Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Расчет времени выдержки
|
|
Время выдержки под давлением – время, исчисляемое с момента полного смыкания пуансона и матрицы пресс-формы с находящимся в ней пресс-материалом до момента ее раскрытия, т.е. время, в течение которого материал находится под давлением в форме. Время выдержки определяет степень отверждения и влияет на качество пресс-изделий и производительность пресса.
До середины 60-х годов прошлого столетия применялся простой стандартный метод определения выдержки, как произведение удельной выдержки на толщину изделия:
 , (3.13.20)
, (3.13.20)
где τ уд.в. – удельное время выдежки, определяемое при прессовании стандартного стаканчика (рис. 3.33),
 , мин/мм;
, мин/мм;
h – толщина стенки прессуемого изделия, мм.
Но такой упрощенный подход не учитывал тепловые и химические процессы при отверждении, теплофизические и технологические свойства пресс-материала, геометрическую форму прессуемого изделия.
Основой для расчета времени выдержки является система дифференциальных уравнений (3.2.2), исходя из которой, время выдержки является функцией следующих параметров:
 , (3.13.21)
, (3.13.21)
где h – толщина стенки прессуемого изделия; β – коэффициент формы изделия; а - коэффициент температуропроводности; Тн – начальная температура пресс-материала; Тп – температура прессования; Qэ – тепло экзотермической реакции; τ 0 – время отверждения материала при температуре стандартных испытаний Т0; U – кажущееся энергия активации процесса отверждения.
На основании системы дифференциальных уравнений (3.2.2) время выдержки складывается из времени разогрева материала в пресс-форме до температуры отверждения и времени его отверждения:
 , (3.13.22)
, (3.13.22)
Н.Ф. Канавцом была предложена следующая методика расчета времени выдержки. Время нагрева τ н рассчитывается как время нагрева материала до температуры прессования, а время отверждения τ 0тв, как время отверждения, определенное разработанным им пластометрическим методом с введением температурных коэффициентов. Данные коэффициенты учитывают влияние температуры прессования Тп на время отверждения τ 0, определенное при температуре стандартных испытаний Т0. Он первый обосновал, что время нагрева материала является не функцией толщины изделия, а квадрата толщины. На основании такого подхода им была предложена формула расчета времени при прессовании изделий из фено- и аминопластов. В дальнейшем его формула была уточнена его учениками путем введения дополнительных поправочных коэффициентов. Эти формулы приведены во многих учебниках и монография, где рассматривается технология прессования реактопластов:
 , (3.13.22)
, (3.13.22)
где К1 и К2 – коэффициенты формы изделия, учитывающие скорость нагрева; Тi - температура в центре изделия при его прогреве до температуры Тп, обычно Тi = Тп -(2÷ 4) 0С; ν – коэффициент, учитывающий предварительный подогрев пресс-материала на скорость нагрева; τ .ноп – время нагрева образца пластомера до температуры Т0; γ – температурный коэффициент, учитывающий влияние температуры прессования на скорость отверждения.
Недостаток такого подхода заключается в том, что:
во-первых, предложенные формулы (3.13.22) не учитывают того фактора, что пресс-материал начинает отверждаться не после его прогрева до температуры прессования Тп, а раньше после достижения им температуры начала интенсивного отверждения Т1. Не учитывается неизотермическое отверждение пресс-материала при его нагреве от Т1 до Тп.
Во-вторых, не учитывается в полной мере влияния тепла экзотермической реакции отверждения на процессы нагрева и отверждения.
Методика Канавца применима при прессовании тонкостеных изделий из фенопластов толщиной до 6 мм. При прессовании таких изделий время нагрева τ н намного меньше времени отверждения τ 0тв. С дальнейшим увеличением толщины изделия время нагрева значительно превышает время отверждения.
Учитывая выше указанные недостатки такого подхода к расчету времени выдержки, было предложено, исходя из системы дифференциальных уравнений (3.2.2), время выдержки представлять как сумму времени нагрева пресс-материала до температуры
начала интенсивного отверждения и времени неизотермического отверждения:
 , (3.13.23)
, (3.13.23)
где τ 1 – время нагрева пресс-материала до температуры начала интенсивного отверждения Т1, определяемое из уравнения нестационарной теплопроводности (первое уравнение в системе 3.2.2):

 , (3.13.24)
, (3.13.24)
где Fo1 – критерий Фурье, является функцией коэффициентов формы изделия К1 и К2 (пластина, брусок, цилиндр, шар) и относительной температуры:
 , (3.13.25)
, (3.13.25)
Критерий Фурье определяют по графической зависимости от относительной температуры (рис. 3.53).
