р = (Dз – 2 · Sз) - dц , (2.22)
Δ Р = (95 – 2 · 7) – 76, 8 = 2, 2 мм
 мм
мм
Приймаємо lред = 15 мм
Визначаємо довжину обтискаючої частини:
lобт = lроб – lред - lкал, (2.23)
де lроб – довжина робочої частини рівчака калібру, мм
Приймаємо lроб = 600 мм [1], с.389 табл.173
lобт = 600 – 15 – 120 = 465 мм
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
Довжина обтискання частини розбивання на десять однакових частин:
 (2.24)
(2.24)
 мм
мм
Визначаємо приростання діаметру у кожному перерізі:
δ 1...10 = l1..10 · 2 tgα, (2.25)
δ 1...10 = 46, 5 · 0, 03 = 1, 40 мм
Визначаємо діаметри окружностей у контрольних перерізах:
d0 = dп = 62, 40 мм
d1 = d0 + δ = 62, 4 + 1, 40 = 63, 80 мм
d2 = d1 + δ = 63, 8 + 1, 40 = 65, 2 мм
d3 = d2 + δ = 48, 8 + 1, 40 = 66, 6 мм
d4 = d3 + δ = 66, 6 + 1, 40 = 68 мм
d5 = d4 + δ = 68 + 1, 40 = 69, 4 мм
d6 = d5 + δ =69, 4 + 1, 40 = 70, 8 мм
d7 = d6 + δ = 70, 8 + 1, 40 = 72, 2 мм
d8 = d7 + δ = 72, 2 + 1, 40 = 73, 6 мм
d9 = d8 + δ = 73, 6 + 1, 40 =75мм
d10 = d9 + δ = 75 + 1, 40 =76, 4 мм
Визначаємо товщину стінки заготівки з урахуванням її потовщення при редукуванні у 10 перерізі:
S10 = Sз + Δ S, б (2.26)
де Δ S = (0, 05...0, 07) – по цеховим даним.
S10 = Sз + (0, 05…0, 07) · (dз – d10), мм (2.27)
S10 = 7, 0 + (0, 05…0, 07) · (81 – 76, 4) = 7, 23...7, 32 мм
Приймаємо S10 = 7, 28 мм
Визначаємо сумарне витягання по стінці:
 (2.28)
(2.28)
Визначаємо часткові коефіцієнти витягання в контрольних перерізах по номограмі:
Таблиця 2.3 – Часткові коефіцієнти витягання у контрольних перерізах
| № | |||||||||||||||
| μ х | 1, 000 | 1, 048 | 1, 103 | 1, 170 | 1, 250 | 1, 349 | 1, 474 | 1, 634 | 1, 848 | 2, 149 | 2, 60 | ||||
Визначаємо товщину стінки у контрольних перерізах:
Sх = Sт · μ х,
S1 = Sт · μ 1 = 2, 8 · 1, 048= 4, 144 мм
S2 = Sт · μ 2 = 2, 8 · 1, 103= 3, 08 мм
S3 = Sт · μ 3 = 2, 8 · 1, 170= 3, 27 мм
S4 = Sт · μ 4 = 2, 8 · 1, 250= 3, 5 мм
S5 = Sт · μ 5 = 2, 8 · 1, 349= 3, 77 мм
S6 = Sт · μ 6 = 2, 8 · 1, 474= 4, 12 мм
S7 = Sт · μ 7 = 2, 8 · 1, 634= 4, 57 мм
S8 = Sт · μ 8 = 2, 8 · 1, 848= 5, 17 мм
S9 = Sт · μ 9 = 2, 8 · 2, 149= 6, 01 мм
Діаметри рівчака калібрів у початку і кінці калібруючої частини приймаємо однаковим зовнішньому діаметру труби:
Dкал = D0 = Dт = 60 мм
Діаметр рівчака у початку частини редукування дорівнює зовнішньому діаметру заготівки:
Dред = Dз = 95 мм
Визначаємо діаметри руч’я калібру у контрольних перерізах:
D1 = d1 + 2 · S1 = 63, 80 + 2 · 4, 144= 72, 09 мм
D2 = d2 + 2 · S2 = 65, 2+ 2 · 3, 08= 71, 36 мм
D3 = d3 + 2 · S3 =66, 6 + 2 · 3, 27= 73, 14 мм
D4 = d4 + 2 · S4 = 68 + 2 · 3, 5= 75 мм
D5 = d5 + 2 · S5 =69.4 + 2 · 3, 77= 76.94 мм
D6 = d6 + 2 · S6 = 70, 8 + 2 · 4, 12= 79, 04 мм
D7 = d7 + 2 · S7 =72, 2 + 2 · 4, 57= 81, 34 мм
D8 = d8 + 2 · S8 = 73, 6 + 2 · 5, 17= 83, 94 мм
— Разгрузит мастера, специалиста или компанию;
— Позволит гибко управлять расписанием и загрузкой;
— Разошлет оповещения о новых услугах или акциях;
— Позволит принять оплату на карту/кошелек/счет;
— Позволит записываться на групповые и персональные посещения;
— Поможет получить от клиента отзывы о визите к вам;
— Включает в себя сервис чаевых.
