Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Опис типових операцій обробки у пристрої ЧПУ
|
|
В пристрої ЧПУ операції обробки здійснюються на підставі застосування підготовчих функцій в УП.
|
Розгянемо опис типових операцій обробки у пристрої ЧПУ.
Відлік координат. Для визначення поточної системи координат, в якій будуть програмуватися координати переміщень інструмента, застосовують ортогональні підготовчі функції G 53– G 59. Якщо в кадрі задана функція G 53, то переміщення задається в системі координат верстата, інакше – в одній з робочих систем координат, що визначаються функціями G 54– G 59. При цьому початок робочих систем координат зсувається по кожній координаті лінійно відносно системи координат верстата у відповідності із попередньо заданими константами з пульта системи.
Узгодження координат. Для узгодження системи координат деталі (у якій задані координати опорних точок траєкторії інструмента) із системою координат верстата поряд із зсувом нуля відліку переміщень робочих органів (встановлюються вручну з пульта системи) застосовується програмований зсув нуля, який кодують підготовчою функцією G 92 у кадрі, що відпрацьовується без переміщення робочих органів верстата. За допомогою цієї функції початок робочої системи координат можна перемістити в іншу точку в межах робочого простору верстата. Значення координат, що задані в поточному кадрі з функцією G 92, представляють собою координати кінцевої точки попереднього кадру у новій системі координат.
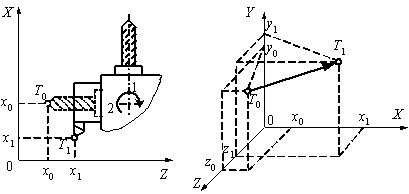
Програмований зсув нуля використовується також для врахування в УП змін розміру інструмента при його заміні або зношуванні. Наприклад, після повороту різетримача (рис. 7.2, a) для заміни свердла різцем функція G 92 (у кадрі обліку зсуву нуля) записується в наступному вигляді (i – номер кадру):
N { i } … G 92 X { x 0 – x 1} Z { z 0 – z 1}…
Величини X і Z наведені (у фігурних дужках) в приростах, а значення i визначає номер кадру. Три крапки показують, що в кадр можуть входити також інші функції.
Лінійне переміщення (рис. 7.2, б) записується у вигляді:
N { i } … G 91 X { x 1 – x 0} Y { y 1 – y 0} Z { z 1 – z 0}…
Функція G91 показує, що величини задані в приростах. Якщо ж вони задаються в абсолютних значеннях, то замість функції G 91 варто вказати функцію G 90:
N { i } … G 90 X { x 1} Y { y 1} Z { z 1}…
Коли в пристрої ЧПУ реалізована можливість працювати тільки з одним із наведених способів задання розмірів, то ці підготовчі функції не вказуються.
а) б)
Рис. 7.2. Програмований зсув нуля (а)
і лінійне переміщення інструмента (б)
Більшість пристроїв ЧПУ третього покоління дозволяє виконати програмування обома методами. Однак рекомендується користуватися заданням у приростах (функція G 91), оскільки в цьому випадку зберігається пряме співвідношення між переміщенням інструмента, зазначеним у кадрі, і його фактичним переміщенням. Необхідно пам’ятати, що незалежно від того, чи переміщається шпиндель з інструментом відносно заготовки або заготовка відносно інструмента, при програмуванні передбачається, що переміщається інструмент.
Траєкторія руху інструмента (еквідистанта) включає ділянки прискорених переміщень, а також ділянки лінійної або кругової інтерполяціїї, які інструмент проходить зі швидкістю робочої подачі. Спосіб руху вздовж заданої траєкторії визначається підготовчою функцією, а спосіб задання геометричних параметрів ділянки траєкторії залежить від способу руху, прийнятої координатної системи, прийнятого набору параметрів ділянки, площини обробки.
Позиціонування на швидкому ходу кодується функцією G 00. На ділянці прискореного переміщення у кінцевому результаті потрібно лише потрапити в задану точку Т 1, а проміжна траєкторія несуттєва (рис. 7.3, а). Тому у випадку руху з точки Т 0 у точку T 1 запис у кадрі має вигляд:
– в абсолютній системі:
N { i } G 00 … G 90 X { x 1} Y { y 1} Z { z 1}…
– у відносній системі:
N { i } G 00 … G 91 X { x 1 – x 0} Y { y 1 – y 0} Z { z 1 – z 0}…
При такому записі рух виконується одночасно по всіх координатах з максимальною швидкістю. Тому у випадку руху по трьох координатах результуюча швидкість більша за максимальну швидкість по координаті в  раз.
раз.
