Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технологическая схема ремонта
|
|
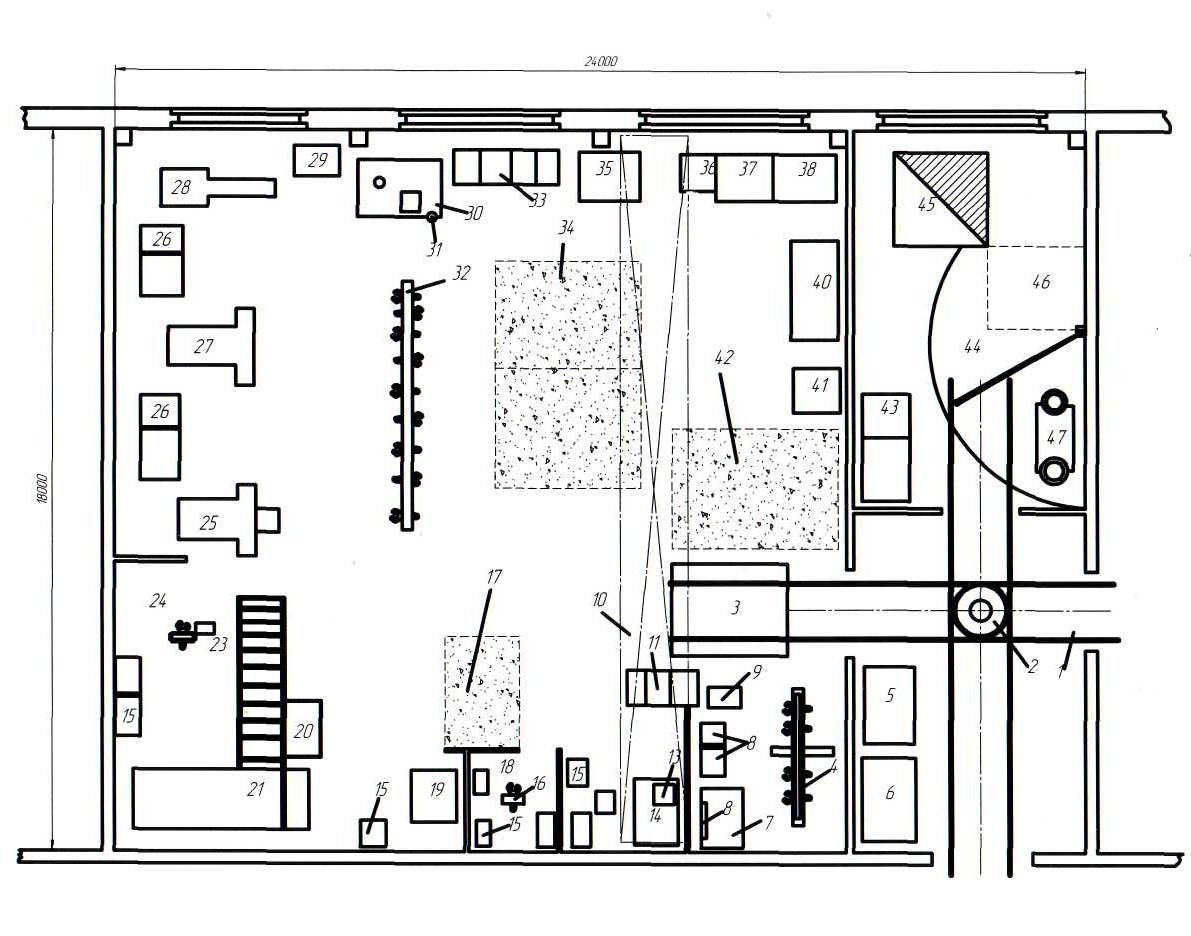
Организация работ в отделении по ремонту автосцепных устройств построена по принципу поточности и заключается в следующем: автосцепки, промытые в машине, поступают в помещение пункта по узкоколейке на
тележке 3 (или электрокаре) и сгружаются на площадку 42. Отсюда их кран-балкой 10 устанавливают на многоместный разборочный стенд 4, где их тщательно осматривают, определяют объем ремонта и разбирают. Детали механизма автосцепки передают на стол 7 для осмотра и сортировки по техническому состоянию. Детали укладываются в коробки: 8 — для выпрямления; 9 — исправные; 10 — непригодные. На столе 11 размещают детали, требующие наплавки. После этого коробки с деталями кран-балкой транспортируются по назначению.
Изношенные детали наплавляются в кабине 12 в приспособлении 13 и на столе 14 при помощи сварочных агрегатов 15. Размеченные на разборочном стенде корпуса автосцепок подают кран-балкой на площадку 17. Отсюда их направляют в сварочную кабину 18 и устанавливают на механизированный стенд 16 для наплавки. Тяговые хомуты наплавляют на стенде 19 и зачищают на столе 21. Стол 20 и рольганг 22 служат для осмотра, подготовки хомутов для сварки, а также проверки шаблонами и клеймения. Сборка автосцепки, проверка действия механизма, зачистка мест для клейм и острых кромок выполняются в кабине 24, оборудованной вытяжным устройством. Здесь же на стенде 23 обрабатываются шип и кромки отверстий для валика подъемника. На горизонтально-фрезерном станке 25, оборудованном приспособлением, обрабатываются тяговые и ударные места корпуса, а также полосы тягового хомута и стенки отверстия для клина. Эти же работы можно выполнять и на вертикально-фрезерном станке 27. Для обеспечения своевременной и высококачественной обработки автосцепок места станочников оборудованы стеллажами 26 с инструментом и приспособлениями.
Предохранители и валики подъемника обрабатываются на токарном станке 28 в кондукторах. После станочной обработки детали укладывают на стеллаж 29. Зачистку мест, снятие острых кромок и пригонку деталей по шаблонам выполняют на слесарном верстаке 30 с помощью наждачного круга 31. После постановки клейм детали укладывают на специализированные полки стеллажа 32, откуда их направляют на сборочный стенд 33.
Поступившие для ремонта поглощающие аппараты складывают на площадку 34. Неисправные аппараты укладывают на тележку и вместе с ней вкатывают в пресс 39. На слесарном верстаке 37 и в устройствах 36 и 38 располагают поглощающие аппараты и ремонтируют их. Отремонтированные и исправные аппараты укладывают на стеллаж 40. Металлолом направляют в ящик 41. Автосцепки с буквой С, а также корпуса других автосцепок с погнутыми хвостовиками и уширением зева головы подают на участок 42 и направляют в печь 45. Выправляют их на прессе 47, а выдерживают для остывания на площадке 44. На этой площадке установлен стеллаж 43 для штампов и приспособлений. В помещении пункта имеется стол бригадира 35 с соответствующей документацией и чертежами.
|
|