Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Розробка конструкції й визначення розмірів стрижневих знаків
|
|
Положення ливарного стрижня у формі фіксується за допомогою стрижневих знаків. Знаки - це опорна частина стрижня, що не обмивається металом. Призначення знака - міцно втримувати стрижень у формі а також виводити гази зі стрижня. Розрізняють горизонтальні і вертикальні стрижневі знаки.
Стрижневі знаки повинні мати таку форму, щоб не відбувалося зсувів стрижня. Знаки повинні визначати точне розташування стрижня у ливарній формі.
Розміри й конфігурація знаків вибираються такими, щоб у сирому або сухому стані одержати необхідну міцність стрижнів. Необхідно, щоб знакові частини витримували навантаження: масу стрижня і тиск рідкого металу.
Основні розміри знаків (рис. 3.1) визначаються згідно ГОСТ 3212-92 в залежності від габаритних розмірів стрижня, його розташування у формі і характеру ливарної форми (суха, сира, з хімічним твердінням, разом з оснасткою і ін.). Розміри знаків моделі повинні відрізнятися на величину зазорів, прийнятих по контуру частин стрижнів, що сполучаються, і ливарної форми.
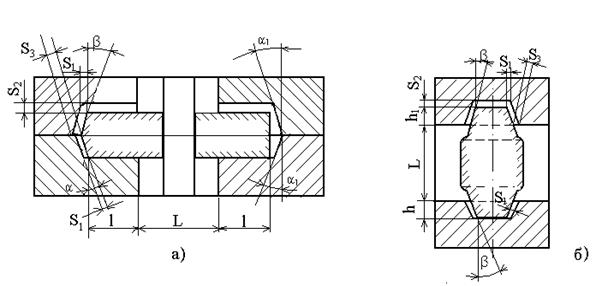
а - горизонтальні; б - вертикальні
Рисунок 3.1 - Схеми стрижневих знаків для визначення їхніх розмірів
У таблицях 3.3 - 3.7 наведено довжини горизонтальних знаків для сирих і сухих форм, а також форм, які отвережуються у контакті з оснасткою, висота вертикальних знаків, розміри формувальних ухилів на знакових поверхнях і зазорів між знаковими частинами стрижня і ливарної форми.
Таблиця 3.3 - Довжина горизонтальних знаків для піщано-глинистих форм
 або D, мм або D, мм
| Довжина знака l, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон. 40 до 63 | > 63 до 100 | > 100 до 160 | > 160 до 250 | > 250 до 400 | > 400 до 630 | > 630 до 1000 | > 1000 до 1600 | > 1600 до 2500 | |
| До 25 | 20/15 | 25/20 | 30/- | 35/- | - | - | - | - | - | - |
| Пон. 25 до 40 | 20/20 | 25/25 | 30/30 | 35/35 | 45/40 | 50/- | - | - | - | - |
| > 40 до 63 | 20/20 | 25/25 | 30/30 | 40/35 | 50/40 | 60/50 | 75/- | 95/- | - | - |
| > 63 до 100 | 20/25 | 25/30 | 35/35 | 45/40 | 55/45 | 65/55 | 85/65 | 105/- | - | - |
| > 100 до 160 | 35/25 | 40/30 | 35/35 | 50/40 | 60/45 | 75/55 | 95/65 | 115/- | 130/- | - |
| > 160 до 250 | 35/30 | 40/35 | 40/40 | 50/50 | 65/55 | 80/60 | 100/ | 125/ | 145/ - | - |
| > 250 до 400 | 40/35 | 40/40 | 45/45 | 60/50 | 75/55 | 85/60 | 110/ | 140/ | 160/ | 180/- |
| > 400 до 630 | 40/- | 40/45 | 45/50 | 65/55 | 85/60 | 100/ | 130/ | 160/ | 180/ | 220/ |
| > 630 до 1000 | - | - | -/55 | -/60 | -/65 | 115/ | 150/ | 180/ | 210/ | 260/ |
| > 1000 до 1600 | - | - | - | -/65 | -/70 | -/80 | -/90 | 200/ | 245/ | 300/ |
| > 1600 до 2500 | - | - | - | - | -/75 | -/90 | -/100 | -/130 | -/170 | -/210 |
Примітка: у чисельнику наведені розміри горизонтальних стрижневих знаків при формуванні «по-сирому», у знаменнику – при формуванні «по-сухому».
