Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Вакуумные приводы
|
|
Вакуумные приводы обеспечивают прижим заготовки к опорной плоскости корпуса силой атмосферного давления за счет создания полости с разреженным воздухом с одной из ее сторон. В этом случае заготовка не деформируется под действием сосредоточенных сил зажима.
Поэтому вакуумные приспособления особенно удобны при закреплении тонких плоских деталей из немагнитных материалов, когда невозможно использовать магнитную технологическую оснастку. Они применяются и для закрепления заготовок с криволинейной базовой поверхностью. Сила закрепления, создаваемая вакуумом, достигает сотен кгс, что достаточно для выполнения чистовых и отделочных операций механической обработки резанием. Во избежание сдвига заготовок в процессе обработки часто применяются различные боковые упоры. Собственно вакуумный привод представляет собой одно- или двухступенчатый поршневой пневмонасос. Реже применяются эжекторы (струйные пневмонасосы), работающие сжатым воздухом — в случаях, когда возможно попадание большого количества смазочно-охлаждающей жидкости и пыли в вакуумную систему.
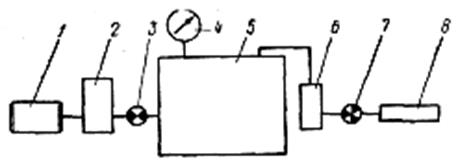
Рис. 49. Принципиальная установка для создания вакуума
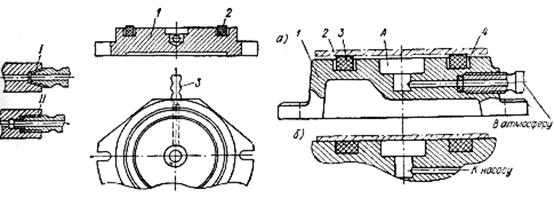
Рис.50. Вакуумное приспособление. Рис. 51. Схема работы вакуумного приспособления.
Конструкция вакуумных приспособлений проста (рис. 50). Она состоит из корпуса 1, резиновой прокладки 2, размещенной в канавке корпуса, и штуцера 3, который через резиновый вакуумный шланг соединяет камеру приспособления с вакуумной установкой. Крепление штуцера к корпусу 1 осуществляется по одному из показанных на рисунке вариантов (I или II), из которых вариант II предпочтителен, так как резиновая прокладка надежнее уплотняет камеру и обеспечивает поддержание устойчивого разрежения в ней.
Закрепляемая деталь 2 (рис. 51, а) устанавливается на резиновую прокладку 3 так, чтобы ее опорная поверхность перекрывала прокладку. Последняя размещена в канавке 4, выполненной в корпусе 1 поконтуру закрепляемой детали. После включения приспособления в полости А создается вакуум и под действием атмосферного давления деталь 2, сжимая резиновую прокладку 3, прижимается к опорной плоскости корпуса (рис.51, б).
Сила зажима детали в вакуумном приспособлении определяется из равенства

где ра — атмосферное давление в кгс/см2; р0 — остаточное давление в камере после разрежения в кгс/см2; F — площадь, ограниченная внутренним контуром резиновой прокладки, в см2; Руп — упругая сила сжатой прокладки в кгс.
Тема 16. Приспособления для токарных и круглошлифовальных станков
|
|