Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Заняття № 22
|
|
Змістовий модуль 10 Взаємозамінність, методи і засоби контролю
різьбових з'єднань
ПЛАН:
1 Класифікація різьб і експлуатаційні вимоги до різьбових з’єднань. Основні параметри циліндричних різьб. Характеристика кріпильних циліндричних різьб згідно ГОСТ.
2 Основні принципи забезпечення взаємозамінності циліндричних різьб. Приведений середній діаметр різьб і сумарний допуск середнього діаметра різьб. Посадки метричних різьб. Поля допусків різьб. Розташування полів допусків метричних різьб болтів і гайок. Степені точності різьб.
3 Позначення допусків різьб. Довжини згвинчування. Коротка характеристика і допуски спеціальних циліндричних різьб. Методи і засоби контролю різьбових з'єднань.
Мета заняття: Основні поняття про різьблення, посадки, допуски і застосування
Мета виховна: Завдяки відносній простоті та компактності, кількість деталей з різьбою в сучасних машинах перевищує 60%.У більшості з’єднань застосовують різьби для закріплення деталей між собою і регулювальних пристроях.
Самостійна робота № 11
Тема: Взаємозамінність, допуски і посадки різьбових з’єднань
План: 1 Допуски і посадки.
2 Позначення допусків і посадок метричної різьби.
3 Коротка характеристика і допуски спеціальних циліндричних різьб.
Література: 1, с. 172-187; 2, с. 176-190; заняття № 22 с.185 -199
1 Класифікація різьб і експлуатаційні вимоги до різьбових з’єднань
(ДСТУ 2497). Основні параметри циліндричних різьб. Характеристика
кріпильних циліндричних різьб (ГОСТ 8724, ГОСТ 24705).
Основні визначення
Різьбові з'єднання широко використовуються в конструкціях машинобудування: в більшості сучасних машин біля 60 % всіх деталей мають різьбу.
Різьбова поверхня утворюється при гвинтовому переміщенні плоского контуру відповідної форми по циліндричній або конічній поверхні.
Різьба може бути нарізана на зовнішній (болт, шпилька, гвинт тощо) та внутрішній (гайка, гніздо, муфта тощо) поверхні деталі.
Всі різьби класифікують за рядом ознак (таблиця 1).
Основні параметри різьби
Терміни та визначення параметрів різьби нормує ДСТУ 2497-94. Номінальні розміри параметрів різьби є однаковими для болта та гайки (рисунок 1).
Номінальним діаметром різьби є зовнішній діаметр d=D -діаметр циліндра, дотичного до вершин зовнішньої різьби чи западин внутрішньої різьби.
Середній діаметр d2=D2 - це діаметр уявного співвісного з різьбою циліндра, де ширина канавки дорівнює половині номінального кроку Р/2 для
однозаходної різьби.
Твірна циліндра перетинає номінальний профіль різьби (витків) так, що ширина канавки дорівнює ширині виступу.
Внутрішній діаметр d1=D1 - це діаметр уявного циліндра, вписаного дотично до вершин внутрішньої різьби чи западин зовнішньої різьби.
Крок Р — це відстань між сусідніми однойменними бічними сторонами профілю, обмірювана в напрямку, паралельному осі різьби.
Кут профілю а =60° для метричної різьби - кут між бічними сторонами профілю в осьовій площині (ГОСТ 9150).
Довжина згвинчування (висота гайки) L - довжина дотику гвинтових поверхонь зовнішньої і внутрішньої різьби в осьовому перерізі.
Крім того, профіль різьби характеризується параметром Н - висотою вихідного профілю.
Форма западини зовнішньої і внутрішньої різьби не регламентована і виконується заокругленою. Форма западини зовнішньої різьби може бути плоскозрізаною.
Метричні різьби (для 1-600 мм) поділяють на два типи:
- з крупним кроком (для різьб від 1 до 68 мм) позначають без вказування кроку за замовчуванням;
- з дрібним кроком (для різьб від 1 до 600 мм) позначають із вказуванням кроку (наприклад, М І0 х 1, де 1 - це величина кроку).
Номінальні діаметри різьби гіф), d(D), d1(D1), d2(D2) і крок Р нормовані за
ГОСТ 8724.