При виготовленні виливків у формах, що твердіють у контакті з оснасткою, розмір горизонтальних стрижневих знаків призначається відповідно до таблиці 3.4
Таблиця 3.4 - Довжина горизонтальних знаків для форм, що твердіють у контакті з оснасткою
| або D, мм
| Довжина знака l, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон. 40 до 63 | > 63 до 100 | > 100 до 160 | > 160 до 250 | > 250 до 400 | > 400 до 630 | > 630 до 1000 | > 1000 до 1600 | > 1600 до 2500 | |
| До 25 | - | - | - | - | - | - | ||||
| Пон. 25 до 40 | - | - | - | - | ||||||
| > 40 до 63 | - | - | - | |||||||
| > 63 до 100 | - | - | - | |||||||
| > 100 до 160 | - | - | ||||||||
| > 160 до 250 | - | - | ||||||||
| > 250 до 400 | - | |||||||||
| > 400 до 630 | - | - | ||||||||
| > 630 до 1000 | - | - | ||||||||
| > 1000 до 1600 | - | - | ||||||||
| > 1600 до 2500 | - | - | - |
Висоту нижніх знаків вертикальних стрижнів для всіх видів сумішей призначають відповідно до таблиці 3.5
Таблиця 3.5 - Висота нижніх вертикальних знаків
| або D, мм
| Висота знака h, (мм) при довжині стрижня L (мм) | |||||||||
| До 40 | Пон.40 до 63 | > 63 до 100 | > 100 до 160 | > 160 до 250 | > 250 до 400 | > 400 до 630 | > 630 до 1000 | > 1000 до 1600 | > 1600 до 2500 | |
| До 25 | - | - | - | - | - | - | ||||
| Пон. 25 до 40 | - | - | - | - | ||||||
| > 40 до 63 | - | |||||||||
| > 63 до 100 | - | |||||||||
| > 100 до 160 | ||||||||||
| > 160 до 250 | ||||||||||
| > 250 до 400 | ||||||||||
| > 400 до 630 | ||||||||||
| > 630 до 1000 | ||||||||||
| > 1000 до 1600 | ||||||||||
| > 1600 до 2500 | ||||||||||
| > 2500 |
При співвідношенні висоти вертикального стрижня до його діаметра (L/D) більш 5 або при відсутності надійної фіксації стрижня верхньою напівформою нижній знак роблять посиленим (рисунок 3.2).
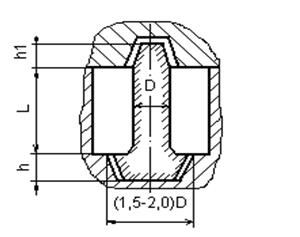
Рисунок 3.2 - Посилений знак
Висоту верхнього вертикального знака h1 приймають не менш 50% від висоти нижнього знака. Для масового і великосерійного виробництва виливків допускається призначати висоту нижнього і верхнього знаків однаковими.
При відсутності верхнього вертикального знака висоту нижнього допускається збільшувати до 50% у порівнянні із зазначеними в таблиці. 3.5.
Довжину знака консольного стрижня (рисунок 3.3) доцільно збільшити до довжини виступаючої частини стрижня.
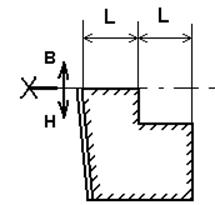
Рисунок 3.3 –Консольний стрижень
Ухили на знакових поверхнях стрижнів повинні відповідати зазначеним у таблиці 3.6.
