Главная страница Случайная страница
Разделы сайта
АвтомобилиАстрономияБиологияГеографияДом и садДругие языкиДругоеИнформатикаИсторияКультураЛитератураЛогикаМатематикаМедицинаМеталлургияМеханикаОбразованиеОхрана трудаПедагогикаПолитикаПравоПсихологияРелигияРиторикаСоциологияСпортСтроительствоТехнологияТуризмФизикаФилософияФинансыХимияЧерчениеЭкологияЭкономикаЭлектроника
Удк 621. 365
|
|
ИЗУЧЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА
Методические указания к лабораторной работе №4 по дисциплине
«ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ»
Тольятти 2003
УДК 621.365
Изучение сварочного трансформатора: Методические указания к лабораторной работе №4 по дисциплине «Электротехнологические установки» – ТГУ, Тольятти, 2003. –13 с.
Составители: Бондаренко М.А., Вахнина В.В., Степкина Ю.С.
Изложены цель, краткие теоретические сведения и программа выполнения лабораторных работ, требования к содержанию отчета, приведены контрольные вопросы, а также список рекомендуемой литературы для углубленного изучения теоретического материала.
Содержание методических указаний к лабораторным работам составлено в соответствии с программой теоретической дисциплины " Электротехнологические установки" для студентов специальности 100400 " Электроснабжение ".
Научный редактор, к.т.н., профессор Салтыков В.М.
Утверждено советом электротехнического факультета, протокол №2
от 26.09.02.
Ó Тольяттинский государственный университет, 2003
Лабораторная работа №4
ИЗУЧЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА
Цель работы
Изучить конструкции и свойства сварочных трансформаторов для дуговой сварки, принципиальную схему и работу сварочного трансформатора типа ТД-101, исследовать режимы работы сварочного трансформатора ТД-101 под нагрузкой.
Теоретические сведения
Среди различных видов электрической сварки плавлением дуговая сварка имеет наибольшее распространение. Электрическая дуга является высокотемпературным источником теплоты, что весьма существенно для достижения высокой производительности процесса сварки металлов плавлением.
Источниками при дуговой сварке на переменном токе являются специальные сварочные трансформаторы, подключаемые к сети переменного тока напряжением 220 или 380 В. Для обычной ручной дуговой сварки, а также для полуавтоматической и автоматической дуговой сварки под слоем флюса однопостовые сварочные трансформаторы должны иметь крутопадающую характеристику. Это обеспечивается двумя группами сварочных трансформаторов с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением (дросселем) и с искусственно увеличенным магнитным рассеянием.
|
|
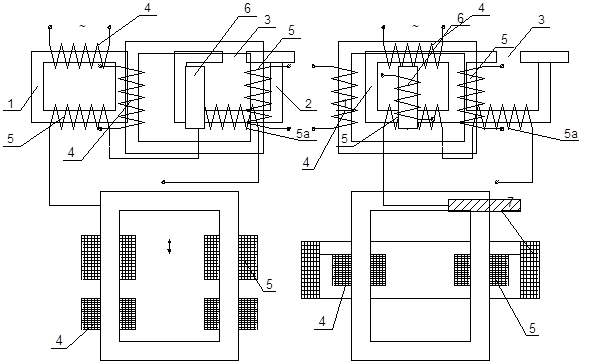 |
Трансформаторы первой группы бывают с нормальным рассеянием и отдельным дросселем (двухкорпусное исполнение, рис.4.1а) и с нормальным рассеянием и дросселем, встроенным в общий магнитопровод трансформатора (однокорпусное исполнение, рис.4.1б).
|
|
|
|
Сварочные трансформаторы с отдельными дросселями в настоящее время отечественной электропромышленностью не выпускаются, однако в эксплуатации еще имеется значительное количество таких трансформаторов четырех типоразмеров: СТЭ-22, СТЭ-23, СТЭ-32 и СТЭ-34 на максимальные сварочные токи 250, 300, 450 и 500 А с первичным напряжением 220 или 380 В.
На рис.4.1а показана схема сварочного трансформатора с отдельным дросселем. Между вторичной обмоткой трансформатора 1 и дросселем 2 имеется электрическая связь. Регулирование сварочного тока осуществляется за счет изменения воздушного зазора 3 в магнитопроводе дросселя, причем максимальный сварочный ток достигается при наибольшем воздушном зазоре.
У сварочных трансформаторов с нормальным рассеянием в однокорпусном исполнении (рис.4.1б) на общем магнитопроводе размещается помимо обычной вторичной обмотки 5, реактивная катушка 5а, включаемая последовательно со вторичной обмоткой. Таким образом, наряду с электрической связью здесь существует и магнитная связь. Регулирование сварочного тока в таких трансформаторах осуществляется изменением воздушного зазора верхнего стержня магнитопровода. Для получения больших сварочных токов воздушный зазор необходимо увеличивать.