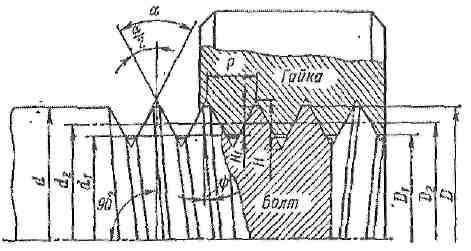
Рисунок 1 - Основні геометричні параметри різьби
Класифікаційні ознаки різьби
Таблиця 1
| Класифікаційна | Різьба | Призначення | Позначення на кресленні |
| ознака | |||
| 1 Галузь | Загальна | Використання | див. а), б), в) п. 2 даної таблиці |
| використання | в будь-яких галузях промисловості | ||
| Спеціальна | Використання у | див. г) - м) п. 2 даної таблиці | |
| відповідних виробах деяких галузей промисловості | |||
| 2 Експлуатаційне | а) кріпильна | Забезпечення | При нормальному кроці: |
| призначення | (метрична, | міцності з'єднань і | болт М20-6g |
| дюймова | збереження | гайка М20-6Н | |
| щільності стиків | з'єднання М20-6Н/6g | ||
| у процесі | при мілкому кроці: | ||
| довготривалої | болт М20 x 1, 5-6g | ||
| експлуатації | гайка М20х 1, 5-6Н | ||
| з'єднання М20 х 1, 5-6Н/6g | |||
| 2 Експлуатаційне | б) кінематична | Забезпечення | Болт Тг32 х 6-7е |
| призначення | (трапецеїдальна, | точного переміщення | Гайка Тг32х6-7Н |
| прямокутна) | при найменшому терті; | З'єднання Тг32х6-7Н/7е | |
| для перетворення | Ліва різьба Тг32 х 6LH-7h | ||
| обертального руху в | Уп 80 х 16 кл 1 | ||
| прямолінійний; | Уп 80 х 16 кл 2 | ||
| забезпечення плавності | Болт 880 х 10-7h | ||
| обертання і високої | Гайка 880 х 10-7AZ | ||
| навантажувальної | З'єднання 880 х 10-7АZ/7h | ||
| здібності | Ліва різьба 880 х 10LН-7h | ||
| в) трубна та | Забезпечення | Труб 2. к.А | |
| арматурна(трубна | герметичності | МК20х 1, 5 | |
| циліндрична, | з'єднань (загальні | Труб 2" ГОСТ 6211 | |
| метрична конічна) | вимоги для цих різьб - | КЗ/4" ГОСТ 6111 | |
| трубна конічна, | згвинчуваність і | ||
| конічна дюймова | довготривалість(б/підгон) | ||
| г) метрична | для приладобудування | Болт М70 х 1-6Н | |
| Гайка М70 х 1 -6g | |||
| З'єднання М70х1-6Н/6g | |||
| д) окулярна | Для оптичних | ОК20х6(Р1, 5) | |
| приладів | ГОСТ 5359 | ||
| є) циліндрична | Упорна підсилена | Уп 180 х 6 х 45° | |
| з кутом 45° | ГОСТ 13535 | ||
| Для розсіювачів світла | А85 ГОСТ 9503 | ||
| і корпусів | |||
| світильників | |||
| Закінчення таблиці1 | |||
| Класифікаційна ознака | Різьба | Призначення | Позначення на кресленні |
| ж) циліндрична, | Для санітарно - | Кр12х 2, 54 | |
| технічної | |||
| кругла | арматури | ГОСТ 13536 | |
| Для цоколів | Різьба Е14 ГОСТ 2746 | ||
| електричних ламп | ГОСТ 2746 | ||
| з) циліндрична | Для об'єктивів | ОБ 4/5 х 1/36" | |
| дюймова | мікроскопів | ГОСТ 3469 | |
| к) циліндрична, | Для масельнички | М І4 х 1, 5-6е | |
| метрична | консистентного | ||
| змащування | |||
| м) конічна | Для горловин | К20 ГАЗ | |
| трубна | газових балонів | ГОСТ 9909 | |
| 3 Профіль | Циліндрична, | Трикутна, | Наприклад, |
| витків | конічна | трапецеїдальна, | Уп І80 х 6 х 45° |
| упорна, кругла | ГОСТ 13535 | ||
| 4 Число | Циліндрична, | Однозаходна, | ГОСТ 8724-81 |
| заходів | конічна | багатозаходна | |
| (дво-, трьох- та | |||
| більше західна) | |||
| 5 Напрямок | Циліндрична | Наприклад, | |
| обертання | Права, | М24-6Н (гайка) | |
| осьового | ліва | М24LH-6Н | |
| перерізу | |||
| 6 Прийнята | Циліндрична, | Наприклад, | |
| одиниця | конічна | Метрична, | М24-6g (болт) |
| вимірювання | дюймова | К 3/4" | |
| лінійного | ГОСТ 6111 | ||
| розміру |
У різьби з крупним кроком кожному зовнішньому діаметру відповідає один крок.
