Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Координатні системи верстатів з ЧПУ
|
|
Виготовлення продукції на верстатах з ЧПУ багато в чому грунтується на перевірених практикою надійних типових технологічних рішеннях, що застосовуються на універсальному устаткуванні, яке обслуговується робітником-верстатником. Ці рішення закладаються в основу технологічних управляючих програм (УП) для верстатів з ЧПУ при ручній і автоматизованній підготовці УП. Але з’являються і нові технічні рішення, обумовлені необхідністю автоматичного підведення інструмента до контуру обробки, відведення інструмента з робочої зони при зміні заготовок, зміни інструмента, базування заготовки та іншими задачами, які раніше виконував робітник-верстатник, використовуючи отримані при навчанні навички.
Основою для складання технологічної УП є інформація про заготовку і деталь, яка традиційно представляється графічно на папері або дисплеї системи автоматизованого проектування у вигляді креслення. Всі основні елементи деталей можна поділити за способом їх обробки (фрезерна, токарна і свердлильна), серед яких можна виділити наступні елементи поверхні, що потребують багатопрохідної обробки: поверхні, що виходять проходом фрези вздовж контуру; тіла обертання ступінчастої та криволінійної форм; отвори, отримані переміщенням інструментів, що обертаються навколо своєї осі.
Для обробки кожного елемента деталі існують типові схеми обробки. Основними інструментами при обробці є фрези, різці та свердла або їм подібні інструменти.
Кромка різального інструмента не завжди має просторову форму. Тому для правильного переміщення інструмента вздовж контуру обробки необхідно правильно задати траєкторію інструмента, а точніше – траєкторію розрахункової точки інструмента, яка в більшості випадків не співпадає з контуром деталі. Положення точки інструмента, що обирається як розрахункове, залежить від форми інструмента (рис. 6.1) і траєкторії контуру обробки.

Рис. 6.1. Інструмент і розрахункові точки:
В, С, Ц – розрахункові точки інструмента
Однією із задач програміста або системи автоматизованої підготовки програм, що розробляють УП для пристрою ЧПУ, є задача проектування траєкторії розрахункової точки інструмента відносно контура деталі, представленної на кресленні. Але при виготовленні деталі остання встановлюється нерухомо на станину або рухомо в РО верстата, а інструмент закріплюється в державку і разом з державкою встановлюється в інший робочий орган верстата. Задача розробника УП – так розрахувати траєкторії робочих органів верстата, щоб розрахункова точка інструмента рухалась по заздалегідь визначеній траєкторії.
Для спрощення розрахунків геометричних переміщень використовують системи координат деталі, інструмента і верстата.
Система координат деталі служить для розрахунку координат опорних точок траєкторії розрахункової точки інструмента.
Опорними називаються точки початку, кінця, перетину або дотику геометричних елементів, з яких утворені контури деталі та траєкторії інструментів, найчастіше це – прямі лінії та дуги кіл.
За систему координат деталі приймається права прямокутна система. Іноді застосовують циліндричну або сферичну системи координат. При виборі початку системи координат деталі та орієнтації її осей необхідно звернути увагу на забезпечення простоти розрахунків опорних точок траєкторій.
Система координат інструмента призначена для задання положення його різальної частини відносно державки. Інструмент описується в робочому положенні в зборі з державкою.
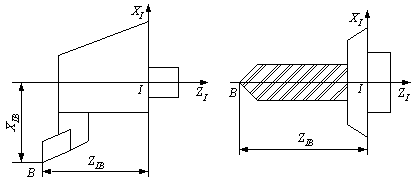
При описі всієї різноманітності інструментів для верстатів з ЧПУ зручно використовувати єдину систему координат інструмента ХIZI, осі якої паралельні осям стандартної системи координат верстата і направлені в ту ж сторону, а початок системи координат знаходяться в базовій точці І інструментального блока (рис. 6.2), що вибирається із врахуванням особливості його встановлення на верстаті.
а) б)
Рис. 6.2. Система координат інструмента:
а – державка з різцем; б – державка зі свердлом
Різальна частина інструмента характеризується положенням його вершини і різальних кромок. Вершина інструмента задається радіусом заокруглення і координатами ХIВ і ZIВ її настроювальної точки В, положення якої відносно системи координат інструментального блока забезпечується настроюванням інструментального блока поза верстатом на спеціальному пристосуванні.
Настроювальна точка В різця зазвичай використовується як розрахункова при обчисленні траєкторії інструмента, елементи якої паралельні координатним осям. Розрахунковою точкою криволінійної траєкторії різця зазвичай служить центр заокруглення Ц при вершині інструмента (рис. 6.1).
Система координат верстата. Осі координат і напрямів руху є головною розрахунковою системою, в якій визначаються граничні переміщення, початкові та поточні переміщення РО.
Положення РО верстата характеризують їх базові точки.
Базовими точками є:
1) для шпиндельного вузла – точка перетину торця шпинделя з віссю його обертання;
2) для супорта токарно-револьверного верстата – центр повороту різцетримача в площині, паралельній до напрямних супорта, що проходять через вісь обертання шпинделя;
3) для хрестового стола – точка перетину його діагоналей або спеціальна настроювальна точка, що визначається конструкцією пристосування;
4) для поворотного стола – центр повороту на дзеркалі стола.
Систему координат верстата, обрану у відповідності з рекомендаціями комітету ISO, називають стандартною. Вона представляє собою праву прямокутну декартову систему координат, зв’язану із заготовкою. Осі цієї системи паралельні прямолінійним напрямним верстата. Позначення осей координат і напряму руху встановлюється так, щоб програмування операцій обробки не залежало від того, чи переміщується інструмент або заготовка.
Орієнтація осей стандартної системи координат верстата зв’язується з напрямом руху при свердлінні на свердлильних, розточувальних, фрезерних і токарних верстатах. Напрям виходу свердла із заготівки прийнятий як додатний для осі Z. Вісь Х перпендикулярна до осі Z і паралельна площині встановлення заготовки. Якщо такому визначенню відповідають дві осі, то за вісь Х приймають ту, за якою можливе найбільше переміщення вузла верстата. При встановлених осях Z і Х однозначно визначається напрям осі Y.
Початок стандартної системи координат верстата вибирається довільно, але звичайно поєднується з базовою точкою вузла, в якому закріплена заготовка і зафіксованого в такому положенні, при якому всі переміщення РО верстата могли б описуватися додатними координатами.
Рухи РО верстата задаються в УП координатами базових точок в системі координатних осей, визначених в стандартній системі координат. Додатному напряму руху РО верстата відповідає напрямок відведення інструмента від заготовки.
Для визначення спільності підготовки програм Рекомендації комітету ISO регламентують позначення та напрями осей координат робочих органів верстата.
Координатні осі робочих органів верстата, що несуть інструмент, позначаються буквами X, Y, Z без штрихів. Якщо на верстаті є декілька РО для переміщення інструментів, то вказані позначення відносяться до первинних осей. Для позначення вторинних осей, паралельних до первинних, використовуються літери U, V, W, а для третинних – P, Q і R. Координатні осі РО верстата, що переміщує заготовку, направлені протилежно до відповідних осей РО, що переміщують інструмент, і позначаються тими ж літерами, але зі штрихами.
Поворот РО з інструментом навколо X, Y, Z позначається літерами A, В, С, а навколо осей X ¢, Y ¢, Z ¢ – A ¢, B ¢ і C ¢ відповідно. Початок відліку кутів повороту і додатні напрями обертання, аналогічно до початку системи координат, визначаються довільно, як показано на рис. 6.3. Для позначення кутових рухів навколо спеціальних осей використовуються літери D і E.
В пристрої ЧПУ напрям координатних осей РО верстата відображається так, що якщо для реалізації запрограмованого руху інструмента відносно заготовки необхідно перемістити РО з інструментом, то цей рух виконується із заданим в УП знаком, а якщо необхідно перемістити РО із заготовкою, то знак напряму руху зміниться на протилежний.