Таблиця 3.6 - Значення ухилів на знакових поверхнях стрижнів
| Висота знака h або h1, мм | Ухил знаків | ||
| a | b | a1 | |
| До 40 | 100 00 | 150 00 | 40 00 |
| Понад 40 до 63 | 70 00 | 100 00 | 30 00 |
| > 63 до 100 | 60 00 | 80 00 | 20 00 |
| > 100 до 160 | 50 00 | 60 00 | 10 00 |
| > 160 до 250 | 50 00 | 60 00 | |
| > 250 до 400 | 50 00 | 60 00 | - |
Розмір технологічних зазорів S1, S2, S3 між знаковими частинами стрижня й форми визначається залежно від матеріалу модельного комплекту, його класу точності, розмірів стрижня й стрижневих знаків, а також виду формування.
Значення зазорів S1 і S2, повинні відповідати наведеним у таблиці 3.7. Значення зазору S3 варто приймати рівним 1, 5S1.
Таблиця 3.7 - Значення технологічних зазорів за ГОСТ 3212-92
| Висота знака h або h1, мм | Тип модельного комплекту | Зазор S1 (S2) при довжині стрижня (мм) | ||||||||||
| До 40 | Пон. 40 до 63 | > 63 до 100 | > 100 до 160 | > 160 до 250 | > 250 до 400 | > 400 до 630 | > 630 до 1000 | > 1000 до 1600 | > 1600 до 2500 | > 2500 до 4000 | ||
| До 25 | I | 0, 2 | 0, 2 | 0, 3 | 0, 3 | 0, 4 | 0, 5 | 0, 6 | 0, 7 | 0, 9 | 1, 2 | 1, 6 |
| II | 0, 3 | 0, 4 | 0, 4 | 0, 5 | 0, 6 | 0, 7 | 0, 7 | 1, 1 | 1, 4 | 1, 9 | 2, 7 | |
| III | 0, 5 | 0, 6 | 0, 7 | 0, 8 | 0, 9 | 1, 0 | 1, 3 | 1, 7 | 2, 3 | 3, 3 | 4, 3 | |
| IV | 0, 8 | 0, 9 | 1, 1 | 1, 2 | 1, 4 | 1, 7 | 2, 1 | 2, 7 | 3, 5 | 5, 0 | 6, 5 | |
| Пон. 25 до 40 | I | 0, 3 | 0, 3 | 0, 4 | 0, 4 | 0, 5 | 0, 5 | 0, 7 | 0, 8 | 1, 0 | 1, 5 | 1, 7 |
| II | 0, 4 | 0, 5 | 0, 6 | 0, 6 | 0, 7 | 0, 8 | 0, 8 | 1, 3 | 1, 6 | 2, 2 | 2, 7 | |
| III | 0, 7 | 0, 8 | 0, 9 | 1, 0 | 1, 1 | 1, 3 | 1, 6 | 1, 9 | 2, 5 | 3, 3 | 4, 5 | |
| IV | 1, 2 | 1, 3 | 1, 5 | 1, 6 | 1, 8 | 2, 1 | 2, 5 | 3, 0 | 4, 0 | 5, 0 | 7, 3 | |
| > 40 до 63 | I | 0, 3 | 0, 3 | 0, 4 | 0, 4 | 0, 5 | 0, 5 | 0, 7 | 0, 8 | 1, 0 | 1, 5 | 1, 7 |
| II | 0, 5 | 0, 6 | 0, 6 | 0, 7 | 0, 8 | 0, 9 | 0, 8 | 1, 3 | 1, 6 | 2, 2 | 3, 0 | |
| III | 0, 8 | 0, 9 | 1, 0 | 1, 1 | 1, 2 | 1, 3 | 1, 6 | 2, 0 | 2, 6 | 3, 5 | 4, 6 | |