В настоящее время наибольшее распространение получили трансформаторы с нормальным рассеянием в однокорпусном исполнении типов СТН-450 и СТН-700 на сварочные токи 500 и 700 А с первичным напряжением 220 и 380 В. При настройке на большие токи эти трансформаторы имеют пониженное напряжение холостого хода, при настройке на малые токи напряжение холостого хода повышается. Трансформаторы этого типа экономичнее и удобнее в эксплуатации.
Трансформаторы второй группы всегда имеют однокорпусное исполнение. Необходимые внешние характеристики создаются изменением индуктивного сопротивления обмоток трансформатора:
1) регулировкой положения магнитного шунта 6 (рис.4.1в), ведущей к изменению величины потоков рассеяния;
2) подмагничиванием неподвижного шунта 3 постоянным током, проходящим через катушку 9 (рис.4.1г). В этом случае шунт неподвижен, а индуктивное сопротивление трансформатора регулируется за счет изменения тока подмагничиванием;
3) регулировкой расстояния между подвижной 5 и неподвижной 4 обмотками трансформатора (рис.4.1д), что ведет к изменению величины потока рассеяния;
4) трансформатор с ярмовым рассеянием (рис.4.1е) имеет первичную 4 и вторичную 5 катушки, расположенные на разных стержнях магнитопровода.
Часто трансформатор снабжается дополнительной обмоткой с основными обмотками, не взаимодействующей с ними на холостом ходу.
Сварочный трансформатор так же, как сварочная машина постоянного тока, должен иметь достаточное для зажигания дуги напряжение холостого хода. В простейшем случае для этой цели можно было бы использовать автотрансформатор, который может дать хорошие технико-экономические показатели. Однако автотрансформаторы неприемлемы с точки зрения безопасности сварщика, так как последний может попасть под полной напряжение сети. Поэтому сварочные трансформаторы выполняются только с разделенными первичной и вторичной обмотками.
Сварочные трансформаторы должны удовлетворять следующим требованиям:
1) иметь резкопадающую внешнюю характеристику, необходимую для устойчивого горения дуги;
2) во избежание перегрева электрода и прилипания его к металлу при коротких замыканиях величина тока короткого замыкания не должная превышать рабочий ток более чем на 35…45%;
3) напряжение холостого хода не должно превышать 60 В, так как при более высоком напряжении появится опасность поражения сварщика электрическим током;
4) конструкция трансформатора должна быть проста и защищена от влияния атмосферных осадков, пыли и т.д. Изоляция обмоток должна быть влагоустойчивой;
5) трансформатор должен обеспечить постоянство горения дуги при колебании напряжения в первичной обмотке ±10%.
Различные типы внешних характеристик сварочных трансформаторов приведены на рис.4.2. Характеристика типа «а» пригодная для сварки на «малых» токах, характеристика типа «в» - «на больших» токах, характеристика типа «б» - промежуточная.

Описание лабораторной установки.
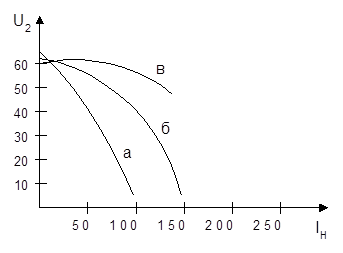
Принципиальная схема экспериментальной установки для исследования сварочного трансформатора представлена на рис.4.3. В качестве сварочного трансформатора используется трансформатор типа ТД-101.


Номинальные данные сварочного трансформатора ТД-101:
Номинальный ток первичной обмотки 15 А
Номинальный ток вторичной обмотки 50 А
Номинальная мощность 1, 85 кВт
Напряжение питающей сети 220 В
Напряжение, снимаемое со сварочной обмотки 60В.
Сварочный трансформатор представляет собой двухстержневой понижающий трансформатор, первичная обмотка W1 которого питается от сети 220В (рис.4.3). На стержне с первичной обмоткой W1 находятся катушка основной рабочей вторичной обмотки W2 c выводами 1Л1, 2Л1, 3Л1 на переключателе П1. На втором стержне магнитопровода расположена реактивная катушка W3 с двумя дополнительными отпайками и с выводами 1Л1, 1Л2, 2Л2, 3Л2 на переключатель П1. Реактивная катушка W3 включается последовательно в цепь рабочей катушки W2 и позволяет создавать три ступени значений вторичного сварочного тока 30, 40, 50 А.
