Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника

⚡️ Для новых пользователей первый месяц бесплатно. А далее 290 руб/мес, это в 3 раза дешевле аналогов. За эту цену доступен весь функционал: напоминание о визитах, чаевые, предоплаты, общение с клиентами, переносы записей и так далее.
✅ Уйма гибких настроек, которые помогут вам зарабатывать больше и забыть про чувство «что-то мне нужно было сделать».
Сомневаетесь? нажмите на текст, запустите чат-бота и убедитесь во всем сами!
Наименование: G – коды. Подготовительные функции G00, G01, G02, G03, G04
|
|
Министерство образования Республики Мордовия
ГБОУ РМ СПО (ССУЗ) «Саранский политехнический техникум»

УЧЕБНЫЙ ЭЛЕМЕНТ № 7
Наименование: G – коды. Подготовительные функции G00, G01, G02, G03, G04
Профессия: Оператор станков с числовым программным управлением

| ГБОУ РМ СПО «СПТ» | Учебный элемент №7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| Цели: Изучив данный учебный элемент, Вы будете знать функции G, а также: - функции G – кодов; - назначения всех G – кодов; - примеры их использования. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
Оборудование, материалы и вспомогательные средства:
Сопутствующие учебные элементы и пособия: - правила безопасности HAAS, - пульт управления станком; - функции дисплеев на пульте управления, - включение станка. Ввод и редактирование программы; - оснастка; - коррекция на режущую кромку резца.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| G – КОДЫ. ПОДГОТОВИТЕЛЬНЫЕ ФУНКЦИИ. Коды G используются для подачи команд для выполнения станком конкретных действий: например, простые перемещения станка или функции сверления. Ими можно подавать команды на более сложные функции. G-коды делятся на группы. Каждая группа является командами определенного назначения. К примеру, G-коды группы 1 задают движение по осям станка из точки в точку, а группа 7 относится к функции коррекции на инструмент. В каждой группе есть основной G-код, так называемый G-код по умолчанию. Это код, который используется станком в том случае, если не указан другой код данной группы К примеру, если запрограммировать движение осей X и Z как X-2. Z-4. позиционирование произойдет с использованием G00. (Имейте в виду, нормальной практикой программирования является использование G-кода перед любыми перемещениями). G-коды по умолчанию для каждой группы отображаются на экране «Current Commands» (текущие команды). Если дается команда на еще один G-код данной группы (активной), этот G-код отображается на экране «Current Commands» (текущие команды). G-коды могут быть модальными и немодальными. При подаче команды с модальным G-кодом, он действует до конца программы или до тех пор, пока не будет задан другой G-код той же группы. Немодальный G-код действует только в пределах строки; следующая строка программы не затрагивается действием немодального G-кода из предыдущих строк. Немодальными являются коды группы 00, остальные группы кодов модальные. Замечания по программированию G-коды группы 01 отменяют коды группы 09 (стандартные циклы), например, если активен стандартный цикл (от G73 до G89), использование G00 или G01 отменит стандартный цикл. Стандартные циклы Стандартные циклы используются для упрощения программирования обработки детали. Стандартные циклы определяются для большинства частых повторяемых операций оси Z, таких как сверление, нарезание резьбы или расточка. Выбранный стандартный цикл активен до его отмены с помощью G80. Активный стандартный цикл выполняется каждый раз при программировании движения оси X. Движения оси X выполняются как команды быстрого перемещения (G00), а затем выполняются операции стандартного цикла. | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент №7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| Использование стандартных циклов Модальные стандартные циклы после того, как они определены, остаются в действии и выполняются по оси Z для каждой позиции оси X. Следует иметь в виду, что перемещения по оси X во время стандартных циклов производятся в режиме быстрого перемещения Операции стандартного цикла отличаются в зависимости от того, используются ли перемещения приращениями (оси U и W) или же абсолютные перемещения (оси X и Z). Если в пределах блока определен счетчик цикла (Lnn номер