Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Системи автоматизації програмування пристроїв з ЧПУ
|
|
Структура і призначення систем автоматизації програмування. Часткове чи повне рішення задач, пов’язаних з реалізацією етапів розробки управляючої програми, є метою системи автоматизації програмування (САП) управляючих програм.
Для встановлення структури САП введемо уявлення про фазові простори (тобто простори можливих станів) технологічного процесу і верстата. Найбільш істотною характеристикою фазового простору будемо вважати його розмірність, тобто число параметрів, необхідних для опису процесу, що протікає у фазовому просторі.
Визначимо фазовий простір технологічного процесу через такі його параметри: координати, що визначають розташування робочих органів у процесі їхнього переміщення відносно оброблюваної деталі, швидкість руху по зазначених координатах. Додатковими параметрами фазового простору верстата є технологічні команди, що, як правило, є дискретними і призначені для виконання всякого роду допоміжних команд (керування охолодженням, зміною інструмента тощо). Різні верстати можуть мати різні фазові простори, хоча й однакові фазові простори технологічних процесів.
Звідси виникають дві можливості автоматизованої розробки управляючих програм ЧПУ: у фазовому просторі верстата й у фазовому просторі технологічного процесу. Один шлях веде до створення спеціалізованих САП, розрахованих на верстати, що належать одній структурній гамі, іншій – до створення універсальних САП, що передбачають двоетапну розробку управляючих програм. Перший етап орієнтує всі розрахунки на фазовий простір технологічних процесів. На другому етапі здійснюється відображення управляючої програми з фазового простору технологічного процесу у фазовий простір верстата.
У цьому зв’язку в САП виділять на два блоки: процесор, що виконує розрахунок управляючих програм у фазовому просторі технологічного процесу, і постпроцессор, що перетворює управляючі програми у фазовий простір конкретного верстата. Кожен структурно самостійний верстат із ЧПУ повинен мати свій постпроцессор. Розділяючи процесор і постпроцессор, одержуємо можливість будувати об’єктно незалежну частину САП, що однак залишається залежною від уявлень користувача САП. Ці уявлення відбиваються у вхідній мові процесора.
Прагнення до стандартизації вхідної мови при одночасному врахуванні специфічних уявлень користувачів призводить до виділення у складі САП ще одного блока – препроцесора, що є транслятором з мови користувача на вхідну мову процесора. Деякий пакет препроцесорів може відбити будь-які користувацькі запити (у тому числі й у відношенні діалогу).
Типова структурна схема САП зображається у вигляді, показаному на рис. 7.15. Таким чином, структура САП, що входить до складу універсальних і більшості спеціалізованих систем автоматизації підготовки управляючих програм, побудована за принципом процессор-постпроцессор. Це означає, що в САП є основний обчислювальний блок – процесор, призначений для рішення загальних геометричних і технологічних задач підготовки управляючих програм, і ряд погоджувальних блоків – постпроцесорів, що узгоджують рішення, які видаються процесором, з можливостями й особливостями конкретних верстатів із ЧПУ.
Найбільш розвинуті САП оснащені додатковими блоками – препроцесорами, у яких за типовою технологією проектується план операції для обробки окремих елементів або класів деталей, що дозволяє об’єднати властивості спеціалізованих і універсальних САП.
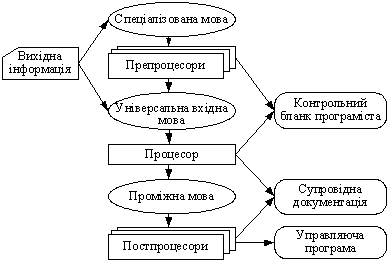
Рис. 7.15. Типова структурна схема САП
До типової структурної схеми САП, крім препроцесорів, процесора і постпроцесорів, входить блок сервісу, що здійснює переробку постійної інформації про устаткування, інструменти і матеріали, підготовлюваної в анкетних формах для введення до ЕОМ. Блок сервісу систематизує і записує цю інформацію в постійну пам’ять ЕОМ у вигляді таблиць параметрів, звертання до яких здійснюється за назвами устаткування, інструмента і матеріалів, які вказуються у вихідній інформації.
У препроцесорах технологічні операції поділяються на встановлення та позиції, вибираються схеми кріплення заготовки, визначається послідовність переходів і комплектується інструментальне налагодження. Вихідна інформація для препроцесорів задається переважно в табличній або упорядкованій словниковій формі на спеціалізованій вхідній мові. Вихідна інформація препроцесора передається в процесор на універсальній вхідній мові, у термінах якої підготовлюється вихідна інформація для процесора при програмуванні на середньому рівні автоматизації.
