Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Выбор режима сварки
|
|
Выбор режима сварки. Из рассмотрения влияния применяемых видов и способов сварки на свойства сварных соединений следует, что сварка титана и его сплавов возможна только на экспериментально установленных режимах, в ограниченных пределах могут изменяться сварочный ток, скорость сварки, напряжение дуги и расход защитного газа при струйной защите сварного соединения. Одпако для получения сварных соединений с возможно большей работоспособностью для каждой марки сплава подбирают наиболее эффективные показатели режима дуговой сварки в среде инертных газов.
Структура металла шва и околотиовных зон, зависящая от режимов сварки, и химический состав этого металла, определяемый надежностью защиты сварного соединения, влияют на механические свойства и характер разрушения сварного соединения.
 Параметры режима выбирают в зависимости от свариваемого сплава, толщины размеров, формы и конструктивных особенностей деталей.
Параметры режима выбирают в зависимости от свариваемого сплава, толщины размеров, формы и конструктивных особенностей деталей.
Дуговая сварка может быть произведена при сравнительно малой скорости сварки и, наоборот, при большой скорости. Выгодно применять большие скорости сварки, так как при этих условиях металл сварного соединения находится меньше времени под действием высоких температур. Вследствие этого получается минимальная ширина зоны термического влияния, мельче структура металла шва и прилегающих зон.
Высокая скорость сварки способствует также уменьшению деформации свариваемых деталей, расхода защитных газов и электроэнергии.
Количество тепла в месте сварки уменьшается с увеличением скорости сварки или с увеличением напряжения дуги. С увеличением напряжения дуги увеличивается ширина шва, уменьшается проплавление металла и ухудшается струйная защита сварного соединения. Поэтому выбирают минимальную величину напряжения дуги. С этой целью сварка малых толщин (до 3 мм) производится поверхностной дугой, а больших толщин-
погруженной дугой.
Расход инертного газа при струйной защите выбирается таким, чтобы полностью защищать сварное соединение от действия атмосферы. Лучшая защита достигается при ламинарном истечении защитного газа из горелки. При турбулентном движении (при большом расходе) происходит подсос воздуха и насыщение металла азотом и кислородом. При слишком малом расходе газа также происходит насыщение металла азотом и кислородом воздуха.
Сварочный ток, влияющий на размер шва, имеет большое значение при выборе режимов сварки. Влияние тока во многом определяется плотностью тока, т. е. отношением величины тока к диаметру электрода. Для увеличения плотности тока при сварке неплавящимся электродом применяются электроды, заточенные на конус.
Наряду с этим, плотность тока определяется способом сварки. Так, при ручной дуговой сварке она минимальная, а при автоматической — максимальная. Необходимая плотность тока а, следовательно, и величина то ка и другие параметры режимов сварки обычнс) уточняются экспериментально;
Для сварки тонколистового металла (до 2 мм) целесообразно применять импульсную сварку. При этом способе сварки применяется импульсный режим тока — чередование включения сварочного тока с кратковременными  паузами. Во время пауз нагрев места сварки уменьшается, что значительно снижает образование и развитие пор в металле шва, а также деформацию свариваемых деталей производить с сопутствующим нагревом охлаждаемого сварного соединения. Режимы сварки для этого способа подбираются экспериментально.
паузами. Во время пауз нагрев места сварки уменьшается, что значительно снижает образование и развитие пор в металле шва, а также деформацию свариваемых деталей производить с сопутствующим нагревом охлаждаемого сварного соединения. Режимы сварки для этого способа подбираются экспериментально.
При точечной аргоно-дуговой сварке режим тока может быть непрерывным и импульсным [3, 9, 42]. Параметры режима дуговой сварки плавящимся электродом должны обеспечивать мелкокапельный или струйный перенос присадочного металла в дуге. Такие условия обеспечиваются применением высокой плотности тока обратной полярности. Поэтому сварку рекомендуется вести проволокой малого диаметра 1, 2—2, 0 ммтоком более 160 —220 а. Во избежание перегрева электродной проволоки током и увеличения разбрызгивания металла вылет электрода не должен быть более 12— 20 мм.
