Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Разработка технологического процесса изготовления моделей из древесины
|
|
1. Припуски на механическую обработку.
При изготовлении модельного чертежа по чертежу детали, не имеющему технологических указаний, модельщик сам назначает припуски на механическую обработку. Припуски на механическую обработку необходимы только на поверхности, шероховатость которых обозначена в соответствии с определенным классом чистоты величиной неровностей Ra, Rz. Если шероховатость обозначается знаком, то припуск на механическую обработку не дается. Величина припуска на механическую обработку зависит от следующих факторов: материала отливки, наибольшего габаритного размера отливки, характера производства (массовое, серийное, единичное и т.д.
Для обеспечения точных размеров отливок при ручной формовке необходимо уменьшать размеры на некоторую величину, называемую отрицательным припуском. Отрицательный припуск необходим вследствие изменения размеров форм при расталкивании моделей. Отрицательный припуск зависит от веса отливки и от средней толщины стенки отливки.
2.Припуски на усадку сплава.
Размеры моделей должны отличаться от размеров отливки на величину линейной усадки сплава В простых по конфигурации отливках небольшой длины происходит полная усадка сплава.
В более сложных отливках, особенно со стенками разной толщины, усадка получается неполной вследствие неравномерного затвердевания и охлаждения сплава (более толстые части отливки затвердевают позднее, чем тонкие). Из-за сопротивления формы и стержней усадка также может быть затрудненной.
3. Формовочные уклоны.
Поверхности моделей, расположенные параллельно направлению извлечения их из формы, должны иметь уклоны. Формовочные уклоны облегчают извлечение модели и предотвращают разрушение рабочих поверхностей формы.
Три типа формовочных уклонов для наружных:
На обрабатываемых поверхностях формовочный уклон делают сверх припуска на механическую обработку за счет увеличения размеров отливки.
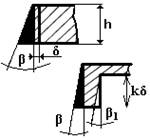 Тип I
Тип I
Уклон выполняют на необрабатываемых поверхностях, не сопрягаемых с другими деталями, за счет одновременного увеличения и уменьшения размеров отливки.
Тип II
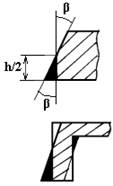 На необрабатываемых поверхностях, сопрягаемых с другими деталями, за счет уменьшения размеров отливки.
На необрабатываемых поверхностях, сопрягаемых с другими деталями, за счет уменьшения размеров отливки.
 Тип III
Тип III
Величина формовочных уклонов зависит от высоты боковых поверхностей.
4. Галтели.
При разработке литой детали назначаются радиусы закруглений в местах сопряжения внутренних стенок. Эти радиусы называются галтелями. Радиус галтели следует принимать в пределах от 1/5 до 1/3 среднего арифметического значений толщины стенок, образующих сопряженный угол.
Галтели выполняют следующими способами:
1. Вклеиванием в углы моделей деревянных галтелей, изготовленных на фрезерном станке. Этот способ применяют для прямолинейных неразъемных углов моделей 1-го 2-го классов прочности.
2. Врезанием деревянных брусков квадратного сечения с последующей обработкой по радиусу R; сторона квадрата бруска должна превышать радиус галтели на 3-5 мм.
 3. Непосредственным фрезерованием галтелей в теле модели в прямолинейных и непрямолинейных углах.
3. Непосредственным фрезерованием галтелей в теле модели в прямолинейных и непрямолинейных углах.

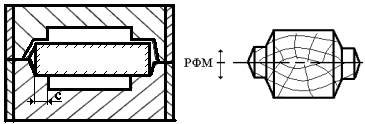
5. Стержневые знаки.
Установка и фиксация песчаного стержня в литейной форме осуществляется с помощью специальных выступов, называемых стержневыми знаками. Конфигурация и размеры стержневых знаков определяются
· размерами отливки
· конфигурацией отверстий
От конструкции знаков зависит прочность установки стержней. Стержневые знаки по расположению модели делятся на вертикальные и горизонтальные.
Поперечное сечение стержневого знака может иметь круглую, квадратную или многоугольную форму.
Для удобства формовки, простановки стержней и сборки формы вертикальные знаки делают коническими или пирамидальными с углом наклона до 100 для знаков расположенных в нижней опоке, и до 15-200 для знаков, расположенных в верхней опоке. Больший уклон верхних знаков объясняется необходимостью попадания знакового углубления верхней полуформы на знаковую часть стержня в процессе сборки формы. Для обеспечения лучшей устойчивости стержня высота hн нижнего знака больше, чем высота hв верхнего знака.
Горизонтальные стержневые знаки обычно имеют плоскость разъема, совпадающую с плоскостью разъема модели. Они могут быть круглыми, квадратными и любой другой формы. Верхние части знаков несколько длиннее нижних, что сделано для предохранения верхней полуформы от разрушения при сборке формы.
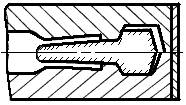
 Консольный стержень удерживается в форме горизонтальным знаком – замком, выполняющим роль противовеса. Такие знаки применяют в случаях, когда надо получить в отливке несквозное горизонтальное отверстие.
Консольный стержень удерживается в форме горизонтальным знаком – замком, выполняющим роль противовеса. Такие знаки применяют в случаях, когда надо получить в отливке несквозное горизонтальное отверстие.
 Знаковые части вертикального стержня должны входить в знаковые в знаковые гнезда формы возможно точнее без всякой опиловки и подгонки. Поэтому диаметр или ширина основания знаковых частей модели превышает размер стержневого ящика на удвоенную величину зазора S1(для нижнего знака) или S3 (для верхнего знака) модели h1 превышает высоту знаковой части стержня на величину S2.
Знаковые части вертикального стержня должны входить в знаковые в знаковые гнезда формы возможно точнее без всякой опиловки и подгонки. Поэтому диаметр или ширина основания знаковых частей модели превышает размер стержневого ящика на удвоенную величину зазора S1(для нижнего знака) или S3 (для верхнего знака) модели h1 превышает высоту знаковой части стержня на величину S2.
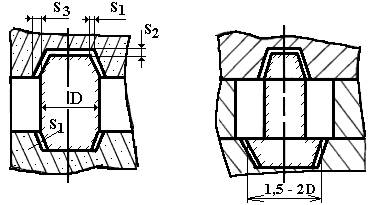
Если отношение L/D і 5, то рекомендуется диаметр основания нижнего знака увеличить в 1, 5-2 раза по сравнению с диаметром стержня.
Величина зазоров вертикальных и горизонтальных стержневых знаков зависит от размеров стержня и от способов формовки. В сухих формах зазоры между знаками стержней и формой делают больше, чем в сырых, т.к. сухие формы обладают незначительной податливостью.
Длина горизонтальных стержневых знаков l также зависит от способа формовки. При формовке по-сухому она меньше. Длина знаков консольных стержней может быть увеличена до длины стержня L.
|
|