Основними задачами процесорів, що розробляються в орієнтації на окремі технологічні групи устаткування з ЧПУ, є визначення проходів по обраних у препроцесорі або заданих у вихідній інформації узагальнених схемах обробки, окремих переходів, розрахунок режимів різання та обчислення траєкторії переміщення інструментів. Результати роботи процесора – послідовність і умови руху інструментів відповідно деталі – передаються в постпроцессор проміжною мовою. У процесорі формуються вхідні до складу супровідної документації карти налагодження верстата й інструмента. Сприйнята ЕОМ вихідна інформація та повідомлення про виявлені в ній помилки виводяться на контрольний бланк програміста.
До функцій постпроцесорів, розроблювальних для конкретних комбінацій верстат – пристрій ЧПУ, входять перетворення системи координат деталі, у якій розраховані процесором або задані у вихідній інформації рухи інструментів, у систему координат верстата, у якій задаються записувані в управляючій програмі рухи робочих органів верстата, формування елементарних переміщень із врахуванням динаміки верстата, переведення швидкостей головного руху в частоти обертання шпинделя і подач у хвилинні подачі, перерахування величин переміщень у кількість дискрет, організація зміни інструментів і розподіл коректорів, кодування і запис управляючої програми на програмоносій.
Супровідна документація, що видається постпроцесором, містить роздруківку управляючої програми, дані про тривалість роботи верстата за програмою, тривалість роботи окремих інструментів та інші зведення, необхідні для нормування та організації роботи верстатів із ЧПУ.
Призначення САП визначається конструктивно-технологічними ознаками оброблюваних деталей і технологічною групою верстатів.
В залежності від характеру обробки САП призначені для:
1) плоскої обробки контурів і площин, рівнобіжних координатним площинам, на верстатах фрезерної групи з двокоординатним керуванням прямокутного чи криволінійного формоутворення і позиціонуванням по третій координаті, а також обробки контурів на електроерозійних верстатах і газорізальних машинах;
2) об’ємної обробки контурів і поверхонь на верстатах фрезерної групи з три- і більше координатним керуванням;
3) обробки тіл обертання зі східчастим і криволінійним профілем на верстатах токарної групи;
4) обробки отворів на свердлильних верстатах з позиційним управлінням;
5) комплексної обробки корпусних деталей на свердлильно-розточувальних верстатах і в обробних центрах.
Рівень автоматизації САП визначається співвідношенням обсягів ручного й автоматизованого рішень задач процесу підготовки управляючої програми.
Умовно розрізняють три рівні автоматизації: низький, середній, високий.
Для низького рівня характерне рішення на ЕОМ лише геометричних задач по визначенню координат опорних точок траєкторії інструмента на основі заданих у вихідній інформації узагальнених геометричних характеристик ділянок траєкторії.
При середньому рівні автоматизації на ЕОМ додатково зважуються технологічні задачі вибору послідовності переходів на основі заданих узагальнених технологічних схем обробки окремих ділянок заготовки.
Високий рівень автоматизації означає рішення на ЕОМ задач по оптимізації технологічного процесу, проектування інструментального налагодження та послідовності переходів по опису деталі та умов її обробки.
В залежності від рівня автоматизації САП вихідна інформація, що представлена вхідною мовою, буде більшою чи меншою за обсягом. Склад вихідної інформації встановлює технолог-програміст, виходячи з можливостей конкретної САП. Для високорівневої САП описують вихідну заготовку, кінцеву деталь і деякі умови обробки. На середньому рівні додатково задають переходи і встановлюють узагальнені схеми обробки. На низькому рівні вказують усі подробиці переходів та їх послідовність у ході обробки. Виразні можливості вхідної мови САП повинні надати технологу-програмісту всі необхідні засоби для здійснення вищезгаданих описів.
Таким чином, вхідна мова САП носить чітко помітне проблемне забарвлення.
Класифікація систем автоматизації програмування. Системи автоматизованої підготовки керуючих програм можуть бути реалізовані на різній обчислювальній основі. Класифікація САП і використовуваних обчислювальних засобів наведена на рис. 7.16.
Проте, САП класифікуються також за призначенням (проблемною орієнтацією), характером структури, формою представлення вихідної інформації та режимом її обробки, рівнем автоматизації та використовуваної ЕОМ.