У різьби з дрібним кроком одному і тому ж зовнішньому діаметру можуть відповідати різні кроки.
ГОСТ 8724 поділяє всі три діаметри різьби на три ряди. При виборі діаметрів різьб слід віддавати перевагу першому ряду над другим, другому над третім.
Основні розміри різьби регламентує ГОСТ 24205.
2 Основні принципи забезпечення взаємозамінності
циліндричних різьб
Система допусків і посадок, що забезпечує взаємозамінність циліндричних різьб враховує особливості конструкції різьбових деталей і наявність взаємозв'язку похибок окремих параметрів різьби.
Граничні контури різьби. На довжині згвинчування різьбового з'єднання розміщено декілька витків різьби, які утворюють різьбовий контур. Номінальний контур (рисунок 2) визначає найбільший граничний контур різьби болта і найменший - гайки. Від номінального контура в напрямку, перпендикулярному до вісі різьби, відкладають поля допусків діаметрів різьби болта; в протилежну сторону - поля допусків діаметрів різьби гайки.
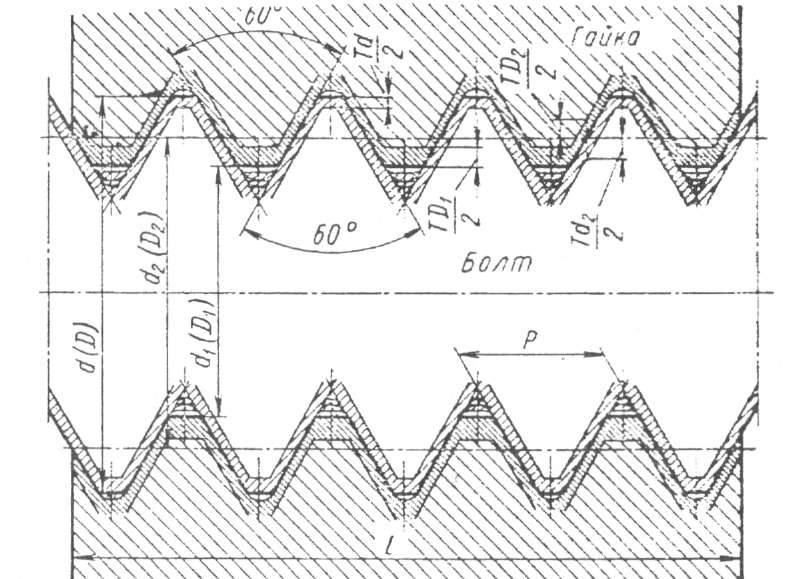
Рисунок 2 - Профіль і граничні контури різьбового з’єднання
з метричною різьбою.
При виготовленні різьбових деталей неминучі похибки профілю різьби та її розмірів та інші похибки, які викликають порушення згвинчування і погіршення якості з'єднань. Для забезпечення згвинчуваності і якості з'єднання дійсні значення діаметрів, кута і кроку різьби не повинні виходити за граничні контури на всій довжині згвинчування.
Крок різьби є основним кінематичним параметром рухомого з'єднання. Відхилення кроку є наслідком кінематичної похибки верстата і неточності кроку його ходового гвинта, температурних і силових деформацій гвинта верстата і оброблюваних деталей; місцевого спрацювання різьби ходових гвинтів, похибок різьбоутворюючих інструментів, неоднорідності матеріалу заготовки та інших причин.
На довжині згвинчування різьбових деталей розташовано декілька витків різьби, що утворюють різьбовий контур.
В різьбовому з'єднанні розрізняють дійсний, номінальний та граничний контури.
Номінальний контур різьби визначає найбільший граничний контур болта і найменший граничний контур гайки.
Від номінального контуру в напрямку, перпендикулярному до осі різьби, відраховують відхилення і розташовують донизу поля допусків діаметрів різьби болта, в протилежний бік - поля допусків діаметрів різьби гайки.
При виготовленні різьбових деталей неминучими є похибки профілю різьби та її розмірів, можлива неконцентричність діаметральних перерізів та інші відхилення, які можуть порушити згвинчуваність і погіршити якість з'єднання.
