Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Конструкторско-технологическая часть
|
|
3.1 Описание конструкции изделия с точки зрения удобства выполнения РКИ работ

Рисунок 3. Расположение элементов на печатной плате.
 Из рисунка следует что, монтаж не очень плотный, в этом случае при выполнении демонтажа неисправного элемента имеется свободный доступ паяльником к выводам элементов, другие элементы не создают трудности при выполнении работ.
Из рисунка следует что, монтаж не очень плотный, в этом случае при выполнении демонтажа неисправного элемента имеется свободный доступ паяльником к выводам элементов, другие элементы не создают трудности при выполнении работ.
На печатной плате имеются контрольные точки для подключения измерительных приборов. Приборы подключаются к контрольным точкам, что устраняет возможность замыкания токонесущих участков щупами и облегчает процесс измерений.
Исходя из этого, можно считать конструкцию технологичной с точки зрения выполнения РКИ работ.
Для доступа к печатной плате достаточно снять заднюю крышку телевизора.
С этой точки зрения конструкция технологична.
3.2 Ориентировочный расчет надежности
Надежность – это свойство изделия выполнять заданные функции в течение определенного времени, в заданных условиях эксплуатации при сохранении параметров указанных в техническом задании. Показатели надежности: качественные (словесно) и количественные (расчетные).
3.2.1 Составляем расчетную таблицу для ориентировочного расчета.
Таблица 7. Таблица для ориентировочного расчета
| Наименование элемента | λ i • 10-6 | Количестве элементов | Ni • λ i • 10-6 | Количество запасных ЭРЭ |
| Резисторы постоянные | 0.05 | 44 | 2.2 | 1 |
| Конденсаторы постоянные | 0.04 | 24 | 0.96 | 1 |
| Конденсаторы электролитические | 0.1 | 12 | 1.2 | 1 |
| Диоды маломощные | 0.05 | 7 | 0.35 | 0 |
| Катушки индуктивности | 0.002 | 4 | 0, 008 | 0 |
| Разъемы | 0.05 | 2 | 0.1 | 0 |
| Транзисторы маломощные | 0.1 | 3 | 0.3 | 0 |
| Микросхемы аналоговые | 0.2 | 1 | 0.2 | 0 |
| Микросхемы цифровые | 0.1 | 2 | 0.2 | 0 |
| Кварцы | 0.1 | 1 | 0.1 | 0 |
| Пайка | 0.01 | 274 | 2.74 | 0 |
 3.2.2 Определяем интенсивность отказов изделия с нормальными условиями эксплуатации
3.2.2 Определяем интенсивность отказов изделия с нормальными условиями эксплуатации
Λ изд = Σ Ni · λ · 10-6, (1)
где: Ni – количество элементов данного типа
λ • 10-6 – интенсивность отказа
Λ изд = 2.2+ 0.96+1.2+0.35+0, 008+0.1+0.3+0.2+0.1+2.74 = 8.158 * 10 -6(1/час)
3.2.3 Определяем вероятность безотказной работы для интервалов времени (10, 100, 1000, 10000, 100000) часов
 , (2)
, (2)
где: e – основание степени натурального логарифма, e = 2, 7;
t – интервал времени;
Λ – интенсивность отказов изделия без учета нагрузки и режимов работы.
P(10) =2.7 -8.158 * 10 -6*10 = 0.999
P(100) =2.7 -8.158 * 10 -6*100 = 0.999
P(1000) =2.7 -8.158* 10 -6*1000 = 0.991
P(10000) = 2.7 -8.158 * 10 -6*10000 = 0.922
P(100000) =2.7 -8.158 * 10 -6*100000 = 0.445
График зависимости P(t) изображен на рисунке 4
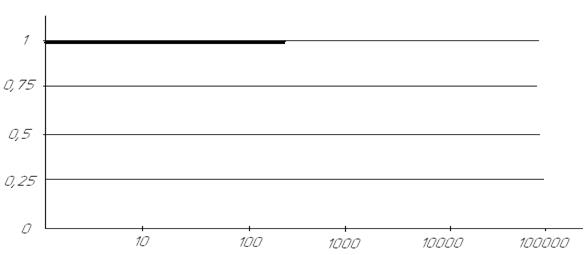
Рисунок 4. График зависимости Р(t).
Прогноз: изделие будет надежно работать более 100000 часов
3.2.4 Определяем среднюю наработку до отказа:
T0 = 1/Λ, (3)
 где: Λ – общая интенсивность отказов без условий эксплуатации
где: Λ – общая интенсивность отказов без условий эксплуатации
T0 = 1/8, 158 * 10-6 = 122579 часов
3.2.5 Определяем количество запасных ЭРЭ:
Ni = Ni · λ · 10-6 · t, (4)
где: Ni – количество элементов данного типа;
λ • 10-6 – интенсивность отказа;
t – интервал времени.
Niрез = 2.2 * 10-6* 122579 = 0.27 ~ 1 шт
Niконд.пост. = 0, 96 * 10-6 * 122579 = 0.12 ~ 1 шт
Niконл.эл. = 1.2 * 10-6 * 122579 = 0.147 ~ 1 шт
Niиндукт = 0.008 * 10-6 * 122579 = 0.001 ~ 0 шт
Niтранз=0.3 * 10-6 * 122579 = 0.037 ~ 0 шт
Niраз = 0.1 * 10-6 * 122579 = 0.01 ~ 0 шт
Niмикр.аналог = 0.2 * 10-6 * 122579 = 0.02 ~ 0 шт
Niмикр.цифр. = 0.1 * 10-6 * 122579 = 0.01 ~ 0 шт
В качестве запасных радио-элементов примем: Резистор постоянный – 1 шт; Конденсатор постоянный – 1 шт; Конденсатор электролитический – 1 шт.
 3.2.6 Определяем технический ресурс изделия
3.2.6 Определяем технический ресурс изделия
Технический ресурс – время исправной работы с учетом профилактики и ремонта.
ТTEX = Т0 · (1+np), (5)
где: Т0 – средняя наработка на отказ;
nр – число ремонтов; nр = 0