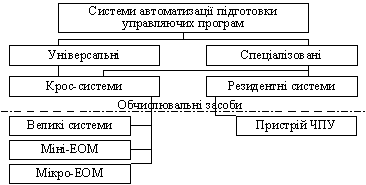
Рис. 7.16. Класифіцікація САП та їх обчислювальних засобів
За характером структури САП можна поділити на спеціалізовані, універсальні та комплексні.
Спеціалізовані САП розробляються для окремих класів деталей, оброблюваних на унікальних верстатах або автоматизованих ділянках.
Універсальні САП призначені для широкого кола деталей, оброблюваних на верстатах із ЧПУ визначеної технологічної групи.
Комплексні САП поєднують ряд спеціалізованих і універсальних САП верстатів із ЧПУ, що базуються на єдиній вхідній мові і загальних блоках САП при розв’язку ідентичних задач.
Універсальні САП побудовані на базі інструментальних крос-засобів, тобто створені та встановлені на зовнішніх відносно пристрою ЧПУ обчислювальних машинах.
Найбільш перспективне використання доступних ЕОМ класу міні та мікро. Подібні машини, оснащені необхідною периферією та відповідним математичним забезпеченням, називають автоматизованими робочими місцями (АРМ) технолога.
У типову конфігурацію АРМ технолога входить: персональний комп’ютер, пристрої нагромадження на магнітному диску (вінчестер), алфавітно-цифровий дисплей, графічний дисплей, клавіатура, вказуючий пристрій (миша), принтер, пристрій міжмашинного зв’язку та порти підключення.
Інший популярний у виробництві варіант полягає у використанні САП на персональному комп’ютері, що може бути зв’язаний з пристроєм ЧПУ стандартним каналом зв’язку. У цьому випадку розроблена управляюча програма передається в пам’ять пристрою ЧПУ для остаточного налагодження безпосередньо на верстаті.
Спеціалізовані САП можуть бути як крос-системами, так і резидентними системами. В останньому випадку вони вбудовані безпосередньо в пристрої ЧПУ, а автоматизована підготовка управляючих програм виконується в рамках термінальної задачі пристрою ЧПУ. Процедури розробки і налагодження управляючих програм виявляються спільними.
Форми представлення вихідної інформації в САП. Форми представлення вихідної інформації в САП дуже різноманітні. До основних форм відносяться табличний, вільний словниковий та упорядкований словниковий записи. Кожна з цих форм має свої переваги і недоліки. При їх оцінці необхідно враховувати трудомісткість підготовки вихідної інформації, характер і призначення САП, а також складність розробки транслятора – блока обчислювальних програм для перетворення записаної вхідною мовою САП вихідної інформації в канонічний вид, зручний для переробки інформації в ЕОМ.
Табличний запис даних дуже лаконічний і при використанні спеціальних бланків досить наочний. Ця форма запису прийнята в основному в спеціалізованих САП, вузька орієнтація яких дозволяє використовувати при заданні вихідної інформації характерні риси конфігурації конкретних класів деталей або окремих їх елементів.
Словниковий запис даних вільним текстом служить для задання груп параметрів обробки і вказівок ЕОМ у вигляді довільної послідовності фраз, структура яких підкоряється синтаксису прийнятої проблемно-орієнтованої вхідної мови. Ця форма запису вихідної інформації дозволяє оперувати широким набором понять і, тим самим, задовольняє вимогам універсальної САП. Недоліками запису вільним текстом є велике число правил, які необхідно засвоїти для запису різних за структурою фраз, громіздкість запису і складність транслятора для переробки тексту вихідної інформації.
Для скорочення обсягу записів застосовуються абревіатури і скорочені позначення, що часто перетворюють текст вихідної інформації у важко-сприйнятливу послідовність літер, знаків і чисел, что ускладнює його контроль.
Скорочення обсягу запису в ряді випадків набагато ефективніше досягається в результаті використання спеціальних бланків, графи яких відображають структуру фраз даної вхідної мови. Застосування таких бланків дозволяє виключити в тексті назви найчастіше використовуваних параметрів і упорядкувати запис.
Упорядкований словниковий запис коротший і наочніший вільного тексту. Застосування його дозволить зменшити імовірність пропуску необхідних даних у процесі підготовки вихідної інформації.
