Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Связь между ПЭ и РП
|
|
РП не статистический, а инженерный метод, использующий формально и не формально методы почерпнутые из планирования эксперимента - ПЭ. Тагути соединил элементы теории ПЭ (Фишер 1920 г.) и инженерное творчество. Фишер и Джейтс предложили многое из того, что известно сейчас как ПЭ. Тагути использовал идеи и эффективность применения ортогональных матриц к процессам проектирования продукции и процессов. Его вклад заключается в возможности оптимизировать стоимость, длительность и качество. Причем это сделано так, что инженер- практик не только может понять эти методы, но и применить их в своей деятельности.
РП позволяет:
· соединить оптимизацию характеристик в ходе ПЭ и оптимизацию стоимостей.
· Нацелить команду на быстрое проектирование, производство и выход на рынок.
· оценить управляемые факторы в обстановке воздействия ШФ, ПЭ же рассматривает оптимизацию вне ШФ.
· оценивать большое число детерминированных и случайных факторов, что позволяет инженеру оптимизировать ХК в свете возможных вариаций.
· проектировать процесс выпуска продукции с оптимальными характеристиками при учете источников вариабельности и минимизации стоимости. ПЭ традиционно используется для исследования и проектирования внешних воздействий. При этом определяются время и потребные ресурсы, необходимые для корректной оценки фундаментальных связей и построения аналитической модели. Полученные данные могут быть использованы разработчиками как основа для РП.
Подход Тагути упрощает сложный мир ПЭ и дает инженерам практический метод. При РП инженеры планируют, проектируют, анализируют и верифицируют собственный эксперимент внутри самой команды, то есть получают информацию при минимальных расходах ресурсов.
При РП главным является определение расположения характеристик продукции относительно целевого значения. Обычно вначале определяются номинальные значения, а затем проверяется насколько близко среднее значение находится к целевому. Если при воздействии ШФ, выборочное среднее отходит от целевого значения, необходимо принимать меры. Трудно что-либо сделать после того, как установлено значение параметров, поэтому причины вариабельности надо определять и устранять заранее. После того как установлены оптимальные значения управляемых факторов, снижающие вариабельность, усилия команды сосредотачиваются на регулировке среднего значения, приближая его к целевому значению. Такой процесс называется двухшаговой оптимизацией, как это показано на рис.27. На рис.27 показано, как начальный вариант изделия А за счет РП становится нечувствительным к ШФ – изделие В (1-й шаг), а затем его перемещают путем регулировки среднего значения варианта В к целевому значению (2-ой шаг), обозначенному на рис.27 как изделие С. Таким образом сложная проблема достижения целевого значения, распадается на две более простые проблемы.
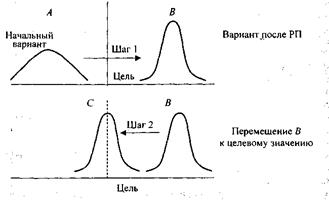
Рис.27 Перемещение варианта с малой дисперсией к целевому значению.
Первой задачей РП является получение данных, которые позволяют проектировщику найти такой набор управляемых факторов, который уменьшает дисперсию при наличии ШФ. Часто такой набор параметров не позволяет среднему распределению оказаться близко от целевого значения. Вторая задача сводится к нахождению одного фактора, позволяющего переместить среднее значение, к целевому значению не увеличивая дисперсию.
7.3.2 Функция потери качества –ФПК (Quality Loss Function)
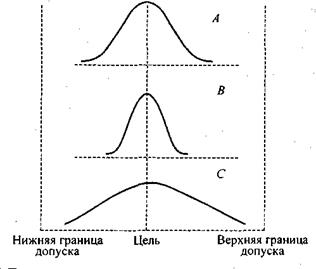
Определение: ФПК – зависимость стоимостных потерь потребителя из-за удалённости ХК от целевого значения. ФПК позволяет измерить отклонение ХК от целевого значения. Одна и та же продукция может использоваться разными потребителями, в разных условиях, различными способами, поэтому трудно оценивать потери качества. Выше было показано, как использовать данные для оценки качества при воздействии ШФ. Могут ли потери качества оцениваться как вариации характеристики? Важно выразить потери с помощью стоимостного выражения. Для этого надо найти недорогой и эффективный метод. Рассмотрим три разных поставщика комплектующих. Предположим, что качество и репутация продукции зависит от комплектующих. Вы хотите определить насколько каждый из поставщиков удовлетворяет вас. Для этого берется репрезентативная выборка одного объема для каждого из поставщиков. Законы распределения показаны на рис.28.
