Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Технология производства труб
|
|
В процессе производства труб из алюминия применяются следующие основные технологические операции: горячее прессование, прокатка на станах ХПТ, волочение, ТО и правка.
Общая технологическая схема производства бесшовных холоднокатаных труб

Изготавливают трубы всей ГОСТовской номенклатуры. Диаметр 6-120 мм, t=0, 5-5мм.
Холодная прокатка труб
Холодная прокатка труб следует сразу после пресования. Основная цель прокатки- уменьшение толщины стенки зоготовки. Трубы при этом удлинняется. При прокатке металл подвергается интенсивной деформации до степеней 40% и выше. Поэтому перед прокаткой заготовку отжигают для увеличения ресурса пластичности. Процесс реализуется на специализированном оборудовании- станах ХПТ. Процесс – периодический. Утонение стенки трубы осуществляется за счет деформирования трубы между конической оправкой 2 и подвижными калибрами 5 совершающими возвратно- поступательное движение вместе со станиной 9 за счет кулисного механизма 10.

Рис. 18 Схема прокатки труб на станке ХПТ; 1-неподвижная штанга, 2-коническая оправка, 3- исходная заготовка, 4-поворотно-толкательный механизм, 5- полудиски калибров стана ХПТ, 6-7 зев подачи и холостого хода,
8- готовое изделие, 9- подвижная станина стана ХПТ, 10- кулисный механизм, 11- зазор меду калибрами, 12- рабочий обжимной ручей калибра.
Волочение труб
Волочение труб выполняют без оправки, на короткой неподвижной оправке, на длинной движущейся оправке и на плавающей оправке.(рисунок 19)
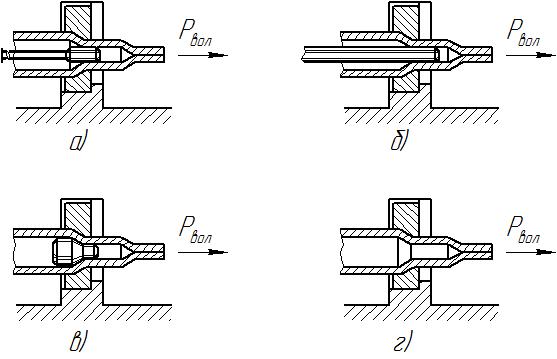
Рис. 19 – Способы волочения труб: а) на короткой неподвижной оправке,
б) на длинной подвижной оправке, в) на плавающей оправке,
г) без оправки
При волочении без оправки наблюдается уменьшение наружного и внутреннего диаметров трубы. В зависимости от формы очага деформации и от степени изменения диаметров стенка трубы может сохраняться неизменной, но может утолщаться или утоняться.
При волочении труб на оправке всегда имеет место уменьшение диаметра и утонение стенки трубы. По этой причине вытяжка может достигать значительной величины, например при волочении на длинной движущейся оправке вытяжка составляет 2 и более.
Волочение на свободной (плавающей) оправке широко распространено главным образом при производстве медных труб. Этот способ волочения имеет ряд преимуществ: длина трубы не имеет ограничений, так как может применяться намотка на барабан в бухту, существенно снижаются потери металла на заковку переднего конца для захвата, уменьшаются потери времени на вспомогательные операции.
В тех случаях, когда требуется увеличение диаметра трубы, применяют раздачу волочением (рисунок 20).При этом диаметр трубы получает приращение за счет уменьшения толщины стенки. Длина трубы, как правило, незначительно уменьшается.
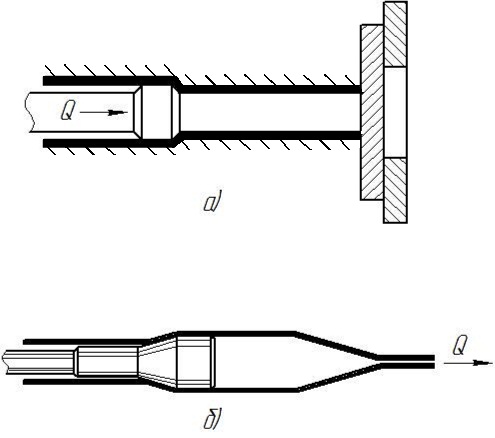
Рис. 20 – Способы раздачи труб: а) при осевом сжатии, б) при осевом
растяжении
Безоправочное волочение труб (осаживание) применяется для уменьшения диаметра или его калибровки. Иногда волочение используется для профилирования труб (рисунок 21).
Его преимущества:
а) возможность организация технологического процесса в комбинации с процессами интенсивного утонения стенки (прокатки, оправочного волочения), обеспечивающего получение труб с достаточно точным наружным диаметром и уменьшенной разностенностью;
б) возможность волочение труб малого диаметра, где применение оправочного волочения затруднено из-за малого диаметра внутреннего канала(например, капиллярные трубы), а также волочение труб большой длины в бухтах.
Основные недостатки безоправочного волочения:
а) невозможность получения калиброванной внутренней поверхности и интенсивного утонения стенки трубы;
б) возможность образования продольных складок (смятия) трубы.

