Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
рейсмусовых станков и управление ими.
|
|
Тема: Устройство
Рейсмусовые станки предназначены для обработки одной плоскости заготовки, противоположная сторона которой обработана на фуговальном станке. Такая обработка заготовок до получения заданной толщины называется калиброванием.
На рейсмусовых станках некоторых моделей можно выполнять калибрование одновременно с двух или с четырех сторон без подготовки базовых поверхностей.
Односторонний рейсмусовый станок (рис. 1) относится к станкам закрытого типа. Основанием его служит цельнолитая станина коробчатой формы. В центральной нише станины по направляющим может перемещаться вверх-вниз стол 1 станка. В столе расположены два нижних гладких опорных валика 9. Стол перемещают вращением штурвала, находящегося на передней стенке станины.
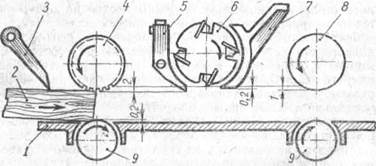 |
Рис.1 Схема рейсмусового станка
1 - стол; 2 - заготовка; 8 - устройство когтевой защиты; 4 - верхний рифленый подающий валик; 5 - стружколоматель; 6 - ножевой вал; 7 - задняя пружинная колодка; 8 - верхний гладкий подающий валик; 9 - нижний гладкий опорный валик.
На верхней части станка, жестко связанной со станиной, расположены верхние подающие валики 4 и 8, устройство когтевой защиты 3, ножевой вал 6, стружколоматель 5 и задняя пружинная колодка 7. В боковых нишах коробки станины размещены механизм передачи главного движения и движения подачи, электрооборудование. На пульт управления вынесены три кнопки: две - включения движения подачи, одна общая - отключения электропитания.
Режущим инструментом рейсмусовых станков являются съемные плоские строгальные ножи, устанавливаемые в круглых ножевых валах.
На рис.2, а изображена схема одностороннего рейсмусового станка. Заготовка, базируясь на столе 1, подается подающими вальцами 2 и 6 при обработке ее ножевым валом 4. Для повышения коэффициента сцепления и возможности одновременного пропуска нескольких заготовок передний подающий валик 6 выполняется рифленым и секционным.
Для предотвращения вылета заготовки в сторону рабочего перед передним валиком установлена когтевая защита 7. Перед ножевым валом имеется секционный подпружиненный передний прижим 5, который выполняет ряд функций: служит прижимом и противодействует смещению заготовки в направлении действия вертикальной составляющей силы резания; является подпором в зоне выхода резца при срезании стружки и ограничивает распространение опережающей трещины, устраняя возможность образования выколов; выполняет роль отражательного экрана, направляя поток стружек в отсасывающую воронку. Передний валик и прижим при наладке станка устанавливают на 1...2 мм ниже уровня резания.
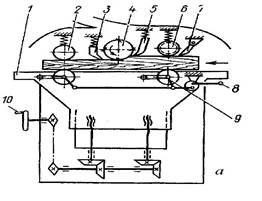
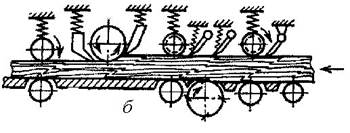
Рис.2. Рейсмусовые станки: а - односторонний; б - двусторонний
Ножевой вал 4 станка смонтирован в подшипниковых опорах на вертикальных стойках станины. Длина вала зависит от ширины стола.
Задний прижим 3 выполнен цельным. Задний подающий валик 2 подпружинен и выполняется гладким, устанавливается так же, как и задний прижим, на 0, 5...1 мм ниже окружности резания.
Стол станка чугунный длиной 800...1400 мм. В нем имеются окна для выхода нижних гладких вальцов 9, которые могут быть приводными. Для уменьшения силы трения при перемещении заготовки по столу нижние вальцы должны выступать над столом на 0, 2...0, 3 мм в зависимости от породы древесины и толщины заготовки. Установка вальцов по высоте производится поворотом рычага 8 или маховиком.
Настройка станка на заданную толщину обработки производится перемещением стола 1 с помощью винтового механизма, управляемого маховичком 10 через цепную и зубчатую коническую передачи.
Вопросы
1. Что такое калибрование? Почему для обработки материалов на рейсмусовых станках надо иметь одну заранее обработанную поверхность?
2. Как определить нужное число проходов для получения деталей определенной толщины?
3. Как подают материал в рейсмусовый станок?
4. Какие дефекты могут возникнуть на обработанной поверхности после рейсмусования и в чем их причины?
|
|