Автоматизовану підготовку управляючих програм можна проводити в різних режимах, в залежності від організації роботи ЕОМ, складу зовнішніх пристроїв і можливостей конкретної САП. Організація роботи ЕОМ за допомогою операційної системи зводиться до двох основних режимів: групового і діалогового.
Груповий режим передбачає послідовне виконання на ЕОМ групи завдань в міру того, як вивільняються її ресурси, діалоговий – безупинний ефективний зв’язок з ЕОМ одного або декількох користувачів, кожен запит яких негайно викликає її відповідну дію.
Етапи процесу підготовки управляючої програми на ЕОМ у режимі групової обробки вихідних даних показані на рис. 7.17.

Рис. 7.17. Етапи процесу підготовки управляючої програми
На перших трьох етапах цього процесу уточнюються умови обробки, позначаються геометричні елементи на кресленні деталі (I), що програмується, записується в бланки вхідною мовою САП вихідна інформація (II) і переноситься на перфострічку або перфокарти з наступним контролем відповідності перфорації записаному в бланках тексту (III). З підготовленої для декількох деталей вихідної інформації комплектується завдання ЕОМ (IV). У процесі розрахунку управляючої програми на ЕОМ (V) працює діагностична програма САП, що при виявленні помилок видає на друк повідомлення про характер і місце їх розташування в тексті вихідної інформації. Якщо помилок немає, то розрахунок поточної управляючої програми проходить до кінця, після чого вона видається на перфострічці із супровідною документацією. Потім за інформацією з комплекту завдання ЕОМ починається розрахунок наступної управляючої програми.
За наявності підключеного до ЕОМ графопобудовника супровідна документація може супроводжуватися графіком траєкторії переміщення інструмента в системі координат деталі, більш зручним для контролю траєкторії (VI), ніж графік, що відтворює на автономному графопобудовнику закодовані в управляючій програмі рухи робочих органів верстата.
Для виправлення помилок, виявлених на етапах розрахунку управляючої програми, і контролю траєкторії інструмента технолог-програміст коректує вихідну інформацію (VII), додаючи до неї вказівки про вставлення, видалення чи заміну помилкових ділянок тексту, і організує повторний розрахунок управляючої програми на ЕОМ. Наступний контроль управляючої програми на верстаті (VIII) також може привести до необхідності коректування вихідної інформації та повторного розрахунку програми на ЕОМ, якщо коректування програми на верстаті з ЧПУ неможливе або менш ефективне, ніж за допомогою САП. Кінцевим етапом підготовки управляючої програми є комплектація документації (IX).
Підготовка управляючої програми на ЕОМ у діалоговому режимі найбільш зручна при використанні дисплеїв – пристроїв введення-виведення текстової та графічної інформації на електронно-променевих трубках. Для того щоб запрограмувати обробку деталі, технолог-програміст, використовуючи функціональну клавіатуру графічного дисплея та його світлове перо, будує на екрані контур деталі, що програмується, оперативно виправляючи всі допущені помилки. Далі, задаючи технологічні інструкції, він одержує на екрані графік розрахованої на ЕОМ траєкторії інструмента, що дає можливість візуально проконтролювати розрахунок і за необхідності внести в раніше задані інструкції відповідні корективи.
Можливі й інші варіанти діалогового режиму підготовки управляючої програми. Наприклад, технолог-програміст по запитах ЕОМ може набирати на клавіатурі дисплея ЕОМ текст вихідної інформації мовою САП і паралельно з введенням інформації візуально контролювати висвітлені на екрані або накреслені графопобудовником контур деталі та траєкторію інструмента, виправляючи помилкові ділянки тексту.
Контрольні запитання
1. Наведіть призначення і відмінності методів підготовки управляючих програм ЧПУ.
2. Визначьте структуру і головні інформаційні блоки кадрів управляючої програми ЧПУ.
3. Наведіть приклад формального опису структури кадрів управляючої програми ЧПУ.
4. Подайте формальний опис типових операції обробки та їх призначення при застосуванні у пристроях ЧПУ.
5. Сформулюйте етапи розробки управляючої програми при програмуванні технологічного процесу обробки деталей.
6. Розкрийте можливості розширених функцій програмування обробки деталей на верстатах з ЧПУ.
7. Наведіть засоби автоматизації підготовки управляючих програм ЧПУ.
8. Визначте призначення і структуру систем автоматизації програмування пристроїв з ЧПУ.
«Майбутнє наповнено невизначеності, але ця обманливість майбутнього є найбільшим благом»
(Фукидід)
|
|