Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Погрешности базирования
|
|
Схема базирования заготовки в 3-х кулачковом патроне рычажного типа указана на рисунке 4.1
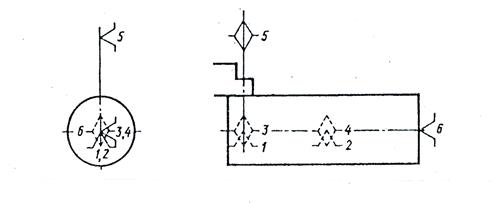 |
Рисунок 4.1 Схема базирования заготовки
Комплект баз:
двойная направляющая база (1, 2, 3, 4), опорные (5, 6);
Погрешностью базирования называют разности предельных расстояний измерительной базы, относительного установленного на заданный размер детали и режущего инструмента.
Измерительной базой является ось, совпадающая с осью приспособления, относительно которой установлен режущий инструмент. Следовательно, конструкторская база одновременно является установочной. Поэтому погрешность базирования при представленной схеме, будет равна нулю (ε баз=0).
5 расчёт сил резания
При токарной обработке резцами силу резания, действующую на заготовку, принято представлять тремя составляющими: Рz, Ру и Рх.
Для расчёта сил резания необходимо использовать следующую формулу:
 (5.1)
(5.1)
где Cp – поправочный коэффициент;
Cp=240
Кр – поправочный коэффициент;
x, y, n – показатели степеней.
x=1; y=0, 75; n=-0, 15.
 (5.2)
(5.2)
 - поправочный коэффициент, учитывающий влияние геометрических параметров режущей части инструмента, на
- поправочный коэффициент, учитывающий влияние геометрических параметров режущей части инструмента, на
составляющие силы резания.
 =0, 19
=0, 19
 =1, 0
=1, 0
 =1, 0
=1, 0
 =1, 0
=1, 0
 |
(5.3)
 |

Тогда, подставив значения, получим

6 Расчёт усилий зажима и зажимного механизма
В процессе обработки заготовки на нее воздействует система сил. С одной стороны действуют составляющие сил резания, которые стремятся вырвать заготовку из кулачков, с другой сила зажима, препятствующая этому.
Из условия равновесия данных сил и с учетом коэффициента запаса определяются необходимые зажимы и исходящие усилия.
Сила зажима определяется по формуле:
 |
(6.1)
где Pz – составляющие силы резания;
Pz= 591 Н
К – коэффициент запаса;
К=2, 16
f - коэффициент трения на рабочей поверхности приспособления;
f=0, 3
d1 – диаметр обрабатываемой поверхности;
d1=17 мм.
d2 – диаметр зажимной поверхности;
d2= 17мм.
 (6.2)
(6.2)
K0 – гарантированный коэффициент запаса;
К0=1, 5
К1 – коэффициент учитывающий увеличение силы резания, из-за случайных неровности на обрабатываемых поверхностях заготовки;
К1=1, 0
К2 – коэффициент учитывающий увеличение силы резания, вследствие затупления режущего инструмента;
К2=1, 2
К3- коэффициент учитывающий увеличение силы резания, при прерывистой обработке;
К3=1, 2
К4 – коэффициент характеризующий постоянство силы развиваемой зажимным механизмом;
К4=1, 0
К5 – коэффициент характеризующий энергоэкономию механизированного зажимного устройства;
К5=1, 0
К6- коэффициент учитывающий только при наличии моментов стремящихся повернуть заготовку установленную плоской поверхностью;
К6=1, 0
К=1, 5´ 1, 0´ 1, 2´ 1, 2´ 1, 0´ 1, 0´ 1, 0=2, 16
Если К< 2, 5, принимаем К=2, 5
 |
7 ВЫБОР КОНСТУКЦИИ И РАСЧЁТ СИЛОВОГО ПРИВОДА
Механизация приводных устройств, как приспособлениям позволят повысить производительность станков и облегчить труд работающих. При возможности регулирования скорости и потребной силы для выполнения той или иной операции технологического процесса.
В настоящее время производят автоматизацию зажимных устройств станочных приспособлений. В ходе этого автоматизируют установку и закрепление обрабатываемых деталей, поворот приспособления, транспортировку, широко использует сжатый воздух, жидкости под давлением, электроэнергия, магнитные устройства и т.д.
Наиболее широко используется пневматические приводы приспособлений т.к. отличаются быстротой действия, простой конструкции, лёгкостью управления, надёжностью и стабильностью в работе.
Благодаря таким преимуществам в качестве привода принимаем пневмоцилиндр двойного действия с рабочим давлением 0, 63 МПа.
Определим диаметр поршня пневмоцилиндра по следующей формуле:

(7.1)
где Wz- усилие зажима;
Wz= 7925 Н
p – рабочее давление;
р=0, 63Мпа
h - коэффициент трения;
h=0, 95
 |
По ГОСТ 15608-81 принимаем диаметр цилиндра D = 80мм, диаметр штока d=12мм.
8 Расчёт на прочность
Основное требование, предъявляемое приспособлению – обеспечить заданную точность обработки на настроенном станке. Поэтому необходимо производить расчёты заданной точности обработке. Обычно их выполняют, после того как уже назначены допуски на изготовление и износ элементов приспособления.
Заданная точность будет обеспечена, если получающаяся максимальная погрешность обработки будет меньше указанного допуска. Это значит, что для каждого выдержанного размера должно соблюдаться следующие условия  , где α – допуск на размер, на отклонение; δ расположения на обрабатываемой поверхности от соосности до параллельности (мм.)
, где α – допуск на размер, на отклонение; δ расположения на обрабатываемой поверхности от соосности до параллельности (мм.)
δ – максимальная суммарная погрешность обработки (мм.)
Произведем расчёт на прочность детали «вал» в приспособлении «3-х кулачковый патрон рычажного типа».
 Детали напряжённые осевой силой, рассчитываются из условия прочности на растяжение по формуле:
Детали напряжённые осевой силой, рассчитываются из условия прочности на растяжение по формуле:
(8.1)
где PZ – сила резания;
PZ = 591Н
π =3, 14;
d1 – диаметр обрабатываемой поверхности;
d1= 17мм.
 |
т.к. dр – допускаемое напряжение растяжения 44, 28 МПа ≤ 294МПа, следовательно приспособление выдержит нагрузку.
|
|