У тих випадках, коли позиціонування доцільно виконувати з почерговим рухом по координатах, замість зазначеного кадру в абсолютній системі записують три:
N { i } … G 00 … G 90 X { x 1}…
N { i + 1} … Y { y 1}…
N { i + 2} … Z { z 1}…
Таке переміщення використовується при виконанні встановлюючих переміщень інструмента, відведеннях, підведеннях інструмента, переходах від однієї суміжної ділянки обробки до іншої, заміні інструмента тощо, коли немає контакту інструмента з деталлю і не потрібна висока точність руху на ділянці прискореного переміщення.

а) б) в)
Рис. 7.3. Способи руху вздовж заданої траєкторії
Переміщення на робочій подачі задається ділянками інтерполяції: при русі по прямій – лінійна інтерполяція, при русі по дузі кола – кругова інтерполяція. Швидкість робочої подачі задається словом “Функція подачі”. У це слово входить адреса F і величина подачі, що діє на всіх ділянках інтерполяції до її заміни.
Для ділянки переміщення з точки Т 0 у Т 1 з лінійною інтерполяцією запис у кадрі має вигляд:
– в абсолютній системі:
N { i } G 01 … G 90 X { x 1} Y { y 1} Z { z 1}…
– у відносній системі:
N { i } G 01 … G 91 X { x 1 – x 0} Y { y 1 – y 0} Z { z 1 – z 0}…
На ділянці лінійної інтерполяції (рис. 7.3, б) рух інструмента здійснюється з максимальним наближенням до заданої прямої Т 0 Т 1.
На ділянці кругової інтерполяції (рис. 7.3, в) траєкторія руху інструмента визначається геометричними параметрами дуги Т 0 Т 1. В усіх випадках початковим положенням інструмента є точка Т 0, у яку інструмент потрапив за результатами відпрацьовування попереднього кадру. Таким чином, координати точки Т 0 вважаються відомими.
Виходячи з цієї обставини, у слові “Розмірні переміщення” задають такі геометричні параметри ділянки траєкторії, при яких його просторове положення стало б визначеним.
Для цього вказується напрямок руху за годинниковою стрілкою або проти неї функціями G 02, G 03, площина обробки – функціями G 17, G 18, G 19, проекції радіус-вектора дуги – розмірними переміщеннями I, J, K, та координати кінцевої точки:
– в абсолютній системі:
N { i } G 02 G 17 … G 90 X { x 1} Y { y 1} I { xc – x 0} J { yc – y 0}…
– у відносній системі:
N { i } G 02 G 17 … G 91 X { x 1 – x 0} Y { y 1 – x 0} I { xc – x 0} J { yc – y 0}…
Кругова інтерполяція і відповідний рух може вестись тільки у площині двох координат XY (G 17), XZ (G 18), YZ (G 19). Всі значення координат кінцевої точки і проекції радіус-вектора необхідно задавати явно, в тому числі і нульові значення. Проекції радіус-вектора задають завжди в приростах із врахуванням знаків проекції.
В пристроях ЧПУ класуCNC рух по колу може програмуватися заданням радіуса R кола і кута нахилу a початкової точки:
– в абсолютній системі:
N { i } G 02 G 17 … G 90 X { x 1} Y { y 1} I { a } J { R }…
– у відносній системі:
N { i } G 02 G 17 … G 91 X { x 1 – x 0} Y { y 1 – x 0} I { a } J { R }…
Проте, спосіб задання дуги кола кінцевою точкою та центром у відносній системі найбільше розповсюджений в пристроях ЧПУ. При цьому більшість ЧПУ передбачає задання в одному кадрі інформації про частину дуги, що розташована в межах тільки одного квадранта кола, тобто рух по дузі у двох і більше квадрантах необхідно подавати декількома кадрами.
Нарізання різі з постійним кроком (рис. 7.4) кодується підготовчою функцією G 33. Траєкторія руху при виконанні цієї операції буде комплексною і повинна бути записана у чотирьох кадрах:
– прискорене підведення (Т 0 Т 1):
N { i } G 00 G 90 X { x 1}…
– нарізання різі (Т 1 Т 2) із кроком, що задається параметром K:
N { i + 1} G 33 … Z { z 2} K { c }…
– прискорене відведення (Т 2 Т 3):
N { i + 2} G 00 … X { x 3}…
– відведення по осі Z (Т 3 Т 0):
N { i + 3} … Z { z 0}…
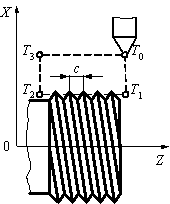
Рис. 7.4. Нарізання різі з постійним кроком
Гальмування наприкінці відпрацьовування кадру використовується досить часто для зменшення динамічної помилки приводу, наприклад, при реверсуванні.