Время отверждения пресс-материала определяется, исходя из того, что
 , (3.13.26)
, (3.13.26)
независимо от температурного режима отверждения Т(τ) при достижении необходимой степени отверждения.
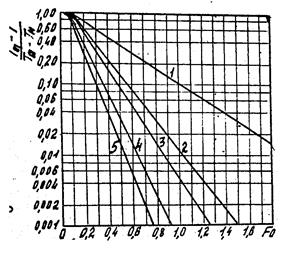 Рис. 3.53 Температурная функция критерия Фурье середины нагреваемых тел различной формы при контактной теплопередаче:
1 – плиты; 2 – стержня квадратного сечения; 3 – цилиндра неограниченной длины; 4 – цилиндра с высотой, равной диаметру; 5 - шара
Рис. 3.53 Температурная функция критерия Фурье середины нагреваемых тел различной формы при контактной теплопередаче:
1 – плиты; 2 – стержня квадратного сечения; 3 – цилиндра неограниченной длины; 4 – цилиндра с высотой, равной диаметру; 5 - шара
|  Рис. 3.54. Зависимость коэффициента К, определяющего неизотермический характер процесса отверждения, от температуры прессования для тел различной формы:
1 – плита; 2 – цилиндр неограниченной длины;
3 - шар
Рис. 3.54. Зависимость коэффициента К, определяющего неизотермический характер процесса отверждения, от температуры прессования для тел различной формы:
1 – плита; 2 – цилиндр неограниченной длины;
3 - шар
|
Зная время отверждения пресс-материала τ 0 при Т0, можно записать:
 , (3.13.27)
, (3.13.27)
где τ 1-п – время неизотермического отверждения пресс-материала, равное времени нагрева от Т1 до Тп; τ п - время доотверждения при постоянной температуре прессования Тп.
На основании равенства (3.13.27) находим:
 , (3.13.28)
, (3.13.28)
Закон изменения температуры Т(τ) в интервале от Т1 до Тп можно заменить на среднеинтегральную температуру:
 , (3.13.29)
, (3.13.29)
Опуская выводы формул определения  и К, конечная формула расчета времени выдержки с учетом неизотермического характера отверждения пресс-материалов, отверждающихся без выделения экзотермического тепла, имеет вид:
и К, конечная формула расчета времени выдержки с учетом неизотермического характера отверждения пресс-материалов, отверждающихся без выделения экзотермического тепла, имеет вид:
 , (3.13.30)
, (3.13.30)
где Fo2 – критерий Фурье нагрева пресс-материала от Т1 до Тп:
 , (3.13.31)
, (3.13.31)
Зависимость коэффициента К от Тп представлена на рис. 3.54.
Расчет времени выдержки при прессовании толстостенных изделий из реактопластов с учетом экзотермического тепла отверждения
При прессовании толстостенных изделий (с толщиной стенки > 10 мм) из реактопластов, отверждающихся с выделением экзотермического тепла (рис. 3.52), расчет времени выдержки необходимо вести с учетом этого фактора. Поскольку в этом случае для каждого конкретного изделия закон изменения температуры Т(τ) в уравнении (3.13.23) неизвестен, то расчет времени отверждения материалов, отверждающихся с выделением экзотермического тепла можно осуществить на основе нестационарной теплопроводности с фронтом превращения вещества:
 , (3.13.32)
, (3.13.32)
где qx(τ)– удельный поток тепла, отводимый от фронта превращения (отверждения) к поверхности изделия в момент времени τ; λ – коэффициент теплопроводности.
На основании данного теоретического подхода путем введения критериев подобия предложена формула расчета времени выдержки:
 , (3.13.33)
, (3.13.33)
где ho и hx – соответственно толщина образца и изделия; τ н(0) – время нагрева образца до температуры Т1; τ о(0) – время отверждения образца в неизотермических условиях; Fo1(0) и Fo1(x) – соответственно критерии Фурье нагрева образца и изделия до температуры начала интенсивного отверждения Т1 (по ф. 3.13.25);
β – коэффициент, учитывающий форму изделия; γ – температурный коэффициент, учитывающий температуру прессования и тепло экзотермической реакции отверждения.
Для определения τ н(0) и τ о(0) предварительно необходимо
снять термограмму отверждения на образце толщиной ho при температуре Тп(0) (рис. 3.55).
| 
| 
|
| Рис. 3.55. Схема определения времени нагрева τ н(о) и отвержедения τ о(о) по термограмме процесса отвержедиия пресс-материала, отверждающегося с выделением тепла: 1 – температура пресс-формы; 2 – температура в центре образца | Рис. 3.56. Зависимость температурного коэффициента γ от температуры прессования | Рис. 3.57. Схема определения времени выдержки при ступенчатом температурном режиме прессования: 1 – температура пресс-формы; 2 – температура материала, отверждающегося без выделения тепла; 3 - температура материала, отверждающегося с выделением экзотермического тепла |
Зависимость коэффициента γ от температуры представлена на (рис. 3.56).