Згвинчуваність різьбових деталей і необхідна якість з'єднання забезпечується, якщо дійсні контури болта і гайки не будуть виходити за відповідні граничні контури на всій довжині згвинчування.
Приведений середній діаметр різьб і сумарний допуск
середнього діаметра різьб
Основним параметром різьбового з'єднання, що забезпечує точність і визначає характер з'єднання, є середній діаметр.
Для спрощення контролю різьби і розрахунку допусків введено поняття середнього діаметра різьби, який впливає на згвинчуваність величин d2(D2), fр, fα.
Значення середнього діаметра різьби, збільшене для зовнішньої різьби і зменшене для внутрішньої на сумарну діаметральну компенсацію кроку і кута профілю називають приведеним середнім діаметром.
Згвинчуваність можна рахувати забезпеченою, якщо різниця середніх діаметрів різьби болта й гайки не менше суми діаметральних компенсацій кроку й половини кута профілю обох деталей
Приведений середній діаметр дорівнює:
- для зовнішньої різьби:
d2пр = d2вим + fр + fα;
- для внутрішньої:
D2пр = D2вим – (fр + fα)
де d2вим і D2вим - виміряні (дійсні) значення середнього діаметра внутрішньої та зовнішньої різьби.
Для згвинчування болта з гайкою необхідна діаметральна компенсація як додатна, так і від'ємна fр та fα, тому в першу формулу визначення приведеного середнього діаметру входять fр та fα зі знаком плюс, а в другу - зі знаком мінус.
Зазор в різьбовому з'єднанні визначають різницею дійсних значень приведених середніх діаметрів внутрішньої та зовнішньої різьби.
Сумарний допуск середнього діаметра різьби. Внаслідок взаємозв'язку між відхиленнями кроку, кута профілю відповідно середнього діаметра допустимі відхилення цих параметрів окремо не нормують. Виключення складають різьби з натягом, різьби калібрів та інструменту.
Встановлюють тільки сумарний допуск на середній діаметр болта Тd 2, і гайки TD 2, який дорівнює:
Td2 (TD2) = Δ d2 (Δ D2) + fp + fa.
В основу класифікації різьб по точності і посадкам прийняті допуски по середньому діаметру і характер спряження по боковим сторонам профілю.
Посадки метричних різьб. Поля допусків різьб (ГОСТ 16093).
Посадки різьбових з'єднань (для різьб загального призначення і більшості спеціальних різьб) визначаються в основному характером з'єднань бокових сторін профілю. Розташування полів допусків зовнішнього і внутрішнього діаметрів виключає можливість отримання натягу по вершинах і впадинах різьби і вони забезпечують гарантований зазор.
У машино будівництві застосовується в основному метрична різьба з діаметром 1…600мм; її підрозділяють на різьбу з великим кроком(Ø 1…68) і дрібним кроком(Ø 1…600).
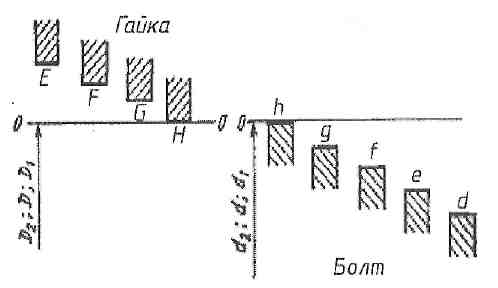
Стандартом передбачено 5 основних відхилень d, e, f, g, h для зовнішньої різьби і 4 основних відхилень E, F, G, H для внутрішньої різьби (рисунок 3). Основні відхилення h і H дорівнюють нулю
Основні відхилення Е, F встановлені для спеціального використання.
Відхилення відраховують від номінального профілю різьби (на рисунку 3 показаний нульовою лінією) в напрямку, перпендикулярному до осі різьби.
|
Рисунок 3 - Основні відхилення метричної різьби
Взаємне розташування контактуючих бокових сторін профілю залежить від дійсних значень або відхилень середніх діаметрів, кроків різьби та кутів нахилу профілю.
Відхилення кроку і половини кута профілю, що впливають на взаємозамінність, стандартом не нормуються. У всіх циліндричних різьбах з прямолінійними боковими сторонами профілю відхилення кроку і кута профілю для забезпечення згвинчування можуть бути скомпенсовані відповідними змінами дійсного середнього діаметра різьби.