Для новых пользователей первый месяц бесплатно. Зарегистрироваться в сервисе
D9 = d9 + 2 · S9 = 75 + 2 · 6, 01= 87, 02 мм
D10 = d10 + 2 · S10 = 76.4+ 2 · 7, 28 = 90, 96 мм
Визначаємо глибину калібрів у контрольних перерізах:
2hкал = Dкал – λ, (2.29)
де λ – значення величини зазору між калібрами, мм
λ = 0, 05...0, 5 мм Приймаємо λ = 0, 1 мм
2hкал = 68 – 0, 1 = 67, 09 мм
2h0 = D0 – λ, (2.30)
2h0 =68 – 0, 1 = 67, 09 мм
2h1 = D1 – λ = 72, 09 – 0, 1 = 71, 99 мм
2h2 = D2 – λ = 71, 36 – 0, 1 = 71, 26 мм
2h3 = D3 – λ = 73, 14 – 0, 1 = 73, 04 мм
2h4 = D4 – λ = 75 – 0, 1 = 74, 90 мм
2h5 = D5 – λ = 76, 94 – 0, 1 = 76, 84 мм
2h6 = D6 – λ = 79, 04 – 0, 1 = 78, 94 мм
2h7 = D7 – λ = 81, 34 – 0, 1 = 81, 24 мм
2h8 = D8 – λ = 83, 94 – 0, 1 = 83, 84 мм
2h9 = D9 – λ = 87, 02 – 0, 1 = 86, 92 мм
2h10 = D10 – λ = 90, 96– 0, 1 = 90, 86 мм
2hред = Dред – λ = 95 – 0, 1 = 94, 90 мм
Визначаємо ширину калібрів за допомогою емпіричних коефіцієнтів:
Вкал = Dкал + (0, 3...0, 5) =68 + 0, 3 = 68, 30 мм
В0 = D0 · 1, 012 = 68· 1, 012 = 68, 82 мм
В1 = D1 · 1, 015 = 72, 09 · 1, 015 = 73, 17 мм
В2 = D2 · 1, 018 = 71, 36 · 1, 018 = 72, 64 мм
В3 = D3 · 1, 023 = 73, 14 · 1, 023 = 74, 82 мм
В4 = D4 · 1, 028 = 75, 0 · 1, 028 = 77, 10 мм
В5 = D5 · 1, 035 = 76, 94 · 1, 035 = 79, 63 мм
В6 = D6 · 1, 044 = 79, 04 · 1, 044 = 82, 52мм
В7 = D7 · 1, 054 = 81, 34 · 1, 054 = 85, 73 мм
В8 = D8 · 1, 067 = 83, 94 · 1, 067 = 89, 56 мм
В9 = D9 · 1, 081 = 87, 02 · 1, 081 = 94, 07 мм
В10 = D10 · 1, 10 =90, 96 · 1, 10 = 100, 06 мм
Вред = Dред · 1, 10 = 95 · 1, 10 = 104, 5 мм
Таблиця 2.4 – Параметри розгорнення руч’я калібру
| Кал. | Ред. | |||||||||||
| lх, мм | 
|
|
|
|
|
|
|
|
|
| ||
| dх, мм | 63, 80 | 65, 2 | 66, 6 | 69.4 | 70, 8 | 72, 2 | 73, 6 | 76.4 | ||||
| Dx, мм | 72, 09 | 71, 36 | 73, 14 | 74, 94 | 76, 92 | 81.34 | 83, 94 | 87, 02 | 90, 96 | |||
| Bх, мм | 68, 30 | 73, 17 | 72, 64 | 74.82 | 77, 1 | 79.65 | 82, 52 | 85, 73 | 89, 56 | 94, 07 | 100, 06 | 104, 5 |
| 2hх, мм | 59, 7 | 71, 99 | 71, 26 | 73, 04 | 74, 90 | 76, 8 | 78, 9 | 81, 2 | 83, 8 | 86, 9 | 90, 8 | 94, 9 |
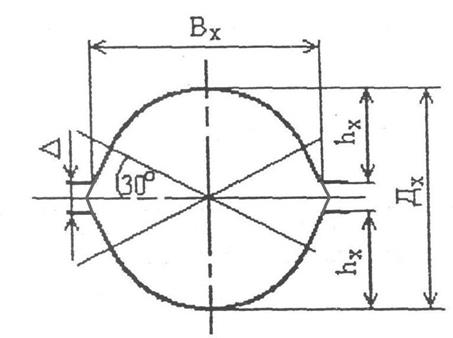
Рисунок 2.3 – Калібр стану ХПТ
|
|