кода), стандартный цикл повторится заданное число раз с инкрементным (оси U или W) перемещением между каждым циклом. Введите количество повторений (L) каждый раз, когда необходима повторяющаяся операция, количество повторений (L) не запоминается для следующего стандартного цикла. При активном стандартном цикле не следует использовать M-коды управления шпинделем. Стандартные циклы с вращающимися инструментами Стандартные циклы G81, G82, G83, G85, G89 могут быть использованы с вращающимися инструментами Этот параметр предотвращает вращение основного шпинделя во время одного из перечисленных выше стандартных циклов. Если этот бит установлен в 1, пользователь должен включить соответствующий шпиндель перед выполнением стандартного цикла, т.е., некоторые программы необходимо проверить, чтобы убедиться, что они явно включают основной шпиндель перед запуском стандартного цикла. Примечание: G86, G87 и G88 не могут использоваться с вращающимися инструментами G –коды: G00 Быстрое перемещение (группа 01) G01 Перемещение с использованием линейной интерполяции (группа 01) Радиусная обработка углов и снятие фаски G02 Перемещение с использованием круговой интерполяции по часовой стрелке G03 Перемещение с использованием круговой интерполяции против часовой стрелки (группа 01) G04 Пауза (группа 00) G05 Точная настройка скорости шпинделя (Группа 00) G09 Точная остановка (группа 00) G10 Установленные смещения (группа 00) G14 Смена вспомогательного шпинделя/ G15 Отмена (группа 17) | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| G17 плоскость XY G18 Выбор плоскости ZX (группа 02) G19 плоскость YZ (группа 02) G20 Выбор измерения в дюймах G21 Выбор измерения в метрических единицах (группа 06) G28 Возврат в нуль станка, установка опциональной точки отсчета G29 (группа 00) G29 Возврат из точки отсчета (группа 00) G31 Функция пропуска (опциональный G-код, для которого необходим датчик) (группа 00) G32 Нарезание резьбы (группа 01) G40 Отмена коррекции на режущую кромку резца (группа 07) G41 Коррекция на режущую кромку резца (TNC) левая / G42 TNC правая (группа 07) G50 Установка глобальных смещений координат FANUC, YASNAC (группа 00) G50 Зажим скорости шпинделя G51 Отменить смещения (YASNAC) (группа 00) G52 Установка локальной системы координат FANUC (группа 00) G53 Выбор координат станка (группа 00) G54-59 Выбор системы координат #1 - #6 FANUC (группа 12) G61 Модальная точная остановка (группа 15) G64 Отмена абсолютной остановки (G61) (группа 15) G70 Цикл чистовой обработки (группа 00) G71 Цикл съема припуска по внешнему/внутреннему диаметру (группа 00) G72 Цикл съема припуска по торцу (группа 00) G73 Цикл съема припуска по произвольной траектории (группа 00) G74 Цикл нарезания торцовых канавок, сверление со ступенчатой подачей (группа 00) G75 Цикл нарезания наружных/внутренних канавок (Группа 00) G76 Нарезание резьбы в несколько проходов (Группа 00) G77 Цикл фрезерования лысок (Этот дополнительный G-код используется для вращающегося инструмента) (Группа 00) G80 Отмена стандартного цикла (Группа 09*) G81 Стандартный цикл сверления (Группа 09) G82 Стандартный цикл сверления центровых отверстий (Группа 09) G83 Стандартный цикл сверления глубоких отверстий (Группа 09) G84 Стандартный цикл нарезания резьбы (Группа 09) G85 Стандартный цикл растачивания (Группа 09) G86 Стандартный цикл растачивания с остановом (Группа 09) G87 Стандартный цикл растачивания с ручным отводом (Группа 09) | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| G88 Стандартный цикл растачивания с ручным отводом после задержки (Группа 09) G89 Стандартный цикл растачивания с задержкой (Группа 09) G90 Цикл обтачивания / растачивания (Группа 01) G92 Цикл нарезания резьбы (Группа 01) G94 Цикл обтачивания торцов (Группа 01) G95 Жесткое нарезание осевой резьбы вращающимся инструментом (Группа 09) G96 Постоянная скорость резания Вкл. (Группа 13) G97 Постоянная скорость резания Выкл. (Группа 13) G98 Скорость подачи в минуту (Группа 10) G99 Скорость подачи на оборот (Группа 10) G100 Отключить зеркальное отображение (Группа 00) G101 Включение зеркального отображения (группа 00) G102 Программируемый вывод в порт RS-232 (Группа 00) G103 Предельное количество предварительно просматриваемых блоков (Группа 00) G105 Команда УПП Servo Bar G110, G111 и G114-G129 