Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Протачивание наружных канавок и отрезание
|
|
Назначение и форма канавок. На наружных поверхностях деталей часто протачивают канавки, которые необходимы в конце резьбового участка для выхода резьбового резца, для установки стопоров, в деталях типа поршень — для размещения поршневых колец и т. д. Канавки бывают прямоугольные, трапецеидальные, с радиусным дном. В отдельных случаях чертежом задается точный размер канавки по ширине и особо оговаривается перпендикулярность стенок канавки к оси детали. Канавки контролируют глубиномером штангенциркуля или шаблоном.
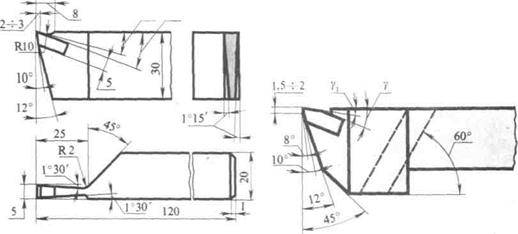
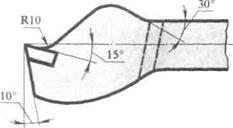
Особенности конструкции и геометрии прорезных и отрезных резцов. Протачивание канавок выполняют прорезными (канавочными) резцами (Рисунок 8), а отрезание — отрезными резцами. На рабочей части прорезного и отрезного резца имеется режущая кромка (прямая или радиусная) и две вспомогательные кромки. Каждая вспомогательная кромка расположена по отношению к направлению поперечной подачи под небольшим вспомогательным углом в плане, и, кроме того, вся головка резца сужается к подошве. Это уменьшает трение вспомогательных задних поверхностей резца о стенки канавки. Отрезные резцы служат для отрезания заготовки. По принципу работы и геометрии отрезной резец не отличается от прорезного, но имеет более длинную головку. В связи с этим увеличивается возможность поломки резца, поэтому головку отрезного резца часто усиливают путем увеличения ее высоты. Менее подвержен поломке резец с режущей кромкой, расположенной на уровне оси державки (Рисунок 9).
| ||
| Рисунок 8. Прорезной (канавочный) резец. | ||
Правила работы при отрезании.
Резец устанавливать по возможности, точнее по центру заготовки. Если режущая кромка ниже центра, то при приближении резца к оси образуется стерженек, который может обломить режущий клин резца. При установке выше центра резец, приближаясь к оси заготовки, упрется задней поверхностью в поверхность резания и сломается. Державку прямого отрезного резца устанавливать строго перпендикулярно к оси заготовки, чтобы боковая поверхность головки резца не терлась о стенки прорезаемой канавки. Отрезание выполнять по возможности ближе к кулачкам патрона. Расстояние места отрезания от кулачков патрона должно быть 3—5 мм. Рекомендуется выполнять отрезание, совмещая поперечную подачу с приемом «в разбивку», т. е. с небольшим продольным перемещением на 1—2 мм в обе стороны. Такой способ предотвращает забивание прорезаемой канавки стружкой и облегчает процесс резания.
|

|
| Рисунок 10. Применение при отрезании откидных упоров: а — закрепленного в пиноли задней бабки, б — закрепленного в резцедержателе; 1 — упор (в положении при установке заготовки), 2 — шарнир, 3 — основание |
Так как часто под действием собственного веса отрезаемая заготовка отламывается раньше, чем режущая кромка дойдет до оси, и иногда защемляет резец, то в этих случаях резец выводят из канавки, не доводя режущую кромку резца на 2—3 мм до оси, затем, остановив станок, отламывают заготовку.
Детали большого веса отламывают не на станке, а в стороне. Если деталь стальная, отламывают ее после остывания (нагретый металл имеет большую вязкость и труднее ломается).
При тяжелых отрезных работах (большой диаметр, твердый материал, неравномерный припуск) применяют изогнутый отрезной резец, режущая кромка которого расположена снизу, и отрезают заготовку при обратном ее вращении.
Для отрезания заготовок из пруткового материала с соблюдением заданной длины каретку суппорта устанавливают по упору с таким расчетом, чтобы отрезной резец, закрепленный в резцедержателе, находился на расстоянии 5—6 мм от торца патрона. Пруток выдвигают из патрона до соприкосновения с откидным упором, закрепленным в задней бабке (Рисунок 10, а) или в резцедержателе (Рисунок 10, б). При отрезании упор отбрасывается.
Режимы резания при отрезании. Подача при отрезании принимается меньшей, чем при наружном обтачивании или подрезании торцов. Так, при отрезании заготовок (деталей) диаметром до 60 мм рекомендуется подача 0, 1—0, 15 мм/об, при больших диаметрах— до 0, 3 мм/об. Скорость резания при отрезании на 15—20% меньше, чем при наружном точении. Отрезание происходит в более тяжелых условиях, чем обтачивание, так как резец как бы заклинивается в прорезаемой канавке (особенно при обработке стали). Поэтому при отрезании рекомендуется охлаждение минеральным маслом или сульфофрезолом.
2.2. Закрепление нового материала.
1) Какие требования предъявляются к цилиндрическим поверхностям?
2) Какие резцы применяются для обработки наружных цилиндрических поверхностей?
3) В какой последовательности выбирается режим резания при точении?
4) Какие резцы применяются для подрезания торцов и уступов?
5) Как контролируют наружные поверхности?
6) Перечислите основные правила установки отрезного резца и приемы отрезания.
|
|