1 – волока
2 – труба – заготовка
3 – заковка
I – участок осаживания;
II – участок калибровки
L0, L1 – длина заготовки до и после волочения
D0, D1 – диаметр трубы до и после волочения
t0, t1 – толщина стенки трубы до и после волочения
Рвол – усилие волочения
Рис. 21 – Схема безоправочного волочения трубы.
Сущность процесса заключается в протягивании изделия через сужающийся канал – волоки (рисунок 3). Тянущее усилие передается через зауженный конец заготовки – заковку.
Перед волочением заковку вводят в волоку, неподвижно закрепленной в волочильной доске, после чего заковка захватывается губками тянущего устройства и осуществляется рабочий ход волочения.
При волочении происходит уменьшение наружного диаметра с D0 до D1, удлинение трубной заготовки с L0 до L1, а также изменение толщины стенки трубы с t0 до t1.
Преимущественно изменение стенки связано с соотношением t0/ D0. Так для особо тонкостенных t0/ D0< 0, 1 и тонкостенных 0, 1< t0/ D0> 0, 2 толщина стенки после волочения t1 будет больше t0. Для толстостенных труб t0/ D0> 2 стенка может утоняться. Это связано с распределением действия напряжений в процессе волочения. При одинаковых диаметрах трубы утолщение стенки (т.е. увеличение параметра t) повышает сопротивление течению металла по направлению к оси и этим уменьшает утолщение стенки при осаживании. С увеличением диаметра при одинаковой толщине стенки (т. е. с уменьшением параметра t) ввиду снижения арочного эффекта уменьшается сопротивление течению к оси и возрастает утолщение стенки.
Деформацию металла при волочении количественно можно выразить через коэффициенты деформации или через абсолютные и относительные деформации (таблица 1).
Таблица 1 – Характеристики деформирования при волочении труб
| Характе- ристика | Коэффициент деформации | Абсолютная деформация, мм | Относительная деформация, мм |
| вытяжка | λ = 
| Δ D=D0-D1 | ε D=  × 100% × 100%
|
| изменение толщены стенки | β = 
| Δ t=t1-t0 | ε t=  × 100% × 100%
|
| удлинение | μ = 
| Δ L=L1-L0 | ε L=  × 100% × 100%
|
При этом должно выполняться условие постоянства объёма:
D0t0L0=D1t1L1 (1)
Приведенные выше характеристики деформирования связаны между собой следующими соотношениями:
1) вытяжка
ε D = 1-λ =  , (2)
, (2)
2) изменение толщены стенки
ε t = β -1 =  , (3)
, (3)
3) удлинение
ε L = μ -1 =  (4)
(4)
Таким образом, с учетом коэффициентов деформации уравнение постоянства объема (1) примет вид:
λ × β × μ =1 (5)
На практике для характеристики малых деформаций (до 15%) широко используют приближенную запись уравнения постоянства объема через относительные деформации (с учетом знака деформации):
ε D+ε t+ε L≈ 0 (6)
Для аналитического определения изменения толщины стенки Δ t при безоправочном волочении существует ряд формул.
Для практических расчетов, когда вытяжка ε D не превышает 70%, целесообразно пользоваться формулой Ю.Ф. Шевакина, А.А. Чернявского, А.Б. Ламина
 (7)
(7)
Величина полного усилия волочения имеет большое практическое значение, так как она прежде всего определяет возможность выполнения процесса с точки зрения прочности переднего конца, и, следовательно, определяет технологический процесс-маршрут волочения. Силовые условия позволяют также установить возможность использования выбранного оборудования, мощность привода и др.
Усилие волочения Рвол можно определить опытным путем с помощью различных силоизмерительных приборов, по мощности, расходуемой на волочение, а также расчетным путем. Аналитические методы, хотя и дают приближенные значения усилий волочения, все же имеют большое значение, поскольку не всегда имеется возможность получить экспериментальные данные. Для определения усилия волочения тонкостенной трубы в конической волоке может быть использована упрощенная формула И.Л.Перлина, которая дает хорошие результаты.
Рвол=Косв × Fтрубы, (1)
где: Fтрубы – площадь сечения трубы после волочения
 (2)
(2)
Dк нар. и Dк вн. – наружный и внутренний диаметр трубы после волочения соответственно.
Косв – напряжение волочения
 (3)
(3)
Dсн. и Dск. – средний диаметр трубы до и после волочения
Dсн=Dн-tсо (4)
Dск= Dк- tск (5)
В свою очередь, tсо и tск – средняя толщина стенки до и после волочения.
Геометрия трубы определяется: диаметр – замером штангенциркулем и толщина стенки трубы – замером индикатора часового типа после обрезания части трубы. При этом находят максимальное tоmax и tкmax и минимальное tоmin и tкmin
Среднее значение толщины стенки находят по формулам (6) и (7):
 (6)
(6)
 (7)
(7)
Сопротивление металла пластической деформации рассчитывают по формуле (8) для отожженного сплава Д1:
Sтс=8, 8+3, 5ε 0, 41 (8)
где ε – относительная деформация волочения
 (9)
(9)
ƒ – коэффициент трения, для волочения ƒ u=0, 2
α u – приведенный угол волоки, учитывающий длину калибрующего канала. Для угла волоки α = 12°, α u ≈ 6°
 – составляющая, учитывающая влияние зоны упругой деформации до входа в очаг деформации ≈ 0, 1
– составляющая, учитывающая влияние зоны упругой деформации до входа в очаг деформации ≈ 0, 1 
|
|