Відхиленням кроку різьби ∆ Рn називають різницю між дійсною і номінальною відстанями в осьовому напрямку між двома середніми точками любих однойменних бокових сторін профілю в межах довжини згвинчування.
Із рисунка 3 видно, що при збільшенні кроку різьби на величину ∆ Рn болт і гайка не згвинтяться.
Для спрощення контролю різьби і розрахунку допусків введено поняття середнього діаметра різьби, який впливає на згвинчуваність величин d2(D2), fр, fα.
Значення середнього діаметра різьби, збільшене для зовнішньої різьби і зменшене для внутрішньої на сумарну діаметральну компенсацію кроку і кута профілю називають приведеним середнім діаметром.

Рисунок 3 - Відхилення кроку ∆ Pn та його діаметральна компенсація f р
Згвинчуваність можна рахувати забезпеченою, якщо різниця середніх діаметрів різьби болта й гайки не менше суми діаметральних компенсацій кроку й половини кута профілю обох деталей
Приведений середній діаметр дорівнює:
- для зовнішньої різьби:
d2пр = d2вим + fр + fα;
- для внутрішньої:
D2пр = D2вим – (fр + fα)
де d2вим і D2вим - виміряні (дійсні) значення середнього діаметра внутрішньої та зовнішньої різьби.
Для згвинчування болта з гайкою необхідна діаметральна компенсація як додатна, так і від'ємна fр та fα, тому в першу формулу визначення приведеного середнього діаметру входять fр та fα зі знаком плюс, а в другу - зі знаком мінус.
Зазор в різьбовому з'єднанні визначають різницею дійсних значень приведених середніх діаметрів внутрішньої та зовнішньої різьби.
Таблиця 2 - Поля допусків болта та гайки
| Деталь | Клас точності | Поле допуск при довжині згвинчування | ||||||||||
| S | N | L | ||||||||||
| Болт | Точний | - | (Зh4h) | - | - | - | 4g | 4h | - | - | (5h4h) | |
| Середній | 5g6g | (5h6h) | 6d | 6е | 6f | 6g | 6h | (7е6е) | 7g6g | 7h6h | ||
| Грубий | - | - | - | - | - | 8g | (8h)* | - | (9g8g) | - | ||
| Гайка | Точний | - | 4Н | - | 4Н5Н, 5Н | - | 6Н | |||||
| Середній | (5G) | 5Н | 6G | 6Н | (7G) | 7Н | ||||||
| Грубий | - | - | 7G | 7Н | (8G) | 8Н | ||||||
| * Лише для різьблення з кроком Р> 0, 8 мм; для різьблення з кроком Р < 0, 8 мм використовують поле допуску 8h6h. |
Для того, щоб з'єднання стало можливим, потрібно зменшити середній діаметр різьби болта на f р (на f р /2 з кожного боку від осі). Тоді профіль болта займе положення, показане штриховою лінією, і з'єднання стане реальним.
Величину f р називають діаметральною компенсацією похибки кроку різьби і визначають за формулами (∆ Pn і f р - вимірюється в мкм):
- для метричної різьби (а = 60°) fр = 1, 732 · ∆ Pn;
- для трубної різьби (а = 55°) fр = 1, 921· ∆ Pn;
- для трапецеїдальної різьби (а = 30°) fр= 3, 732· ∆ Pn;
- для упорної різьби (β = 30°; γ = 3°) fр = 1, 175· ∆ Pn.
При аналізі похибок кута профілю різьби вимірюють не кут α, а половину кута профілю α /2, який для метричної різьби дорівнює 30°. Вимірювання кута α /2 дозволяє визначити величину а і перекіс різьби (рисунок 4).
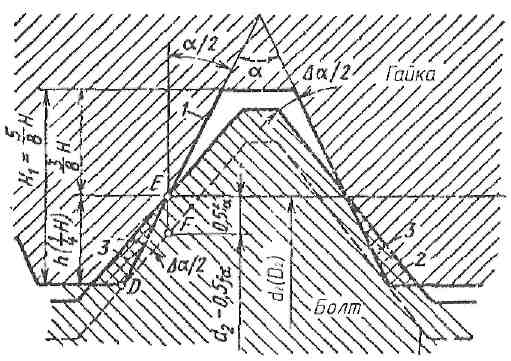
Рисунок 4 - Профіль різьби болта з похибкою α /2 і його діаметральна компенсація f α
Відхиленням половини кута профілю різьби ∆ α /2 болта або гайки (для різьб з симетричним профілем) називають різницю між дійсними і номінальними значеннями α /2.