На рис. 7.5 показана ділянка фрезерування канавки, у якій при підході до точки T 1потрібно знизити швидкість. У цьому випадку рух по траєкторії T 0– T 1– T 2 записується двома кадрами із вказанням підготовчої функції G 09:
N { i } G 01 G 09 G 90 X { x 1} F …
N { i + 1} … Y { y 2}…
У багатьох сучасних пристроях з ЧПУ передбачене також безеквідистантне програмування, тобто задання інформації не по траєкторії руху центра інструмента (еквідистантне), а по параметрах оброблюваної поверхні, зазначеної в кресленні деталі. При цьому розрахунки, пов’язані з обчисленням еквідистантного контуру, виконується автоматично пристроєм ЧПУ. Оператору необхідно тільки ввести величини радіуса і довжини інструмента з пульта ЧПУ.
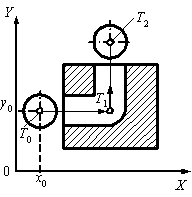
Рис. 7.5. Частина траєкторії з гальмуванням
Корекція на інструмент ліва і права. Корекція на радіус інструмента при обробці криволінійного контуру кодується функціями G 41, G 42 в залежності від розташування інструмента (ліворуч або праворуч від контуру, якщо дивитися у напрямку руху інструменту). Наприклад, траєкторія T 0– T 1– T 2– T 3– T 4– T 5– T 6– T 0 (рис. 7.6, а), що розрахована для обробки зовнішнього контуру фрезою радіусом R, коригується за допомогою функції G 41 і коректора № 1 (Т 0001 або D 01), до якого з пульта системи заноситься зміна радіуса D R (в абсолютній системі):
N { i } G 00 G 17 G 90 X { x 1} Y { y 1}
N { i + 1} G 01 G 41 X { x 2} … T 0001
N { i + 2} X { x 3}…
N { i + 3} G 02 X { x 4} Y { y 4} I 0 J { y 4 – y 3}…
N { i + 4} G 01 Y { y 5}…
N { i + 5} G 40 Y { y 6}…
N { i + 6} G 00 X { x 0} Y { y 0}…
Ця ж траєкторія для обробки внутрішнього контуру (рис. 7.6, б) коригується функцією G 42, а УП відрізняється від попередньої кадром:
N { i + 1} G 01 G 42 X { x 2} … T 0001.

а) б)
Рис. 7.6. Корекція на інструмент ліва і права
Корекція на інструмент додатна і від’ємна. Підготовчі функції G 43, G 44 призначені для корекції довжини або радіуса інструмента в площині обробки при прямокутному формоутворенні. Функції обираються відповідно для додавання або вирахування із заданої у кадрі координати величини, що занесена в коректор з пульта інструмента. Таким чином, корекція додатна або від’ємна подається в кадрі функціями G 43, G 44 і словом Т (або D), які записуються в суворій послідовності перед кожною коригованою координатою. Відміна корекції здійснюється функцією G 40 або заданням D 00.
Функція G 40 відміняє усі види корекції по всіх координатах, а слово D 00 відміняє корекцію тільки по тій координаті, перед якою вона була задана і не анулює задання G 43, G 44. Корекція вважається від’ємною (G 44), якщо координата центра інструмента менша, ніж координата контуру і навпаки.
Кадри задання корекції інструмента на радіус в абсолютній системі має вигляд (рис. 7.7, а):
N { i } G 90 G 00 G 44 D 01 X 50 G 44 D 01 Y 40
N { i + 1} G 01 G 43 Y 400 F 1000
N { i + 2} G 43 X 150
N { i + 3} G 44 Y 400
N { i + 4} G 44 X 50
N { i + 5} G 00 D 00 X 0 D 00 Y 0
Для корекції інструмента на довжину (рис. 7.7, б) в коректор заноситься абсолютна величина різниці між розрахунковою та дійсною довжиною інструмента ê z 0 – z 1 ê або ê z 0 – z 2 ê, і в УП записується один з кадрів в залежності від того, коротший чи довший запрограмованого встановлений на верстаті інструмент: N { i }… G 44 Z { z 0}… T 0201 або N { i }… G 43 Z { z 0}… T 0201.

а) б)
Рис. 7.7. Корекція на інструмент додатна і від’ємна
із врахуванням радіуса і довжини
Підготовча функція використовується також при записі інших підпрограм. Найбільше це відноситься до запису постійних циклів.
Рекомендоване кодування постійних циклів свердлильно-розточувальної обробки використовує функції G 81– G 89.
При розробці УП наведені елементи програми потрібно розглядати в їх взаємозв’язку з попередніми кадрами.
|
|