Расчет времени выдержки при ступенчатом температурном режиме прессования
Время выдержки при ступенчатом температурном режиме складывается из суммы времен (рис. 3.57):
 , (3.13.34)
, (3.13.34)
где τ 1 – время нагрева материала до температуры начала интенсивного отверждения Т1; τ 2 – время нагрева материала до температуры прессования Тп, которое является временем отверждения материала в неизотермических условиях при изменении температуры в интервале Т1→ Тп до промежуточной степени отверждения; τ 3 – время отверждения материала до оптимальной степени отверждения при Тп; τ 4 – время охлаждения пресс-формы от температуры Тп до температуры распрессовки Тр.
Время нагрева τ 2 для реактопластов, отверждающихся без выделения тепла, складывается из времени его нагрева до температуры  (рис. 3.57), которое соответствует времени разогрева пресс-формы от Т1 до Тп, и времени нагрева материала от
(рис. 3.57), которое соответствует времени разогрева пресс-формы от Т1 до Тп, и времени нагрева материала от  до Тп:
до Тп:
 , (3.13.35)
, (3.13.35)
При прессовании же пресс-материалов, отверждающихся с выделением экзотермического тепла, за время τ 2 можно принять время  , так как в центре изделия материал прогревается быстрее, чем в поверхностных слоях (рис. 3.57).
, так как в центре изделия материал прогревается быстрее, чем в поверхностных слоях (рис. 3.57).
Расчет времени выдержки при ступенчатом температурном режиме прессования реактопластов, отверждающихся без выделения экзотермического тепла имеет вид:

 , (3.13.36)
, (3.13.36)
где b – скорость разогрева пресс-формы от от Т1 до Тп; bохл – средняя скорость охлаждения пресс-формы от от Тп до Тр;
 ; (3.13.37)
; (3.13.37)
 (3.13.38)
(3.13.38)
В зависимости от скорости нагрева b время отверждения τ 3 может оказаться при расчетах отрицательным. Это указывает на то, что при небольшой скорости нагрева пресс-формы b и высокой скорости отверждения (малой величине τ 0) отверждение заканчивается раньше времени нагрева изделия τ 2 до Тп.
Расчет времени выдержки при ступенчатом температурном режиме прессования реактопластов, отверждающихся с выделением экзотермического тепла, производится на основе следующей формулы:

 . (3.13.39)
. (3.13.39)
Рис.3.58. Зависимости времени выдержки для стекловолокнита АГ-4В от толщины пластины при температуре прессования 150 0С, определенные по формулам:
 |
1 – (3.13.20); 2 – (3.13.22); 3 – (3.13.30); 4 – (3.13.33)
Расчет времени выдержки при литьевом прессовании.
При литьевом прессовании материал загружается в загрузочную камеру и, пока происходит смыкание пресса, нагревается. При течении через литниковые каналы, соприкасаясь с горячими формующими поверхностями, прогрев материала продолжается. Кроме того, температура повышается вследствие диссипации энергии вязкого течения. Это оценивается по формуле:
 , (3.13.40)
, (3.13.40)
где с – удельная теплоемкость; ρ – плотность материала.
Температура материала после заполнения формующей полости формы будет определятся, как:
 , (3.13.41)
, (3.13.41)
До температуры Тз прессуемый материал нагревается за время, в течение которого он течет из загрузочной камеры в формующую полость:
 , (3.13.42)
, (3.13.42)
где L – ход пуансона загрузочной камеры; vр – скорость рабочего хода пресса.
Если температура Тз будет намного меньше температуры начала интенсивного отверждения Т1, то временя выдержки будет определятся по формуле (3.13.30).
В том случае, когда температура Тз ≈ Т1, сразу после заполнения формующей полости начинается процесс отверждения в неизотермических условиях. Тогда время выдержки можно оценить по уравнению:
 (3.13.43)
(3.13.43)
Для расчета выдержки при литьевом формовании тонко стенных изделий из реактопластов (с h < 6 мм) используют те же положения, которые были изложены выше при прессовании. С учетом особенностей процесса формула 3.13.22 для времени выдержки при литьевом формовании записывается в виде:
 , (3.13.44)
, (3.13.44)
|
|