При симетричному профілі різьби відхилення а/2 знаходять як середнє арифметичне абсолютних значень відхилень обох половин кута профілю:
∆ α /2 = 0, 5·( ∆ α /2прав+ ∆ α /2лів).
На рисунку 4 видно, що при рівності діаметрів різьби болта і гайки згвинчування деталей неможливе, бо при похибці половини кута профілю ∆ α /2 профілі різьби перекриваються.
Згвинчування різьбових деталей, що мають похибку кута профілю ∆ α /2, можливе лише при наявності необхідного зазору по середніх діаметрах їхньої різьби, тобто діаметральної компенсації f α цієї похибки. Компенсація може бути отримана при зменшенні середнього діаметра різьби болта, або збільшенні середнього діаметра різьби гайки на величину f α. В цьому випадку профіль витка займе положення, позначене штриховою лінією, і згвинчування стане можливим.
Величину f α визначають за формулами (f α, мкм; Р, мм; ∆ α /2, кутові хвилини):
- для метричної різьби fα ≈ 0, 29·Р· ∆ α /2;
- для трубної різьби fα ≈ 0, 35·P· ∆ α /2;
- для трапецеїдальної різьби fα ≈ 0, 582· P· ∆ α /2;
- для упорної різьби (β = 30°; γ = 3°) fα ≈ 0, 46 ·P ·( ∆ β +0, 75 ∆ γ).
|
|
Схеми розташування полів допусків метричних різьб із зазором рисунок 5
Рисунок 5 - Основні відхилення метричної різьби при посадці із зазором
Відхилення відраховують від номінального профілю різьби (на рисунку 5 показаний нульовою лінією) в напрямку, що перпендикулярному осі різьби.
Різьбові посадки з натягом регламентовані ГОСТ 4608.
Перехідні посадки для різьбових з'єднань встановлені за ГОСТ 24834.
Зображення різьб на кресленнях виконують згідно з ГОСТ 2.311.
Розташування полів допусків метричних різьб болтів і гайок
Розташування полів допусків гайок і гвинтів показано на рисунку 6а. Стандарт встановлює основні відхилення діаметрів різьблення (рисунок 6б, в і г); степені точності по діаметру d — 4 і 6 (останню застосовують тільки для різьб, що виготовляються накоченням), по D 1 — 4; по d 2, d 3 і D 2 — 6, 7, 8 і 9; дві групи довжин згвинчування (нормальну N і велику L), класи точності (точний середній і грубий) і рекомендовані поля допусків (таблиця 3).
Граничні відхилення приймають по таблицях стандартів. Верхнє відхилення по D 4 стандартом не встановлене.
Правила позначення полів допусків і посадок однозаходного трапецеїдального різьблення розглянемо на прикладі позначень різьблення, що має d = 40 мм і Р — 6 мм, поля допусків по D 2 7Н і по d 2 7е:
для гвинта Тг 40X6 - 7е;
для гайки Тг 40X6 — 7Н;
для посадки Тг 40X6 — 7Н/7е.
Згідно з ГОСТ 16093 встановлені різьбові посадки з зазором. Для отримання різьбових посадок із зазором передбачено п'ять основних відхилень для болтів (d, e, f, g, h) і чотири для гайок (E, F, G, H). Ці відхилення однакові для d1, d2, d та D1, D2, D.
Основні відхилення Е, F встановлені для спеціального використання при значних товщах захисних покриттів.
Степені точності різьб
Закономірності побудови системи допусків і посадок для різьбових сполучень аналогічні до циліндричних гладких з'єднань, але для різьбових деталей застосовуються не квалітети, а степені точності за ГОСТ 16093: 3, 4, 5, 6, 7, 8, 9, 10 в порядку зменшення точності із збільшенням степеня.
Переважним для використання в різьбових з'єднаннях загального призначення є 6-ий степінь точності.
Різьби шостого степеню точності можуть бути отримані такими методами механічної обробки як фрезерування, накочування, нарізання різцями, плашками, гребінками, вихрове нарізання тощо.
Відхилення болта і гайки позначають:
болта: es - верхнє; гайки: ES верхнє;
еі - нижнє; ЕІ нижнє.
Для вибору степеня точності в залежності від довжини згвинчування різьби і вимог до точності з'єднань встановлені три (3) групи довжин згвинчування: короткі (short) = S, нормальні (normal) - N, довгі (long) - L.
