Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Прокат листового стекла
|
|
К прокатному стеклу относят стекло марблит бесцветное и цветное, узорчатое, армированное и стеклопрофили.
Узорчатое стекло – стекло, на поверхности которого имеется узор для полного или частичного рассеяния света с целью создания декоративного эффекта. Его получают за счет того, что один из валков прокатной машины имеет на своей поверхности рисунок соответствующего профиля.
Армированное стекло – это стекло, внутри которого имеется металлическая сетка, расположенная параллельно его поверхности. Оно относится к классу безопасных стекол. Сущность способа непрерывного проката листового стекла состоит в том, что стекломасса из печи через щелевидное отверстие поступает на приемную плиту, а затем в зазор между вращающимися прокатными валками и формируется лента стекла. При производстве армированного стекла в стекломассу перед валками вводится металлическая сетка. Она втягивается вместе со стекломассой в зазор между валками.
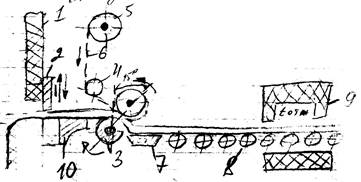
1 – печь ванная; 2 – шибер шлюза; 3 – прокатный валок; 4 – валок для подачи арматуры; 5 – барабан с арматурой; 6 – арматура; 7 – приемная плита; 8 – рольганг (роликовый транспортер); 9 – печь отжига; 10 – сливной брус.
Стекломасса из ванной печи подается на сливной брус 10, ее количество регулируется с помощью шибера 2. По сливному брусу стекломасса поступает в зазор между валками 3, которые охлаждаются водой. В зазор между валками на стекломассу подается армированная сетка 6 (из стальной проволоки) с барабана 5 с помощью валка 4.
Арматурная сетка может быть:
Пройдя зазор между валками лента попадает на приемную полую плиту 7 (водоохлаждаемую) и затем с помощью роликового транспортера 8 направляется в печь отжига. По рольгангу лента направляется в печь отжига.
Для изготовления методом проката листового стекла используют машины 1) ПЛ-160 и 2) ЛУАС-1601. Основным узлом машин являются прокатные валки. Выпускают машины с dвал=170; 220; 350 мм. Валки выполняют из жаропрочной стали. Они пустотелы и охлаждаются водой. Существует 2 вида установки валков – друг над другом (ПЛ-160) и с возможностью установки валков под углом их осей в вертикальной плоскости (150/ЛУАС-1601). При прокате ленты стекла верхний валок в средней части имеет исходно меньший диаметр, чем на концах. Это позволяет обеспечивать равнотолщинность ленты по всей ширине.
Валки сконструированы так, что нижний валок располагается в недвижных подшипниковых узлах, а верхний валок располагается в подшипниковых узлах, которые подпружинены. Это позволяет обеспечить постоянство усилия прижатия валков к ленте.
Подпружиненные подшипники могут перемещаться вверх по направляющей, образуя зазор 4-25 м.
Валки 3 вращаются от общего привода; в качестве привода используются редуктор и цепная передача. Двигатель имеет возможность плавной регулировки частоты вращения ротора.
Для производства армированного, узорчатого и гладкого стекла используется ЛУАС-1601. Она оборудована системой установки верхнего валка по отношению к нижнему валку с возможностью смещения оси верхнего валка на 15º.
В этой машине прокатные валки и валки рольганга имеют индивидуальные приводы. Это дает возможность регулировать скорость движения ленты. При такой конструкции лента стекла удерживается в натянутом состоянии. В этой машине используется рольная плита из шести роликов, охлаждаемых водой.
|
|