Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Тема №6. Технология изготовления ходовых винтов.
|
|
Назначение и конструкция. В металлорежущих станках, прессах и других машинах, где винтовые механизмы служат для преобразования вращательного движения в поступательное, применяют ходовые винты.
В станкостроении применяют винты пяти классов точности: 0; 1; 2; 3 и 4: 0–2-го классов точности – для прецизионных станков и станков повышенной точности (координатно-расточных, резьбошлифовальных, зубообрабатывающих); 3-го класса точности – для станков нормальной точности (токарно-винторезных, резьбофрезерных); 4-го класса точности – для выполнения установочных перемещений в станках.
Ходовые винты могут содержать различные поверхности (рис. 1.): опорные шейки (Б, В) и упорные буртики (Г), которые служат для установки ходового винта в отверстие выходного вала коробки подач и в подшипник скольжения (правая опора); резьбовую поверхность (Д), которая служит для непосредственного соединения с сопряженной гайкой и преобразования движения; посадочные шейки (А) для установки зубчатых колес и шкивов, которые служат для передачи крутящего момента на винт посредством шлицевых поверхностей, шпоночных пазов, поперечных отверстий.
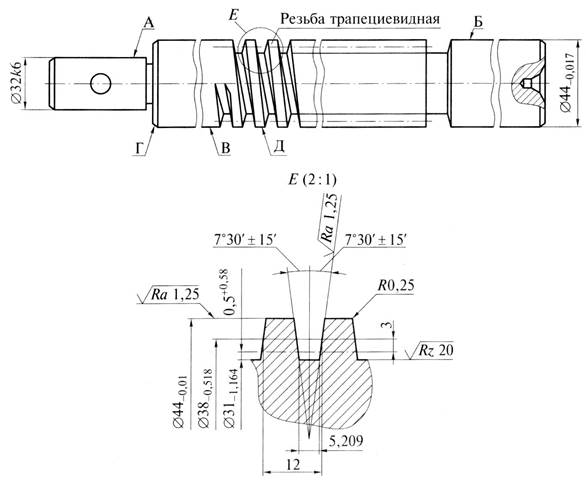
Рис. 1. Чертеж ходового винта металлорежущего станка с некоторыми требованиями по форме, расположению и шероховатости поверхностей
Различают ходовые винты скольжения с прямоугольной, трапецеидальной и треугольной резьбой и ходовые винты качения полукруглой или арочной формы.
Основные технические требования. Ранее приведенные технические требования к поверхностям ступенчатых валов могут быть предъявлены и к аналогичным поверхностям ходовых винтов. Основное конструктивное отличие ходового винта – наличие на его поверхности ходовой резьбы, поэтому ниже приведен ряд технических требований, которые предъявляют к таким поверхностям (табл. 1).
Материалы и методы получения заготовок. Ходовые винты 0 – 2-го классов точности без термического упрочнения изготовляют из сталей У10А, А40Г, с термическим упрочнением – из сталей ХВГ, 7ХГ2ВМ, 40ХФА. Ходовые винты качения изготовляют из сталей ХВГ, 30Х3ВА с закалкой до твердости 59...63 HRC.
Таблица 1. Основные технические требования по точности обработки
ходовых винтов
| Вид допуска | Класс точности | Величина допуска |
| Отклонение наружного диаметра винта, мкм | 0-2 | По 6-му квалитету |
| По 7-му квалитету | ||
| По 8-му квалитету | ||
| Погрешность шага резьбы, мкм | ±2 | |
| ±3 | ||
| ±6 | ||
| ±12 | ||
| ±25 | ||
| Накопленная погрешность шага на всей длине винта, мкм | ||
| Отклонение половины угла профиля резьбы (при шаге 6... 10 мм), мин | ||
| – | ||
| Овальность сечения по среднему диаметру резьбы (на длине винта 1000...2000 мм), мкм | ||
Продолжение таблицы 1
| Вид допуска | Класс точности | Величина допуска |
| Шероховатость поверхности резьбы Ra, мкм | 0, 16...0, 08 | |
| 0, 32...0, 16 | ||
| 1, 25...0, 63 | ||
| 3-4 | 2, 5... 1, 25 | |
| Шероховатость опорных шеек Ra, мкм | 0, 63...0, 32 |
Заготовки получают разрезкой прутка с последующей правкой на правильных станках. Заготовки для ходовых винтов 0–2-го классов точности правке не подвергают. Их получают резкой калиброванного проката. Допуск биения наружной поверхности заготовки при этом не должен превышать 0, 5 мм на всей длине.
Базы и базирование. Основными базами ходовых винтов, как большинства валов, являются поверхности опорных шеек, а вспомогательной базой – резьбовая поверхность. На первой операции в качестве черновой базы используют наружную поверхность прутка (двойная направляющая технологическая база) и торец (упорная технологическая база). На последующих операциях по обработке наружных поверхностей технологическими базами служат поверхности центровых отверстий (искусственные технологические базы), а наружную поверхность используют как дополнительную технологическую базу, поскольку заготовка не является жесткой в поперечном сечении.
Технологический маршрут обработки. Недостаточная жесткость ходовых винтов, связанная с особенностью их формы, может привести к значительным деформациям при обработке. Поэтому, как и базирование, технологические маршруты обработки ходовых винтов и валов отличаются. В табл. 2 приведен типовой технологический маршрут обработки ходового винта.
Таблица 2. Технологический маршрут обработки ходового винта
| № операции | Наименование и содержание операции | Технологические базы | Оборудование |
| Токарная– обработка торцовых поверхностей и центрование | Наружная поверхность и торец | Токарный станок | |
| Токарная– черновое точение наружных поверхностей | Поверхности центровых отверстий и наружная поверхность | Токарный станок | |
| Термическая– старение | – | Электрическая печь | |
| Токарная– срезка центровых отверстий и центрование | Наружная поверхность | Токарный станок | |
| Токарная– чистовая токарная обработка наружных поверхностей | Поверхности центровых отверстий и наружная поверхность | Токарный станок | |
| Шпоночно-фрезерная –фрезерование шпоночного паза | Наружная поверхность | Шпоночно-фрезерный станок |
Продолжение таблицы 2
| № операции | Наименование и содержание операции | Технологические базы | Оборудование |
| Шлифовальная –предварительное шлифование шеек | Поверхность центровых отверстий и наружная поверхность | Кругло-шлифовальный станок | |
| Токарная– предварительное нарезание резьбы | Поверхности центровых отверстий и наружная поверхность | Токарно-винторезный станок | |
| Термическая– старение | – | Электрическая печь | |
| Токарная– исправление центровых отверстий | Наружная поверхность | Токарный станок | |
| Шлифовальная– получистовое шлифование наружных поверхностей | Поверхности центровых отверстий и наружная поверхность | Кругло-шлифовальный станок | |
| Шлифовальная– получистовое шлифование поверхностей резьбы | Поверхности центровых отверстий и наружная поверхность | Резьбо-шлифовальный станок | |
| Шлифовальная– чистовое шлифование наружных поверхностей | Поверхности центровых отверстий и наружная поверхность | Кругло-шлифовальный станок | |
| Шлифовальная– чистовое шлифование поверхностей резьбы | Поверхности центровых отверстий и наружная поверхность | Резьбо-шлифовальный станок | |
| Токарная– доводка поверхностей опорных шеек | Поверхности центровых отверстий и наружная поверхность | Токарный станок | |
|
|