Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Методические указания к выполнению контрольной работы № 1
|
|
Целью контрольной работы №1 является изучение отдельных теоретических вопросов по теме №2 «Средства технологического оснащения литейного производства» и практическое использование полученных знаний при разработке чертежа отливки простейшей детали.
Основные задачи контрольной работы:
- получение знаний о технологических процессах литейного производства, изучение основных способов получения литых заготовок;
- получения навыков расчета припусков и размеров отливки простейшей детали.
При ответах на вопросы нужно выбрать вариант задания (см.п.4) и кратко изложить взятый из литературы материал с необходимыми рисунками, схемами, таблицами, расчетами, выполняя требования по выполнению реферата (см.п.5).
Контрольная работа состоит из двух частей:
1) написание реферата по одному теоретическому вопросу;
2) расчет припусков и размеров отливки, построение чертежа заготовки.
В отчете должны содержаться ответ на теоретический вопрос, таблицы с результатами расчета и необходимые пояснения, чертеж отливки по выбранному варианту.
Порядок выполнения работы
Во второй части работы необходимо выполнить выбор на основе расчета экономического эффекта способа получения заготовки для заданной детали.
Деталью является крышка подшипника, конкретные размеры которой выбираются в соответствии с таблицей задания.
Крышка является простой деталью из чугуна, к ней не предъявляются повышенные требования по точности. Исходя из этого, рационально проводить выбор между двумя конкурентоспособными видами литья:
1. литье в песчано-глинистые формы (ПГФ) средней плотности (от 120 до 160 кПа);
2. литье в кокиль без стержней (у детали отсутствуют отверстия или другие элементы, получаемые с помощью стержней).
Расчеты рекомендуется проводить в следующем порядке:
1. Расчет припусков для двух вариантов получения отливок по ГОСТ 26645 – 85 с использованием программы PRIOTL;
2. Расчет массы отливок по двум вариантам с использование программы MASSA;
3. Выбор варианта получения заготовки по показателю приведенных затрат на годовой выпуск заготовок с учетом разности стоимости механической обработки деталей с использование программы EFFECT;
4. Для выбранного по расчетам варианта выполняется чертеж заготовки.
Для облегчения выполнения работы ниже будет рассмотрен пример расчетов. Размеры детали приведены на рис. 1. Годовая программа выпуска деталей – 10000 штук в год.
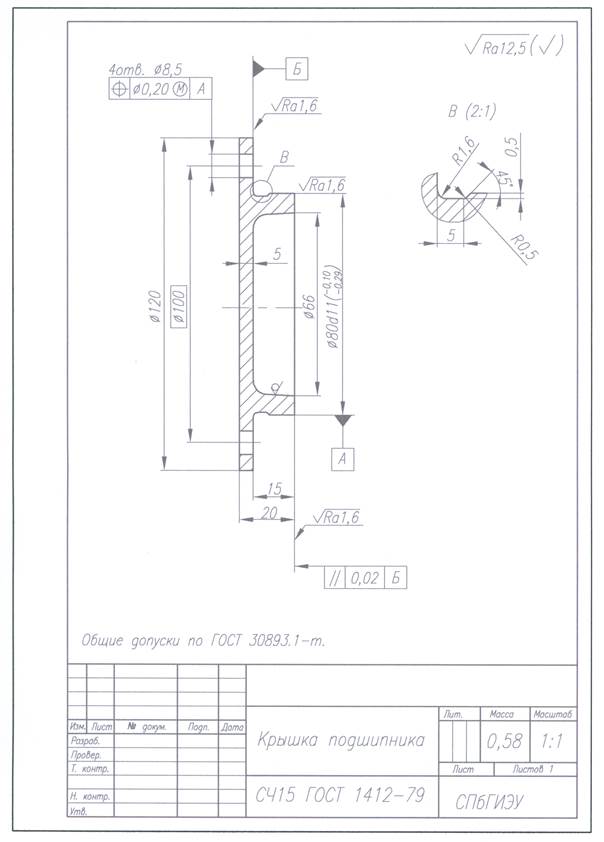
Рис. 1. Чертеж детали
Расчет припусков.
Перед расчетом необходимо определить поверхности, являющиеся базами первоначальной (черновой) обработки, относительно которых рекомендуется располагать размеры на чертеже отливки.
Термином «черновая база» названа совокупность базирующих поверхностей, служащих для первой установки заготовки при обработке резанием. А термином «чистовая база» названа совокупность базирующих поверхностей на окончательной операции.
В качестве черновой технологической базы следует выбирать совокупность таких базирующих поверхностей, относительно которых располагаются обрабатываемые поверхности, используемые в дальнейшем в качестве чистовых баз. Чистовые базы обрабатываются на первом установе механической обработки и используются в качестве базы на следующих операциях. При наличии у детали необрабатываемых поверхностей их следует выбрать в качестве черновой базы, причем используются они только один раз – на первом установе механической обработки. При таком выборе черновой базы достигается точность относительного расположения обрабатываемых и необрабатываемых поверхностей.
Для обеспечения устойчивого положения детали на станке и ее минимальных перекосов за счет погрешностей формы поверхностей базирующие поверхности должны иметь достаточные размеры. Количество их должно быть наименьшим, но достаточным. Желательно, чтобы базирующие поверхности имели простую геометрическую форму (цилиндр, плоскость). Желательно также, чтобы базовые поверхности находились в одной половине формы. В этом случае относительное смещение половин формы или штампа не увеличит погрешности формы базовой поверхности. Базовые поверхности не должны деформироваться под действием усилий (закрепления, резания), воспринимаемых ими.
В качестве черновых баз не рекомендуется использовать поверхности с пригаром и неровностями от прибылей, участки отливок в местах разъема формы и стержней, участки подвода к отливке элементов литниковой системы. Базовые поверхности на чертеже заготовки обозначаются знаком  .
.
В рассматриваемом примере за черновую базу взят цилиндр Æ 80 d 11 и примыкающий к нему торец фланца.
Расчеты удобнее проводить с параллельным заполнением подготовленных таблиц для двух вариантов получения отливок (пример для литья в ПГФ приведен в таблице 1, для литья в кокиль – в таблице 2).
Таблица 1
|
|