|
Рис.28 Пример распределения 3-х поставщиков
Видно, что все три поставщика способны выпускать продукцию в пределах установленных допусков, даже поставщик С укладывается в 99% доверительный интервал. Какой же поставщик наилучшим образом удовлетворит потребителя? Широко бытующая точка зрения связывает стоимость только с теми изделиями, которые попадают за границы допуска и при этом предпринимаются попытки минимизировать их число. В отличие от этой позиции, рассмотрим все изделия находящиеся как внутри допуска, так и вне него. Целью при этом является не нахождение в поле допуска, а нахождение вблизи целевого значения. Это один из первых шагов на пути РП. Измерение числа изделий находящихся внутри допуска не самый лучший метод измерения качества. Поэтому считать, что то, что находится внутри допуска одинаково хорошо – неверно. Та продукция, которая оценивается целевыми значениями лучше той, которая находится в допуске, но вдали от целевого значения. Достаточно вспомнить систему оценки знаний. Практика использования РП показывает, что комплектующие имеющие значения близкие к целевым работают более долго и качественно, чем изделия находящиеся просто в допуске. Необходимо создать способ измерения потерь качества, когда характеристики изделия удаляются от целевых значений. Допусковый контроль необходимый атрибут контроля при проектировании, и многие компании считают, что нахождение характеристик между нижней и верхней границей допуска это большое достижение. При этом можно отметить некоторые черты поведения таких компаний.
1. Максимизация производительности при нахождении параметра в допуске без учета разницы в качестве.
2. Изучение процесса дрейфа среднего в границе допусков, позволяет при производстве минимизировать этот дрейф и сохранить среднее внутри допуска.
3. Изделия, попавшие за границу допуска, переделываются или перенастраиваются, попадая в допуск, но они находятся вдали от целевого значения.
4. Вариации параметра в пределах допуска считается допустимыми, при этом используются методы статистического контроля качества - СКК. При этом причины вариаций делятся на случайные (неустранимые) и измеримые (устранимые), которые устраняются сразу же по мере обнаружения, а случайные служат основой для назначения допусковых границ.
Таким образом, СКК определяет закон распределения ширина, которого укладывается в выбранные границы, а вид, которого зависит от природы ШФ. В этом случае допуск воспринимается как одна из характеристик качества.
Все эти виды поведения характерны для производителей, целью которых является максимизация производительности и использования материалов, минимизируя при этом % дефектов, переделок и брака. Но все это не имеет никакого отношения к целевому проектированию. Такие компании не нацеливают своих работников достигать целевой результат.
Компании, которые концентрируют свое внимание на стратегии качества основанной на достижении целевых значений используют распределения параметров как у поставщика В (рис.28) и по идее должны заключать договорные отношения только с ним.
Приведем некоторые черты поведения, приводящие к такому результату:
1. Четкое представление, о статистических методов обработки данных, начиная от оператора до менеджера.
2. Построение распределений данных в виде таблиц или гистограмм, с целью ясного понимания качества процессов производства.
3. Использование методов 6-ти сигма для достижения высокой стабильности процесса и использования коэффициента, Cpk который приближает процесс к целевому значения.
4. Создание базы данных поддержания стабильности процесса производства. Эти данные необходимы для контроля за уровнем качества и стоимостью стабилизации процесса.
5. Использовать методы ИК (СФК, ПЭ, РП).
6. Определение действительной стоимости качества.
Все эти черты присущи тем фирмам, которые понимают, что максимизация качества дает более хорошие результаты, чем простое измерение характеристик в допуске.
Квадратичная функция потерь качества – ФПК была предложена Г.Тагути как лучшая стоимостная оценка потерь изготовителя и потребителя при отклонении характеристики от целевого значения. Квадратичная функция потери качества подходит для большого числа ситуаций.
L (y) = k (y - m)2, (2)
где L(y) - потери в стоимостном выражении из-за отклонения от целевого значения, y - измеренное значение характеристики продукции, m - целевое значение характеристики, k - экономическая константа, называемая коэффициент потери качества. На рис.29 приведен вид функции потерь качества.

|
Рис.29. Квадратичная функция потерь качества
Кривая похожа на кривую допуска потребителя, при y = m потери равны нулю и возрастают по мере удаления от m влево или вправо. ФПК будет зависеть от допусков потребителя. В принципе нет необходимости определять точную ФПК для всех ситуаций, а можно рассматривать ее на некоторых уровнях:
1. Как унифицированное представление о качестве и стоимости, иллюстрирующее концепцию целевого проектирования.
2. Как функцию, связывающую экономические и технические представления.
3. Как уравнение позволяющее оптимизировать все виды затрат в процессе производства и эксплуатации.
Функцию (2) можно разложить в ряд Тейлора относительно y = m.
L(y) = L(m) + L’(m) / 1! *(y-m) + L’’(m) /2! * (y-m)2 +… (3)
при y = m, ФПК должна равняться нулю. Таким образом первый член L(m)=0 первая производная при y = m также равна нулю. Тогда третий член (3) становится определяющим. Полагая, что y достаточно близок к m, получим:
L(y) = [ L’’ (m) / 2! ](y – m)2 (4)
остальные члены (3) пренебрежимо малы и на практике не учитываются.
|
|