Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника

Специальная часть
|
|
2.1 Расчёт калибровки трубы
Формоизменения применительно к ТЭСЦ-3 в линии ТЭСА 203-530
Исходная заготовка сварная труба 508 мм по сортаменту ТЭСЦ-3, из которой профилируется квадрат со сторонами 400 на 400 мм. Практически все заказы на профильные трубы поступают с требованием, чтобы r < 2xS (ГОСТ 8639 и ГОСТ 8645), поэтому наружный радиус сопряжения рёбер рассчитывается исходя требования ГОСТ 8639.
Исходные данные:
Сварная труба квадратного сечения с размерами АхВ – 400 x 400;
Толщина стенки ST = 10 мм;
Число профилирующих клетей n = 4;
Межклетьевое расстояние Lmk = 1200 mm;
Радиус сопряжения r = 20 мм;
Диаметр сварной трубы Dсорт. = 508 мм.
Профильная труба образована участками сопряжения и полками представлена на рисунке 1
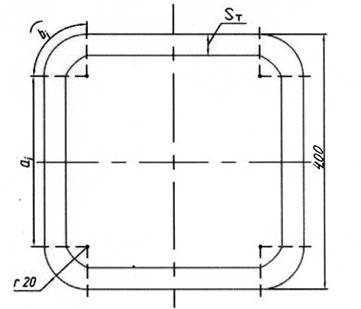
Рисунок 1 - Сечение готовой сварной профильной трубы
2.1.1 Расчет формоизменений заготовки в клетях калибровочного стана
Калибровка и геометрия заготовки рассчитываются по способу формоизменения труб-профилей в ТЭСЦ-2, в основе которого лежит равномерное изменение кривизны полки профиля.
Изменение кривизны полки в клетях трубопрофильного стана представлено на рисунке 2
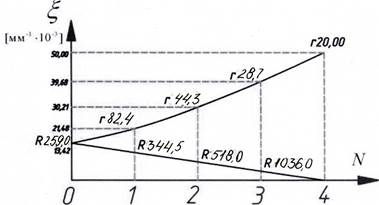
Рисунок 2 - Кривизна профильной заготовки в клетях трубопрофильного стана
2.1.2 Наружный периметр готового профиля  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 ; (1)
; (1)
 .
.
где А = В - высота и ширина профиля
2.1.3 Наружный диаметр готовой круглой трубы аналогичного периметра  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 ; (2)
; (2)
 .
.
2.1.4 Радиус наружный трубы после сварки  , мм, вычисляют по
, мм, вычисляют по
формуле:
 ; (3)
; (3)
 .
.
2.1.5 Диаметр трубы после сварки  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 ; (4)
; (4)
 .
.
2.1.6 Периметр трубы после выхода из сварного узла  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 (5)
(5)
2.1.7 Суммарное обжатие по периметру в профилирующем стане  , мм, вычисляю по формуле:
, мм, вычисляю по формуле:
где 
 (6)
(6)
В расчёте задается равномерный режим обжатий, которое представлено на рисунке 3
— Регулярная проверка качества ссылок по более чем 100 показателям и ежедневный пересчет показателей качества проекта.
— Все известные форматы ссылок: арендные ссылки, вечные ссылки, публикации (упоминания, мнения, отзывы, статьи, пресс-релизы).
— SeoHammer покажет, где рост или падение, а также запросы, на которые нужно обратить внимание.
SeoHammer еще предоставляет технологию Буст, она ускоряет продвижение в десятки раз, а первые результаты появляются уже в течение первых 7 дней. Зарегистрироваться и Начать продвижение
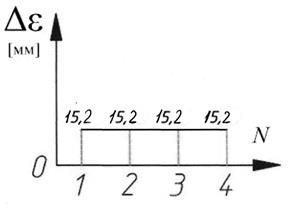
Рисунок 3 - Режим обжатий по клетям профилировочного стана
Расчет калибровки профильного стана будет выполнен для трубы по сортаменту с наружным диаметром:
DН = 508 мм.
2.1.8 Периметр заготовки в каждой из клетей профилирующего стана
 , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 . (7)
. (7)
где i- уменьшение периметра заготовки в каждой из клетей профилирующего стана;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
2.1.9 Ширина полки aj заготовки в каждой клети профилирующего стана принимается постоянной и вычисляется по формуле:
 ; (8)
; (8)
 .
.
2.1.10 Общая величина осадки заготовки  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 (9)
(9)
Так как участок полки а, работает на пластический изгиб, а также исходя из вышеизложенного, изменение периметра будет происходить па участках сопряжения bj заготовки в каждой клети стана и ширина участка сопряжения вычисляют по формуле:
 ; (10)
; (10)
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм;
мм;
 мм.
мм.
2.1.11 Радиус полки в каждой клети определяется через пропорции  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 ; (11)
; (11)
 .
.
где i - число межклетьевых расстояний; п число клетей;
Ri - радиус полки в каждой клети стана, мм;
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
2.1.12 Угол полки заготовки для каждой из клетей профилирующего стана  , рад, вычисляют по формуле:
, рад, вычисляют по формуле:
 ; (12)
; (12)
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
2.1.13 Радиус участков сопряжения калибров выражается через угол α i исходя из условия в каждой клети стана  ,
,  , мм, вычисляют по формуле:
, мм, вычисляют по формуле:
 ; (13)
; (13)
 ;
;
 ;
;
 ;
;
 ;
;
 .
.
2.1.14 Угол участка сопряжения в клетях  , рад, вычисляют по формуле:
, рад, вычисляют по формуле:
 ; (14)
; (14)
 ;
;
 ;
;
 ;
;
 .
.
2.2 Расчёт баланса времени работы оборудования
Базовый баланс времени работы оборудования представлен в таблице 4.
Таблица 4 - Базовый баланс времени работы оборудования
| Показатели | Дни | Часы | Показатели | Дни | Часы |
| Дней в год | ППР | ||||
| Кап.рем. | |||||
| Простой | |||||
| Рабочее время | |||||
| Итого | Итого |
Баланс времени работы оборудования после реконструкции представлен в таблице 5.
Таблица 5 - Баланс времени работы оборудования после реконструкции
| Показатели | Дни | Часы | ППР | Дни | Часы |
| Дней в год | Кап.рем. | ||||
| Простой | |||||
| Рабочее время | 64, 6 | 1550, 4 | |||
| Итого | 252, 6 | 6201, 6 | |||
| Итого | ППР |
|
|