Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет погрешности базирования заготовок деталей в станочных приспособлениях
|
|
Практическое занятие №1
1. ЦЕЛЬ РАБОТЫ
Закрепление теоретических знаний и приобретение навыков расчета погрешности базирования заготовок в станочных приспособлениях.
2.теоретический раздел
Каждое приспособление должно обеспечивать выполнение всех функций, обусловленных операцией. Среди них главной является базирование заготовки, то есть придание ей требуемого положения в приспособлении. После базирования заготовку необходимо закрепить, чтобы она сохранила при обработке неподвижность относительно приспособления.
Базирование и закрепление – это два разных элемента установки заготовки. Они выполняются последовательно. Базирование нельзя заменить закреплением. Если из шести опорных точек отсутствует одна или несколько, то у заготовки остается одна или несколько степеней свободы. Это значит, что в направлении отсутствующих опорных точек положение заготовки не определено и заменить отсутствующие опорные точки закреплением с целью базирования нельзя [2].
Для выполнения базирования заготовки плоской базой в приспособлении необходимо иметь три опорные точки, расположенные в одной заданной плоскости, но не на одной прямой [4]. Это достигается с помощью различных сочетаний основных опорных элементов: трех опорных штырей, двух опорных пластин, плоскостью опорного элемента.
Базирование с помощью трех опорных штырей применяется в основном, когда плоская главная база заготовки не обработана. В данном случае используют штыри с насеченной и сферической головками. Для установки заготовок с обработанными базами используют штыри с плоской головкой.
Базирование с помощью двух опорных пластин – наиболее распространенный способ ориентирования заготовок с обработанным базами. Две опорные пластины реализуют три опорные точки, поэтому базирование на две пластины полностью отвечает требованиям теоретической механики.
Базирование на плоскость опорного элемента используется только для ориентирования чисто и точно обработанных баз. Примером такого базирования является установка заготовок на плоскость магнитной плиты.
Для базирования заготовок, имеющих основную базу в виде обработанной цилиндрической поверхности, используют широкие опорные призмы, самоцентрирующие патроны, оправки, центры, цанги, гидропластовые патроны, конуса.
Для базирования необработанных цилиндрических баз используют узкие призмы, трехкулачковые патроны.
2.1 Погрешность базирования при установке вала на призму
На рисунке 2 представлена схема установки вала на призму для обработки в размер h (h1; h2; h3).
Рисунок 1 - Схема для определения погрешностей базирования при установки вала, уста на призму.
Диаметр вала может колебаться в пределах:
 ,
,
Измерительной базой является:
для размера h1 – т.А (А/; А//)
для размера h2 – т.В (В/; В//)
для размера h3 – т.С (С/; С//)
Рисунок 2 - Измерительные базы при обработке вала в призме.
Установочной базой является т. К (К/; К//). Инструмент постоянно настроен на размер Н. Поскольку установочная и измерительная базы не совпадают, то погрешность базирования  .
.
Для h1:
 ,
,
 ,
,
тогда:
 ,
,
По аналогии:
 ,
,
Следовательно:
По аналогии:
 ,
,
Обозначим через
Таблица 1 - Значение коэффициентов К.
| К | Угол призмы в град. | ||
| К1 | 1, 5 | 1, 21 | 1, 07 |
| К2 | 0, 5 | 0, 21 | 0, 08 |
| К3 | 1, 0 | 0, 71 | 0, 58 |
2.2 Погрешность базирования при установке вала на жесткий центр
На рисунке 3 представлена схема установки вала на жесткий и подвижный центры для обработки ступени вала в размер l.
Диаметр центрового отверстия может колебаться в пределах
.  ,
,
Измерительной базой для размера l будет левый торец вала. Перемещение суппорта станка прекращается выключением подачи при достижении резцом размера С. Так как измерительная и установочная база не совпадают, то  .
.
Рисунок 3 - Схема установки вала на жесткий центр.
Если вместо жесткого центра применить конструкцию плавающего центра то  . В результате этого торец вала станет установочной базой.
. В результате этого торец вала станет установочной базой.
2.3 Погрешность базирования при установке корпусной детали на плоскость и два отверстия перпендикулярные плоскости
Рассмотрим погрешность базирования с использованием установочных пальцев, один из которых срезанный [2].
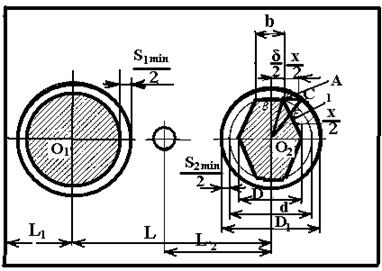
Рисунок 4 - Схема для определения погрешности базирования при установке корпусной детали на два пальца.
Если оба пальца цилиндрические, то должно выполняться неравенство:
 ,
,
При установке на цилиндрический и срезанный:
 ,
,  ,
,
где: X – увеличенный зазор после среза пальца; δ 0– допуск на расстояние между осями отверстий; δ П– допуск на расстояние между осями пальцев.
 ,
,
В данном случае без среза пальца нормальная установка на два цилиндрических пальца невозможна, так как обычно допуск на размер L больше, чем сумма зазоров в сопряжениях двух пальцев.
 ,
,
где: δ 0– допуск размера L; S1 и S2 – зазоры.
Измерительной базой являются:
· для размера L1– ось первого отверстия заготовки;
· для размера l2 – ось второго отверстия заготовки.
Установочной базой являются цилиндрические поверхности отверстий. В данном случае установочная и измерительная база не совпадают .
Для определения погрешности базирования надо найти зазоры.
Опустив промежуточные выводы, имеем:
 ,
,
Следовательно, чем меньше хорда b, тем больше зазор X. Однако, применение срезанных пальцев с небольшой хордой «b» приводит к быстрому износу пальцев.
Теперь можно написать:
 .
.
Определение величины поворота детали при установке ее по плоскости и отверстиям на два пальца
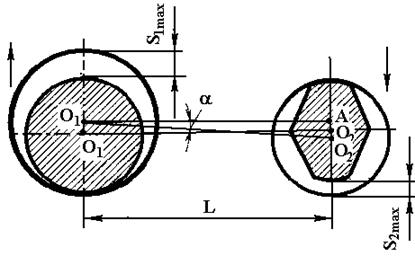
Рисунок 5 - Схема для определения величины поворота детали.
Предполагаем худший предельный случай, когда зазоры максимальные. Из построения имеем:

3. Порядок выполнения работы
3.1. Изучить настоящее методическое пособие.
3.2. Получить у преподавателя схему базирования заготовки в приспособлении.
3.3. Вывести расчетную формулу и рассчитать погрешность базирования детали.
3.4. Сформулировать выводы по работе.
4. Содержание отчета
4.1. Цель работы
4.2. Условия задачи
4.3. Расчетная схема базирования
4.4. Расчет погрешности базирования
4.5. Выводы по работе
5. Контрольные вопросы
5.1. Когда погрешность базирования детали равна нулю?
5.2. Какое неравенство должно соблюдаться при установке детали на два цилиндрических пальца?
5.3. Как определить величину поворота детали при установке ее по плоскости и отверстиям на два пальца?
5.4. Какими могут быть измерительные базы для размера h (h1, h2, h3) при установке вала на призму?
5.5. Что называется погрешностью базирования?
5.6. Что понимается под терминами: «технологическая база», «конструкторская база», «измерительная база»?
5.7. Что понимается под терминами: «установочная база», «направляющая база», «опорная база»?
|
|