ТТЕХ = 122579 * 1 = 122579 часов
3.2.6 Определяем срок службы:
Срок службы изделия – это время безотказнйо работы изделия с учетом суточной и годовой нагрузки.
Тсл = ТТЕХ/(пС · пГ), (6)
где: пС – суточная нагрузка изделия = 6 часов
пГ – годовая нагрузка изделия = 340 суток в год
Тсл = 122579/(6 * 340) = 60 лет
 3.2.8 Определяем гарантийный срок службы:
3.2.8 Определяем гарантийный срок службы:
Гарантийный срок службы – это минимальное время безотказной работы гарантируемое производителем.
ТГАРАН = Тсл · 1/5, (7)
ТГАРАН =60/5 = 12 лет
3.2.9 Анализ результатов расчета:
Анализируя конечные результаты можно отметить, что данное изделие имеет большую наработку на отказ (122579 часов), чем в техническом задание (14000 часов).
Это может быть обусловлено высокой надежностью используемых элементов.
3.3  Обоснование схемы технологического процесса РКИ работ
Обоснование схемы технологического процесса РКИ работ
В состав РКИ - операций входят ремонт, регулировка, проверка качественных показателей (контроль) и испытание. В заводских условиях эти операции являются заключительными в технологическом процессе изготовления изделия. В процессе эксплуатации эти операции возникают по причине того, что происходит старение радиоэлементов схемы и из-за нарушений условий эксплуатации. В данной последовательности РКИ - работ при выходе из строя системы управления 1-ой операцией всегда является ремонтная, но перед ней требуется подготовка рабочего места, измерительных приборов и инструмента, следовательно, 1-ой операцией будет подготовительная операция. В этой операции подготовка указанного требуется одновременно и для остальных операций, т.к. часто все эти операции выполняются на одном рабочем месте одним рабочим. Это, прежде всего, относится в условиях эксплуатации изделия для ремонтных предприятий.
В соответствии с этим 2-ой операцией в технологическом процессе РКИ - работ будет ремонт системы управления. В процессе этой операции осуществляются определение характера неисправности, диагностика и устранение неисправности и проверка работоспособности.
Затем, при необходимости, выполняется регулировка схемы. Она возникает по причине того, что при ремонте происходит замен радиоэлементов с большим разбросом параметров подстроечных элементов или же при старении радиоэлементов, качественные показатели которых ухудшились.
Следующей операцией в технологическом процессе является контроль качественных показателей системы управления с ПВУ и лицевой панели телевизора, указанных в технических требованиях, на соответствие их заданным.
И заключительной операцией является испытание системы управления. Здесь проверяется работоспособность системы управления и его основные параметры при воздействии внешних факторов. В условиях ремонтных предприятий это, прежде всего, электропрогон и простукивание монтажа. Исходя из сказанного, требуется определить для данного случая потребность всех РКИ - операций. Из схемы системы управления HORIZONT CTV-732 следует, что в конструкции отсутствуют подстроечные и подгоночные элементы. В связи с этим схема технологического процесса РКИ - работ будет иметь вид:
|

|

|

|
3.4  Выбор метода РКИ работ
Выбор метода РКИ работ
При выполнении РКИ работ встречаются следующие методы прямых и косвенных измерений, а также методы сравнения и замещения.
Можно использовать метод сравнения и замещения, но данные методы применяются в серийном производстве, поэтому их использовать не целесообразно а так же требуют большего времени, чем, например, метод прямых измерений.
Метод прямых измерений наиболее подходит для DVD проигрывателя, так как при стандартных измерительных приборах (вольтметр, осциллограф) можно измерить практически все параметры. При правильном выборе прибора метод прямых измерений обеспечивает наивысшую производительность и наименьшую погрешность. Этот метод подходит, как для массового, так и для серийного или единичного производства.
Метод косвенных измерений - малопроизводителен и имеет большую погрешность, чем, например, метод прямых измерений. Метод косвенных измерений используется в основном в тех случаях, когда не возможно применить другие методы измерений. Данный метод может использоваться в серийном или единичном производстве.
В данном случае для контроля размахов управляющих сигналов используем метод прямых измерений.
|
|