Переключение ступеней производится с помощью переключателя П1. Наличие реактивной катушки W 3 позволяет иметь на выходе трансформатора крутопадающую характеристику.
Для снятия семейства кривых внешних характеристик сварочного трансформатора используется нагрузочное сопротивление RН, величина которого может изменяться с помощью переключателя П2 от величины RН=RЭ (переключатель П2 в положении «5») до RН=0 (переключатель П2 в положении «0»). В цепь нагрузки трансформатора включены два амперметра с пределами измерения 0-50 А и 0-100А. При токе нагрузки более 50 А амперметр с пределами 0-50 А должен быть зашунтован.
Экспериментальные исследования сварочного трансформатора.
На рис.4.4 представлена монтажная схема экспериментальной сварочной установки. Опыт по снятию внешних характеристик сварочного аппарата ТД-101 производится на трех ступенях переключения сварочного тока (30, 40, 50 А). На каждой ступени ток нагрузки меняется от 0 до тока короткого замыкания с помощью переключателя П2 путем поочередной установки рукоятки положения: 0, 1, 2, 3, 4, 5. При каждом положении рукоятки переключателя П2 производится запись показаний приборов в табл.4.1. По данным табл.4.1 строятся внешние характеристики сварочного аппарата:
U2=f(I1); cos j = f(I1).
|
| Положение переключателей | I1, А | U1, А | W1, Вт | I2, А | U2, В | cos j | |
| П1 | П2 | ||||||
Таблица 4.1.
Внешние характеристики сварочного трансформатора
Программа работы
1. Перед началом выполнения работы подробно ознакомиться с описанием и монтажной схемой лабораторной установки, с расположением и назначением приборов и аппаратов на стенде и схемой стенда.
2. Собрать схему, для чего подключить измерительные приборы, рукоятки переключателей П1 и П2 установить в положение «0», замкнуть перемычками клеммы А-В. После проверки преподавателем (лаборантом) правильности сборки схемы и его разрешения подключить стенд к питающей сети выключателями SF1 и SF2.
3. Снять внешние характеристики сварочного трансформатора, для чего установить переключатель П1 в положение 30А. Показания прибора записать в табл.4.1. Поочередно устанавливая переключатель П2 в положения 0, 1, 2, 3, 4, 5 записать в табл.4.1 показания приборов (при каждом положении рукоятки). После чего переключатель П2 устанавливается в положение «0». Далее переключатель П1 перевести в положение 40 А и вновь поочередно изменяя положение переключателя П2, занести в табл. 4.1. показания приборов. Аналогичные действия произвести при установке переключателя П1 в положение 50А.
4. По данным таблицы 4.1, строятся кривые зависимости вторичного напряжения сварочного трансформатора от тока нагрузки:
U2=f(I1),
и коэффициента мощности установки от тока нагрузки:
сos j=f(U1)
Все внешние характеристики (для 3-х положений переключателя П1) строятся на одном графике.
Содержание отчета.
1. Формулировка задачи лабораторного исследования.
2. Номинальные данные испытуемого трансформатора и оборудования экспериментальной установки.
3. Таблица результатов измерений и принципиальная схема установки.
4. Графики.
5. Выводы по работе.
Контрольные вопросы
1. Назовите основные конструктивные особенности сварочных трансформаторов для дуговой сварки.
2. Назовите основные требования, которыми должны удовлетворять сварочные трансформаторы.
3. Каким образом осуществляется падающая внешняя характеристика у однопостовых сварочных трансформаторов?
4. Из каких частей состоит сварочный аппарат ТД-101?
5. Каким способом достигается регулирование сварочного тока?
6. Что называется внешней характеристикой сварочного трансформатора?
Рекомендуемая литература
1. Тормасов Б.В. Электротехнология основных производств. –М.: Высш.шк., 1970.
2. Бельфор М.Г. Патон Б.Е. Электрооборудование для дуговой и шлаковой сварки и наплавки. –М.: Высш. шк. 1974.
3. Электротехнологиченские промышленные установки: Учебник для вузов /Под ред. А.Д. Свенчанского –М.: Энергоиздат, 1982.
ИЗУЧЕНИЕ СВАРОЧНОГО ТРАНСФОРМАТОРА
Методические указания к лабораторной работе №4 по дисциплине
«ЭЛЕКТРОТЕХНОЛОГИЧЕСКИЕ УСТАНОВКИ»
Составители: М.А. Бондаренко, В.В. Вахнина, Ю.В. Степкина
Редактор Н.Г. Батырева
Тольяттинский государственный университет.
Ул. Белорусская, 14
|
|