Поняття класу точності використовується для порівняльної оцінки точності різьбових деталей з різними полями допусків.
При однаковому класі точності допуск середнього діаметра при довжині згвинчування групи L рекомендують збільшувати, а при довжині згвинчування S - зменшувати на один степінь у порівнюванні з допусками, встановленими для нормальної довжини.
Поділ на класи точності різьб є умовним. На кресленнях і калібрах вказують не клас точності, а поле допуску.
Точний клас рекомендується для відповідальних статично навантажених різьбових з'єднань, або при потребі малих коливань характеру посадки.
Середній клас використовують для різьб загального вживання.
Грубий клас - для різьб, які нарізають на гарячекатаних заготовках, в довгих глухих отворах тощо.
3 Позначення допусків різьб. Довжини згвинчування
Позначення поля допуску діаметра різьби складається з цифри, яка показує степінь точності, та літери, яка визначає основне відхилення (наприклад, 6h, 6g, 6Н). Позначення поля допуску різьби складається з позначення поля допуску середнього діаметра (стоїть на першому місці) та діаметра виступів (наприклад, 7g7q, 4Н5Н). Якщо позначення полів співпадають, в позначенні поля допуску різьби пишуть лише один показник (наприклад, 6g, 6Н).
Поле допуску різьби вказують через тире після розміру різьби (наприклад, болт М12 - 6g; гайка М16 - 6Н).
Посадки різьбових деталей позначають дробом: в чисельнику вказують поле допуску гайки, в знаменнику - поля допуску болта (наприклад:
М12 -  ; М16-
; М16-  ).
).
Довжину згвинчування вказують за правилами, розглянутими в позначеннях метричного різьблення.
Коротка характеристика і допуски спеціальних циліндричних різьб
Різьблення трапецеїдальні однозахідні (рисунок 6)застосовують переважно для рухомих з'єднань, тому вони повинні змазуватись. Для розподілу змащувального матеріалу по всьому профілю різьблення створюють гарантовані зазори за рахунок різниці відповідних діаметрів зовнішнього і внутрішнього різьблення. Цим пояснюється, що в стандартах на розміри і допуски встановлені різні значення і позначення зовнішніх діаметрів гайки (D 4) і гвинта (d), а також внутрішніх діаметрів гайки (D 1) і гвинта (d 3). По бічних сторонах профілю якнайменші зазори забезпечуються верхніми відхиленнями по d 2. Для легко навантажених кінематичних реверсивних з'єднань або нерухомих, рідко регульованих з'єднань і в інших випадках застосовують трапецеїдальні різьбові з'єднання з якнайменшим зазором по бічних сторонах профілю, рівним нулю (поля допусків Н і h).

Рисунок 6 – Розташування полів допусків трапецеїдальної різьби
Таблиця 3 - Поля допусків трапецеїдальних і упорних різьб
| Клас точності | Зовнішнє різьблення | Внутрішнє різьблення | ||
| Довжини згвинчування | ||||
| N | L Л' | N | L \ | |
| Поля допусків однозаходного трапецеїдального різьблення | ||||
| Точний Середній Грубий | 6е; 6g 7е; 7g 8е; 8с | 7е 8е 9с | 6Н 7Н 8Н | 7Н 8Н 9Н |
| Поля допусків багатозаходного трапецеїдального різьблення | ||||
| Точний Середній Грубий | 7е; 7g 8с; | 8е | 9с | 8е 9с 10с | 7Н |8Н| 9Н | 8Н 9Н 9е |
| Поля допусків упорного різьблення | ||||
| Середній Грубий | 7h 8h | 8h 9h | 7AZ 8AZ | 8AZ 9AZ |
Примітки.
1 Поля допусків, ув'язнені в рамки, є переважними.
2 Для багатозаходних трапецеїдальних різьб допускається застосування коротких довжин згвинчування S.
3 При підвищених вимогах до точності для довжин згвинчування L можна застосовувати поля допусків з довжин згвинчування N.
4 Встановлені поля допусків на d 4h і на D 1 4Н. Крім того, для однозаходних трапецеїдальних різьб, що виготовляються накоченням, на d можна призначати поле допуску 6g.
4 Ступінь точності діаметрів d 3, повинна відповідати ступеню точності діаметру d 2. Допуски на діаметри D 4 і D не встановлюються.