Система координат (Группа 12) G112 Перевод XY в XC (группа 04) G113 Отмена G112 (группа 04) Пример программы с G112 G154 Выбор рабочих координат P1-99 (Группа 12) G159 Фоновый подхват / Возврат детали G160 Командный режим оси АЗД включен G161 Командный режим оси АЗД выключен G184 Стандартный цикл нарезания левой резьбы (Группа 09) G186 Жесткое нарезание левой резьбы вращающимся инструментом (Группа 09) G187 Контроль точности (Группа 00) G195 Нарезание радиальной резьбы вращающимся инструментом (Группа 00) G196 Реверс векторного нарезания резьбы метчиком, приводным инструментом (диаметр) (группа 00) G200 Смена инструмента на ходу (Группа 00) G65, вызов подпрограммы макроса, описывается в главе «Макросы». G00 Быстрое перемещение (группа 01) * B команда движения оси В * U команда движения приращением оси X * W команда движения приращением оси Z * X команда абсолютного движения оси X * Z команда абсолютного движения оси Z | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
| Этот G-код используется для перемещения по осям станка с максимальной скоростью. В первую очередь он используется для быстрого позиционирования станка в заданную точку перед каждой командой подачи (резания) (Все перемещения производятся на полной скорости). Это модальный G-код, поэтому блок с G00 включает режим быстрого перемещения для всех последующих блоков до тех пор, пока не будет задан другой код группы 01. Замечание по программированию: Как правило, быстрое перемещение производится не по прямой. Каждая указанная ось перемещается с одинаковой скоростью, однако завершение движения всех осей не обязательно происходит одновременно. Прежде чем приступить к следующей команде, станок ожидает завершения всех перемещений. G01 Перемещение с использованием линейной интерполяции (группа 01) F Скорость подачи * B команда движения оси В * U команда движения приращением оси X * W команда движения приращением оси Z * X команда абсолютного движения оси X * Z команда абсолютного движения оси Z A Необязательный угол перемещения (используется только с одной из осей X, Z, U, W) , C Расстояние от центра пересечения, где начинается снятие фаски , R Радиус окружности Этот G-код обеспечивает линейное (по прямой) перемещение из точки в точку. Перемещение может происходить по одной или двум осям. Движение всех осей начнется и закончится одновременно. Скорость осей управляется таким образом, чтобы достичь заданной скорости подачи на истинной траек- тории. Возможно также использовать ось C, обеспечив таким образом винтовое (спиральное) перемещение. Скорость подачи по оси C зависит от настроек диаметра оси C (Настройка 102) при создании винтового перемещения. Команда адреса F (скорость подачи) является модальной и может быть ука- зана в одном из предыдущих блоков. Движение происходит только по указанным осям. Вспомогательные оси B, U, V и W также могут перемещаться с помощью G01, но только одна из осей одновременно (кроме случаев, когда оси U, V и W используются с УЗД, усовершенствованным загрузчиком деталей). Радиусная обработка углов и снятие фаски Блок снятия фаски или блок радиусной обработки углов могут автоматически вставляться между двумя блоками линейной интерполяции указанием С (снятие фаски) или R (радиусная обработка углов). За начальным блоком должен следовать завершающий блок перемещения с использованием | |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
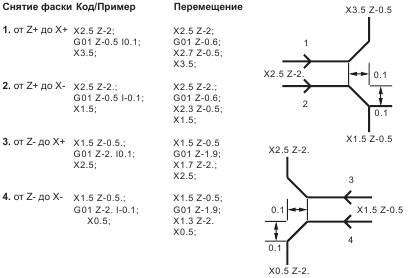
линейной интерполяции (может помешать пауза G04) Эти два блок перемещения с использованием линейной интерполяции задают теоретический угол пересечения. Если начальный блок задает, С, значение, следующее за С является расстоянием от угла пересечения, где начинается фаска, а также
расстоянием от этого же угла, где заканчивается фаска. Если начальный блок задает, R, значение, следующее за R, является радиусом окружности, касательной к углом в двух точках: начале дуги скругления угла вставленного блока и конечной точке этой дуги. Снятие фаски и обработка радиуса угла могут быть заданы в последовательных блоках. Должно быть задано перемещение по двум осям выбранной плоскости (какая бы из плоскостей не была активной, X-Y (G17) X-Z (G18) или Y-Z (G19). Для снятия фаски только на углах в 90° можно использовать значение K там, где используется, C.