Рис. 6.3. Осі та напрямки обертання у стандартній системі координат
При програмуванні та налагодженні верстата для роботи за УП використовують деякі характерні точки, які називаються нульовою, вихідною та фіксованою точками верстата.
Нульова точка верстата (нуль верстата) – точка, прийнята за початок системи координат верстата. Вона визначається відносно конструктивних елементів верстата. Відносно неї задаються в УП абсолютні розміри переміщень РО верстата, якщо початок відліку переміщень не зміщений за допомогою засобів “плаваючого нуля”.
“Плаваючий нуль” – це властивість пристрою ЧПУ поміщати (зрушувати) початок відліку переміщень РО в будь-яке положення відносно нульової точки верстата.
Система координат зі зрушеним початком відліку називається робочою.
Вихідна точка верстата – точка, яка визначається відносно нульової точки верстата і використовується для початку роботи за УП.
З вихідними точками верстата поєднують базові точки робочих органів перед початком роботи верстата за УП.
Вихідні точки вибирають з умови мінімізації допоміжних ходів, запезпечення безпеки обслуговуючого персоналу при зміні інструмента і зручності закріплення інструмента на верстаті.
Фіксована точка верстата – точка, яка визначається відносно нульової точки верстата і використовується для визначення положення РО верстата.
Базові точки РО поєднуються з фіксованими точками верстата за допомогою вмонтованих в кути верстата спеціальних датчиків положення. В цю точку РО приводиться в два етапи: спочатку РО переводиться в зону дії датчика по команді з пульта пристрою ЧПУ або по заданому в УП переміщенню, а потім – з високою точністю безпосередньо у фіксовану точку верстата, що дозволяє виключити раніше накопичену похибку положення РО.
Сучасні верстати з пристроєм ЧПУ точно відпрацьовують задані в УП переміщення. Тому фіксовані точки верстата використовують тільки після переналагодження верстата перед виготовленням першої деталі партії, а для наступних деталей партії знаходження робочих систем координат обирають, за можливістю, ближче до заготовки.
Зв’язок систем координат відбувається через базові точки робочих органів верстата, що несуть заготовку та інструмент. При закріпленні заготовки на верстаті технологічна база для обробки деталі в даному положенні встановлення поєднується з відповідною опорною поверхнею пристосування. Для того щоб зв’язати між собою системи координат деталі та верстата, необхідно задати в цих системах базову точку Б (рис. 6.4), що визначає положення з’єднуваних поверхонь.

Рис. 6.4. Зв’язок систем координат деталі, верстата та інструмента
Системи координат зв’язані через базові точки РО верстата і кріпильного пристосування. Початок системи координат верстата прийнято в базовій точці С хрестового поворотного стола в крайньому лівому і дальньому положенні, якщо дивитись на нього з боку шпиндельного вузла. Настроювальна точка інструмента В, що задана в системі координат інструмента ХIZI, переводиться в систему координат верстата через базову точку шпиндельного вузла Ш, з якою суміщений початок І системи координат інструмента. Поточна точка траєкторії інструмента А переводиться програмістом-технологом або системою автоматизованої підготовки УП з системи координат деталі Д XДYДZД в систему координат верстата через базову точку Б крипільного пристосування П.
Такий зв’язок систем координат деталі, верстата та інструмента дозволяє витримати задану точність при перевстановленях заготовки і врахувати діапазон переміщень РО верстата при розрахунку траєкторій інструмента в процесі підготовки УП.
|
|