Допуски багатозаходних трапецеїдальних різьб загального призначення. Системи допусків одно- і багатозаходних трапецеїдальних різьб аналогічні. Наприклад, розташування полів допусків вказаних різьб відповідає схемі, показаній на рисунку 6. Основні відмінності пояснюються тим, що у різьб, що мають значні кути підйому гвинтової лінії, з технологічних причин з'являються відхилення від прямолінійності бічних сторін профілю.
Для компенсації цих відхилень і забезпечення прилягання бічних сторін профілів зв'язаних витків різьблення гвинта і гайки, для багатозаходних трапецеїдальних різьб встановлені посадки тільки з гарантованим зазором, і поле допуску h для d 2 в стандартах не встановлено. Сумарні допуски на середні діаметри різьблення забезпечують компенсацію відхилень власне середніх діаметрів, кута профілю і кроку різьблення, а також при кутах підйому гвинтової лінії до 10°, відхилень від прямолінійності бічних сторін профілю. Для рівномірного зачеплення всіх витків різьблення відхилення кроку, що сполучаються, не повинні перевищувати 30 % сумарного допуску.
Поля допусків, встановлені для багатозаходних трапецеїдальні різьб, приведені в таблиці 3.
Позначення багатозаходних трапецеїдальних різьб від позначення однозаходних різьб відрізняється тим, що після діаметру різьблення (Тг 20) вказують хід різьблення і в дужках умовне позначення кроку і його значення, наприклад:
Тг 20 X 4 (Р2) — 8Н/8е
Різьблення упорні застосовують в різних гвинтових механізмах, що передають великі осьові навантаження, направлених в одну сторону. Для роботи таких гвинтових пар їх необхідно мастити. По боковим сторонам і внутрішньому діаметру профілю різьблення створюються гарантовані зазори (рисунок 7). По зовнішньому діаметру для поліпшення центрування гарантований зазор відсутній. Для підвищення втомної міцності гвинтів западину зовнішнього різьблення виконують закругленою.
Для упорного різьблення в стандартах встановлені ступені точності по dі D 1 — 4 і по d 2, d 3 і D 2 — 7, 8 і 9; основні відхилення, вказані на рисунку 7; поля допусків зовнішньої і внутрішньої різьби для довжин згвинчування Nі Lв середньому і грубому класах точності в таблиці 3.
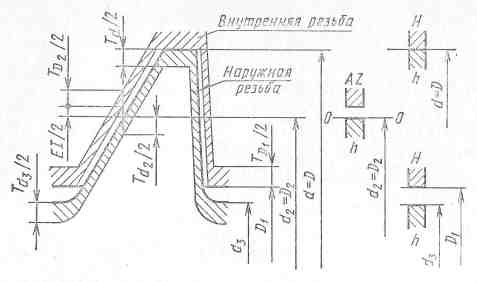
Рисунок 7 Розташування полів допусків упорної різьби
Допуски і граничні відхилення приймаються по ГОСТ.
Позначення упорних різьб і посадок складають по загальним правилам, тільки проставляють літеру S, яка позначає упорне різьблення, наприклад:
S 80 х 10 - 7AZ/7h
Методи і засоби контролю різьбових виробів
Різьбові вироби контролюють в основному за допомогою граничних калібрів (комплексний метод). В комплект для контролю входять робочі прохідні та непрохідні граничні калібри.
Прохідні граничні калібри повинні згвинчуватись з різьбовим виробом, вони контролюють приведений середній і зовнішній (у гайок) або внутрішній (у болтів) діаметр різьби.
Непрохідні різьбові калібри контролюють власне середній діаметр.
Поелементний контроль різьбових виробів (диференційований метод) використовується переважно для точних різьб: калібрів-пробок, різьбообробних інструментів тощо. При цьому окремо перевіряють середній діаметр різьби, крок, половину кута профілю. Використовують універсальні (штангенциркулі, різьбоміри), та спеціалізовані інструменти та прилади: мікроскопи, контактні прилади для методів трьох дротиків, проектори, різьбові мікрометри тощо.
Зображення різьб на кресленнях виконують згідно з ГОСТ 2.311.
Контрольні запитання
1 Основні види кріпильних різьб
2 Основні експлуатаційні вимоги до різьбових сполучень у залежності від їхнього призначення
3 Основні параметри циліндричних різьб
4 Степені точності різьб
5 Позначення допусків різьб
6 Посадки метричних різьб
7 Приведений середній діаметр різьб
8 Застосування трапецеїдальних різьб
9 Застосування упорних різьб різьб
10 Методи і засоби контролю різьблення
|
|