| IV | 1, 3 | 1, 4 | 1, 6 | 1, 7 | 1, 9 | 2, 2 | 2, 6 | 3, 0 | 4, 0 | 5, 7 | 7, 3 | |
| > 63 до 100 | I | 0, 3 | 0, 4 | 0, 4 | 0, 5 | 0, 6 | 0, 6 | 0, 7 | 0, 8 | 1, 1 | 1, 5 | 1, 8 |
| II | 0, 5 | 0, 6 | 0, 6 | 0, 7 | 0, 8 | 0, 9 | 0, 8 | 1, 3 | 1, 6 | 2, 2 | 3, 0 | |
| III | 0, 8 | 0, 9 | 1, 0 | 1, 1 | 1, 2 | 1, 5 | 1, 7 | 2, 0 | 2, 6 | 3, 5 | 4, 6 | |
| IV | 1, 3 | 1, 5 | 1, 6 | 1, 8 | 2, 0 | 2, 2 | 2, 6 | 3, 0 | 4, 0 | 6, 2 | 7, 3 | |
| > 100 до 160 | I | 0, 3 | 0, 4 | 0, 4 | 0, 5 | 0, 6 | 0, 6 | 0, 7 | 0, 8 | 1, 1 | 1, 5 | 1, 8 |
| II | 0, 5 | 0, 6 | 0, 7 | 0, 7 | 0, 8 | 1, 0 | 1, 0 | 1, 3 | 1, 6 | 2, 2 | 3, 0 | |
| III | 0, 9 | 1, 0 | 1, 1 | 1, 2 | 1, 3 | 1, 5 | 1, 7 | 2, 1 | 2, 7 | 3, 8 | 4, 7 | |
| IV | 1, 4 | 1, 6 | 1, 7 | 1, 9 | 2, 1 | 2, 3 | 2, 7 | 3, 1 | 4, 0 | 6, 2 | 7, 3 | |
| > 160 до 250 | I | 0, 4 | 0, 5 | 0, 5 | 0, 5 | 0, 7 | 0, 7 | 0, 8 | 0, 9 | 1, 1 | 1, 6 | 1, 8 |
| II | 0, 6 | 0, 7 | 0, 7 | 0, 8 | 0, 9 | 1, 0 | 1, 0 | 1, 4 | 1, 7 | 2, 2 | 3, 0 | |
| III | 1, 0 | 1, 1 | 1, 2 | 1, 3 | 1, 4 | 1, 6 | 1, 8 | 2, 3 | 2, 9 | 3, 9 | 4, 7 | |
| IV | 1, 5 | 1, 7 | 1, 8 | 2, 0 | 2, 2 | 2, 4 | 2, 8 | 3, 4 | 4, 3 | 5, 8 | 7, 5 | |
| > 250 до 400 | I | 0, 4 | 0, 5 | 0, 5 | 0, 6 | 0, 7 | 0, 7 | 0, 8 | 0, 9 | 1, 1 | 1, 6 | 1, 8 |
| II | 0, 6 | 0, 7 | 0, 8 | 0, 8 | 0, 9 | 1, 0 | 1, 1 | 1, 4 | 1, 8 | 2, 3 | 3, 2 | |
| III | 1, 1 | 1, 2 | 1, 3 | 1, 4 | 1, 5 | 1, 6 | 1, 9 | 2, 3 | 2, 9 | 3, 9 | 4, 8 | |
| IV | 1, 7 | 1, 8 | 2, 0 | 2, 1 | 2, 3 | 2, 6 | 3, 0 | 3, 4 | 4, 4 | 5, 9 | 7, 6 |
Примітка: I - для модельних комплектів 1-3 класів точності, виготовлених з металу і пластмаси; II - для модельних комплектів 4-9 класів точності, виготовлених з металу і пластмаси, і 1-3 класів точності, виготовлених з деревини; III - для модельних комплектів 4-6 класів точності, виготовлених з деревини; IV - для модельних комплектів 7-9 класів точності, виготовлених з деревини.
Граничні відхилення розмірів знаків і формувальних ухилів повинні відповідати вимогам ГОСТ 11961-87 і ГОСТ 11963-87.
|
|