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |
Следующий синтаксис G-кода автоматически включает 45° фаску или радиус угла между двумя блоками линейной интерполяции, пересекающимися под прямым углом (90 градусов).
Синтаксис снятия фаски Синтаксис обработки радиуса углов
G01 X(U) x Kk G01 X(U) x Rr
G01 Z(W) z Ii G01 Z(W) z Rr
Адреса
I = снятие фаски, Z на X (направление оси X, +/-, значение " Радиус")
K = снятие фаски, X на Z (направление оси Z, +/-)
R = скругление угла (направление оси X или Z, +/-, значение " Радиус")
ПРИМЕЧАНИЕ: A -30 = A150; A -45 = A135
G01 Снятие фаски с использованием A
Если указан угол (A), следует задавать перемещение только по одной из других осей (X или Z), другая ось будет вычисляться из значения угла.


|
| ГБОУ РМ СПО «СПТ» | Тест № 1 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |
| Проверка усвоения Контрольные вопросы Каждый вопрос имеет один или несколько правильных ответов. Выберите правильные. 1. Быстрое перемещение в заданную точку производится при помощи: А) G00, Б) G01, В) G02. 2. Линейные перемещения производятся при помощи: А) G00, Б) G01, В) G03. 3. Круговые движения производятся при помощи: А) G01, Б) G02, В) G03. 4. Какая группа G – кодов относится к функции коррекции инструмента? А) 1, Б) 5, В) 7. 5. Какой G – код действует до конца программы? А) модальный. Б) немодальный, В) оба. 6. По какой оси выполняются основные действия модальных кодов? А) X, Б) Z, В) Y. 7. Перемещение инструмента в коде G01 происходит по: А) оси X, Б) оси Z, В) по двум осям X и Z. 8. Центр кругового движения задают: А) I, K, R, Б) U, W, В) X, Z. |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
Практическая работа №1
Тема работы: Составление части программы для линейной и круговой интерполяции.
Цель работы: Изучить порядок составления части программы для обработки фасок, скруглений и линейных размеров.
Методическое обеспечение: Учебный элемент № 7
Оборудование: токарный станок с ЧПУ HAAS TL 1
Описание: Составить часть программы для обработки фасок, скруглений и линейных размеров.
Ход выполнения:
1. Прослушать краткий инструктаж по технике безопасности.
2. Изучить учебный элемент № 7.
3. Ознакомиться с порядком составления программы
4. Составить часть программы, согласно задания
Пример выполнения задания:
 Фаски: 1, 5х45; Радиусы: R0.5
Программу составить в зеркальном отображении рисунка
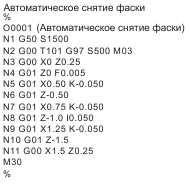
Пример программы:
%
О0001
Фаски: 1, 5х45; Радиусы: R0.5
Программу составить в зеркальном отображении рисунка
Пример программы:
%
О0001
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||
Снятие фаски с угла

 ПРИМЕЧАНИЯ: 1) Если вместо Xb или Zb указаны соответственно Ub или Wb, возможно использование в программе приращений. Действия, таким образом, будут следующими: X(Коорд. текущая + i) = Ui, Z(Коорд. текущая +k) = Wk, X(Коорд. текущая +r)=Ur, Z(Коорд. текущая +r)=Wr.
2) Коорд. текущая является текущим положением оси X или Z. 3) I, K и R всегда указывают значение радиуса в программе.
ПРИМЕЧАНИЯ: 1) Если вместо Xb или Zb указаны соответственно Ub или Wb, возможно использование в программе приращений. Действия, таким образом, будут следующими: X(Коорд. текущая + i) = Ui, Z(Коорд. текущая +k) = Wk, X(Коорд. текущая +r)=Ur, Z(Коорд. текущая +r)=Wr.
2) Коорд. текущая является текущим положением оси X или Z. 3) I, K и R всегда указывают значение радиуса в программе.
| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | ||||||

| |||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |


|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |
| Правила: 1) Используйте адрес K только с адресом X(U). Используйте адрес I только с адресом Z(W). 2) Используйте адрес R либо с X(U), либо с Z(W), но не с обоими в том же блоке. 3) Не используйте I и K вместе в одном блоке. При использовании адреса R не используйте I или K. 4) Следующий блок должен быть другим единичным линейным перемещением, перпендикулярным предыдущему. 5) Автоматические снятие фаски или радиусная обработка углов не могут применяться в цикле нарезания резьбы или в стандартном цикле. 6) Радиус фаски или кромки должен помещаться между линиями пересечения. 7) Для снятия фаски или скругления углов должно быть только одно перемещение по оси X или Z в линейном режиме (G01). G02 Перемещение с использованием круговой интерполяции по часовой стрелке / G03 Перемещение с использованием круговой интерполяции против часовой стрелки (группа 01) F Скорость подачи * I Расстояние по оси X до центра окружности. * K Расстояние по оси Z до центра окружности. * R Радиус дуги * U команда движения приращением оси X * W команда движения приращением оси Z * X команда абсолютного движения оси X * Z команда абсолютного движения оси Z , C Расстояние от центра пересечения, где начинается снятие фаски , R Радиус окружности * необязательный параметр Эти G-коды применяются для задания кругового движения (по или против ч.с.) линейных осей (Круговое движение возможно для осей X и Z в соответствии с G18). Значения X и Z для задания конечной точки движения и могут использовать как абсолютное (U и W), так и инкрементное (X и Z) перемещение. Если одно из значений X или Z не задано, конечной точкой дуги будет начальная точка этой оси. Есть два способа указания центра кругового движения, при первом I или K задают расстояние от начальной точки до центра дуги, при втором R задает радиус дуги (макс. 7740 дюймов). |
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |


|
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |||||||||||||||||||||||||||||||||||||||||
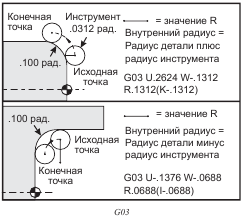
 R используется для задания центра окружности. R - это расстояние от точки начала до центра окружности. При положительном R управление сгенерирует траекторию 180 или меньше градусов, для генерирования траектории больше 180 градусов, укажите отрицательное значение R. Если конечная точка не равна начальной, она должна быть задана с помощью X или Z.
Следующая строка описывает дугу меньше 180 градусов:
G01 X3.0 Z4.0
G02 Z-3.0 R5.0
I и K используются для задания центра дуги. При использовании I и K R можно не использовать. I или K - это расстояние со знаком от начальной точки до центра окружности. Если одно из значений не указано, оно принимается равным нулю.
G04 Пауза (группа 00)
P Пауза в секундах или миллисекундах
G04 используется для задержки или паузы в программе. Блок, содержащий G04, сделает задержку на время, указанное в коде P. Например, G04 P10.0. Это вызовет паузу в программе длительностью 10 секунд. Обратите внимание на использование десятичной точки:
G04 P10. означает задержку в 10 секунд;
G04 P10 означает задержку в 10 миллисекунд.
R используется для задания центра окружности. R - это расстояние от точки начала до центра окружности. При положительном R управление сгенерирует траекторию 180 или меньше градусов, для генерирования траектории больше 180 градусов, укажите отрицательное значение R. Если конечная точка не равна начальной, она должна быть задана с помощью X или Z.
Следующая строка описывает дугу меньше 180 градусов:
G01 X3.0 Z4.0
G02 Z-3.0 R5.0
I и K используются для задания центра дуги. При использовании I и K R можно не использовать. I или K - это расстояние со знаком от начальной точки до центра окружности. Если одно из значений не указано, оно принимается равным нулю.
G04 Пауза (группа 00)
P Пауза в секундах или миллисекундах
G04 используется для задержки или паузы в программе. Блок, содержащий G04, сделает задержку на время, указанное в коде P. Например, G04 P10.0. Это вызовет паузу в программе длительностью 10 секунд. Обратите внимание на использование десятичной точки:
G04 P10. означает задержку в 10 секунд;
G04 P10 означает задержку в 10 миллисекунд.
| ||||||||||||||||||||||||||||||||||||||||||
| ГБОУ РМ СПО «СПТ» | Учебный элемент № 7 Наименование: G – коды. Подготовительные функции. Профессия: Оператор станков с программным управлением | |||||||||||||||||||||||||||||||||||||||||
N1 G50 S1200 – ограничение максимальной скорости шпинделя 1200 об.мин
N2 G00 T101 G97 S500 M03 – инструмент в 1 позиции; скорость шпинделя 500
об.мин; прямое вращение шпинделя.
N3 G00 X0 Z60.5 – ускоренный подвод к торцу детали
N4 G01 Z60 F0.05 – движение в ноль детали на рабочей подаче
N5 G01 X30.0 K -1.5 – вытачивание фаски
N6 G01 Z40.0 R0.5 – протачивание и скругление угла
N7 G01 X60.0 R-0.5 – подрезание и скругление
N8 G01 Z20.0 K-0.5 – протачивание и вытачивание фаски
N9G01 X90.0 R-0.5 - подрезание и скругление
N10 G01 Z 0.0 - протачивание
N11 G00 X91 Z61.0 – отход от детали
M30 – конец программы
Задание:
|
|
|