Указанные в литературе режимы всех способов сварки ориентировочные и требуют уточнения в производственных условиях с учетом технологической оснастки, формы и размеров свариваемых деталей и уллов.
Параметрами режима дуговой сварки под флюсом, как и при дуговой сварке, в среде инертных газов, являются сварочный ток, напряжение дуги, диаметр электродной проволоки, скорость подачи проволоки и скорость сварки. Сварка производится постоянным током обратной полярности. Вследствие большого удельного электросопротивления титана сварка выполняется при малых пылстах электрода (не более 18 мм). Стыковые швы деталей толщиной 2—4 мм сваривают на остающихся подкладках того же состава, что и основной металл. Детали большой толщины сваривают на стальной или медной подкладке или на флюсовой подушке.
При элсктрошлаковой сварке свариваемые кромки устанавливают с зазором.
Инертный газ защищает шлаковую ванну. В качестве электрода используют пластины. Сварку производят на переменном токе. При выборе режимов сварки необходимо стремиться к минимальному расходу погонной энергии и ограничивать ширину зазора между спариваемыми кромками.
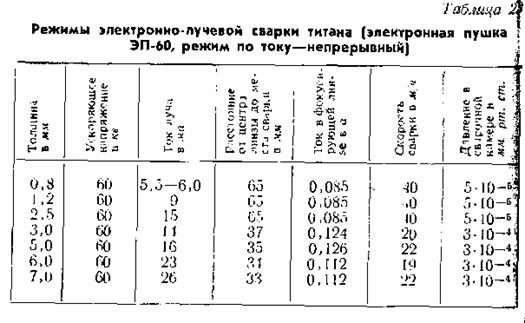
Электронно-лучевая сварка, отличается от дуговой сварки высокой удельной энергией, которая определяется параметрами сварки. Основные параметры электронно-лучевой сварки: ускоряющее напряжение, ток луча, условия фокусировки (ток в фокусирующей линзе, фокусное расстояние), режим по току (непрерывный, импульсный), скорость сварки и абсолютное давление в сварочной камере. При использовании импульсного режима в число основных параметров входят также частота и продолжительность импульсов, а при сварке присадочной проволокой — скорость подачи и диаметр присадочной проволоки. Ток в фокусирующей магнитной линзе при заданном фокусном расстоянии и токе луч характеризует плотность тока в месте сварки. Импульсный режим сварки целесообразен при сварке тонколи  стового металла (до 0, 5 мм). Высокая концентрация тепловой энергии при электрошю-лучевом нагреве позволяет вести сварку на высоких скоростях при малой энергосмкости процесса. |
стового металла (до 0, 5 мм). Высокая концентрация тепловой энергии при электрошю-лучевом нагреве позволяет вести сварку на высоких скоростях при малой энергосмкости процесса. |
Режимы электронно-лучевой сварки, приведенные I табл. 23, ориентировочные и требуют уточнения в про изводственных условиях
|
с учетом типа используемой, электронной пушки, технологической оснастки, толщины, металла, конфигурации и размеров изделия.
При отработке режимов сварки следует учитывать, чго глубина проплавления возрастает с увеличением ускоряющего напряжения, величины и плотности электронного потока, а также уменьшения скорости сварки. Ширина шва и протяженность зоны термического влияния возрастает при уменьшении плотности тока в луче и скорости сварки. Количество расплавленного метала подрастает с увеличением электронного потока и уменьшенном скорости сварки. Глубина приплавления возрастает возрастает, а ширина шва уменьшается при увеличении зазора между свариваемыми кромками.
Сварка токами радиочастоты характеризуется высокой концентрацией энергии при нагреве поверхности стыка свариваемых кромок. Нагрев металла осуществляется за десятые или даже сотые доли секунды.
Основными параметрами режима радиочастотной сварки являются мощность источника тока и скорость сварки. Наиболее высокое качество прямошовпых труб из титана толщиной 1, 5 ммбыло достигнуто при скорости сварки 15 м/мин и потреблении мощности 33 —35 кет.
|
|